
ما الذي يسبب عدم الاستدارة في عمليات الطحن بدون مركزية؟
هل تفشل الأجزاء المطحونة بدون مركز في الفحص لأنها ليست مستديرة تمامًا؟ من المستحيل تحقيق تفاوتات ضيقة عندما تتسبب المشكلات الكامنة في خلق أقطار غير متناسقة، مما يؤدي إلى الخردة والإحباط.
غالبًا ما ينشأ الخروج عن الاستدارة من عجلة تنظيم مغطاة بشكل غير صحيح، أو عدم كفاية تمريرات الطحن لحالة المخزون الأولية، أو عجلة طحن باهتة أو مصقولة أو معدلات إزالة المواد شديدة العدوانية (قطع ثقيل أو سرعات اجتياز عالية).
إصلاح الأخطاء الأساسية الخارجة عن الاستدارة هو الخطوة الأولى. ومع ذلك، تظهر المشكلة في بعض الأحيان في أخطاء هندسية محددة، مثل الفصوص أو الأشكال المضلعة، والتي تتطلب فهم أسباب وحلول مختلفة قليلاً.
كيف يمكن منع الأشكال المفصصة أو المضلعة أثناء الطحن بدون مركز؟
هل تبدو الأجزاء "الدائرية" لديك أشبه بالمثلثات الدقيقة أو الخماسية عند الفحص؟ هذا التأثير المفصوف هو خطأ هندسي محبط يفسد دقة التركيب ويشير إلى مشاكل في الإعداد.
عادةً ما يتم منع الفصوص (خطأ المضلع) من خلال ضمان الارتفاع الصحيح لمركز الشُّغْلَة بالنسبة للعجلات، وتقليل الدفع المحوري المفرط ضد نقاط التوقف الطرفية، والتأكد من أن عجلة الطحن متوازنة بشكل صحيح.
في شركة J&M Machine Tools، نرى أن الفصوص تنشأ من الهندسة غير الصحيحة في إعداد الطحن. تشير رؤيتك إلى الأسباب الرئيسية والإصلاحات:
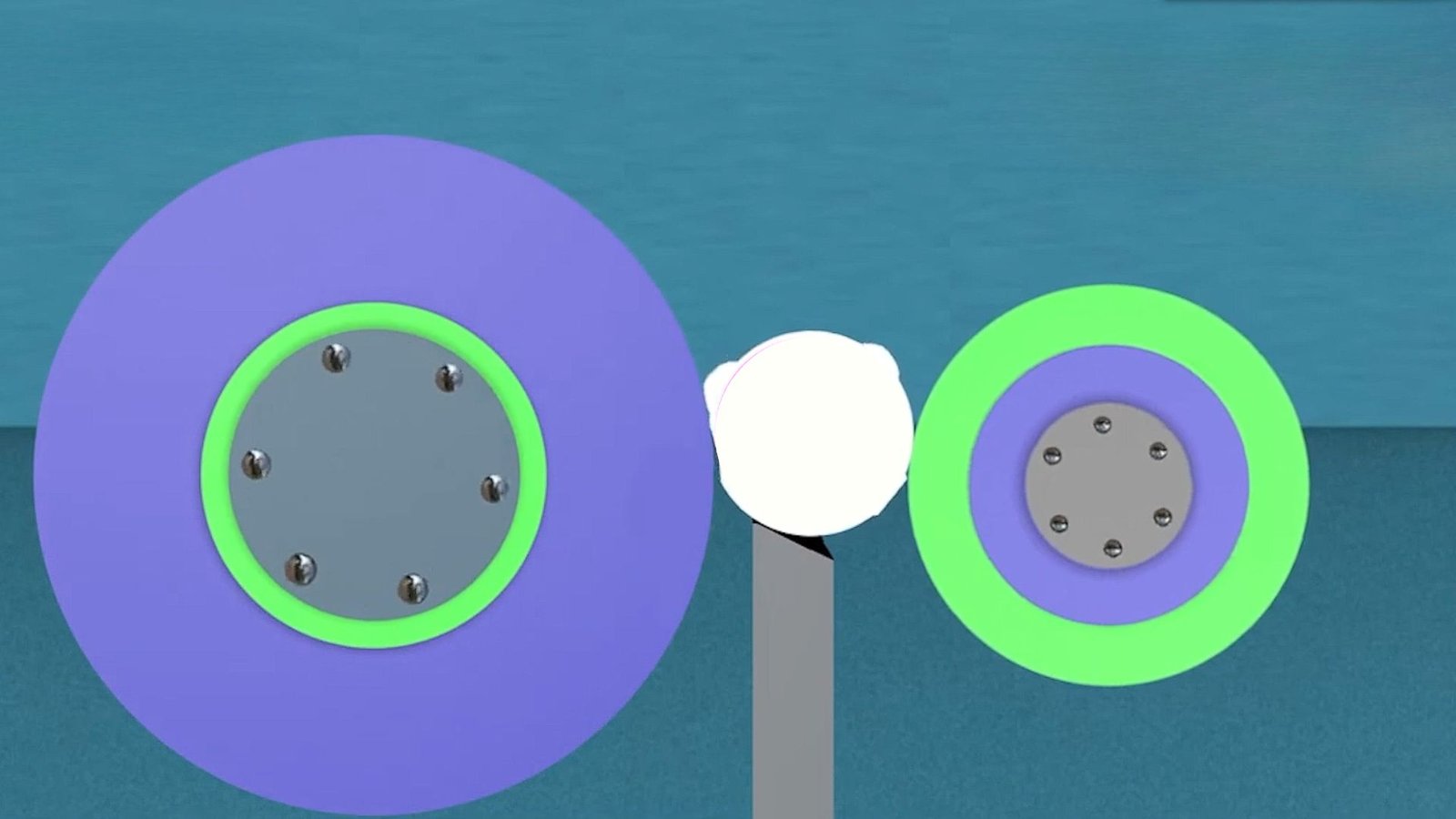
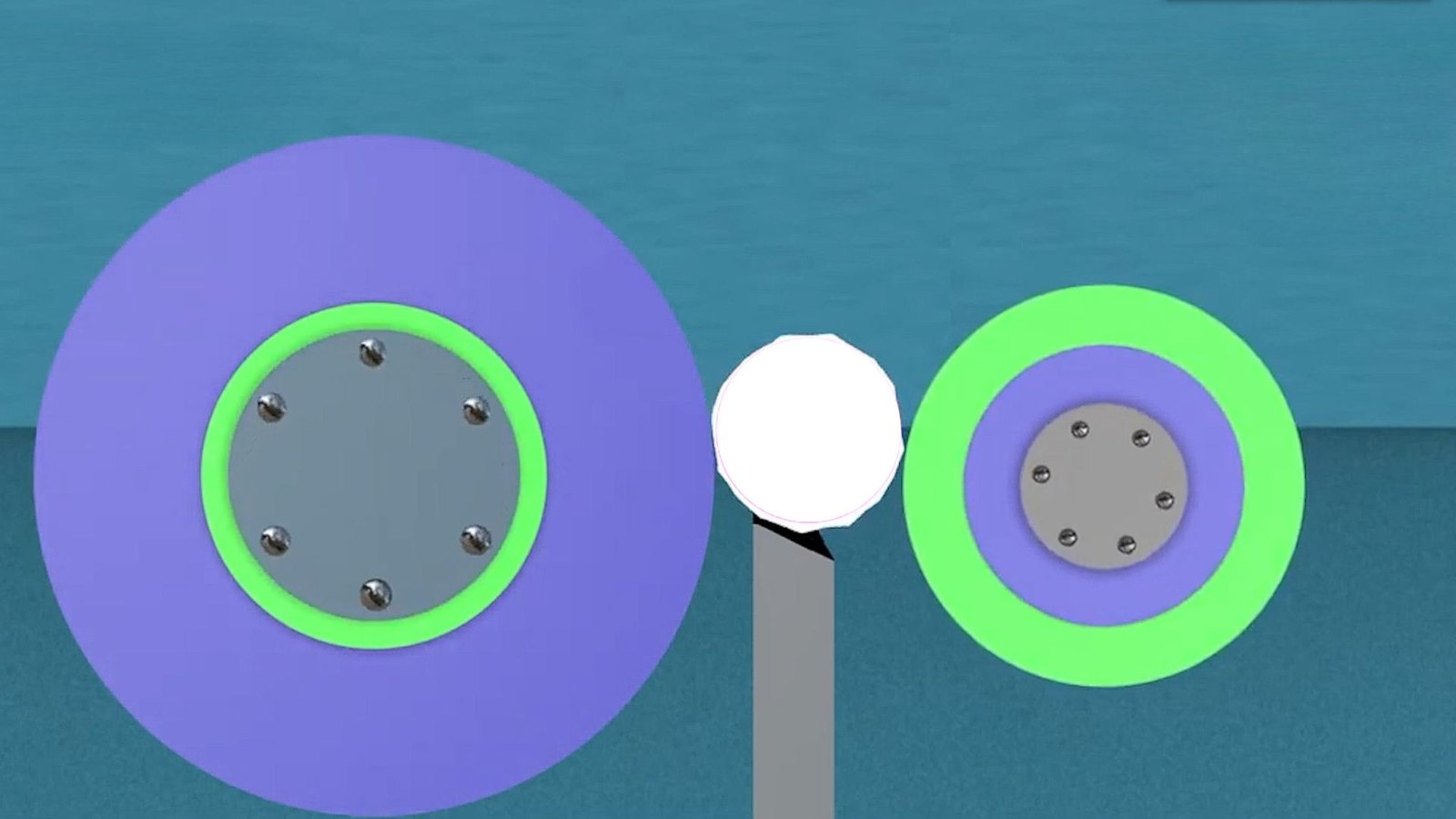
- ارتفاع المركز غير صحيح1: هذا هو السبب الرئيسي. إن العلاقة بين الخط المركزي لقطعة العمل والخطوط المركزية لعجلات الطحن والتنظيم هي التي تحدد عملية التقريب. إذا كان مركز الجزء مرتفعة للغاية، يمكن أن يؤدي إلى توليد فصوص (غالبًا ما تكون ذات أرقام فردية مثل 3، 5، 7 فصوص). وعلى العكس من ذلك، في حين أن خفض ارتفاع المركز غالبًا ما يساعد، فإن ضبطه منخفضة للغاية يمكن أن يتسبب أيضًا في حدوث مشكلات. الضبط الدقيق أمر بالغ الأهمية.
- الدفع المحوري المفرط (التغذية الداخلية)2: إذا تم دفع الشُّغْلَة بقوة كبيرة جدًا في مواجهة نقطة توقفها الطرفية (وهو أمر شائع في الطحن الداخلي)، فقد لا تدور الشُّغْلَة بشكل متساوٍ مقابل عجلة التنظيم، مما يؤدي إلى طحن غير متساوٍ وتعرُّج. يمكن أن يؤدي تقليل زاوية ميل عجلة التنظيم (على سبيل المثال، إلى 0.5 درجة أو حتى 0.25 درجة) إلى تقليل هذا الدفع. إذا استمرت المشكلة، فمن الضروري التحقق من أن دعامة شفرة مسند الشُّغْلَة مستوية ومحاذاة تمامًا.
- اختلال توازن عجلة الطحن3: تخلق عجلة الطحن غير المتوازنة اهتزازًا في جميع أنحاء الماكينة، مما يعطل التلامس السلس اللازم للتقريب المثالي ومن المحتمل أن يؤدي إلى أنماط التفصيع. الموازنة الدقيقة ضرورية.
- ملخص الحل: اضبط ارتفاع مركز الشُّغْلَة بعناية (غالبًا ما يكون أعلى قليلاً من الخطوط المركزية للعجلة، ولكن اتبع إرشادات الماكينة). بالنسبة للتغذية، قم بتقليل إمالة عجلة reg في حالة الاشتباه في وجود دفع محوري وتحقق من محاذاة دعامة الشفرة. تأكد دائمًا من أن عجلة الطحن متوازنة بشكل جيد.
ما الذي يتسبب في ظهور علامات التشققات السطحية أثناء الطحن بدون مركزية؟
هل ترى تموجات أو تموجات قبيحة ومتباعدة بشكل متساوٍ على سطح الأجزاء المطحونة؟ علامات الثرثرة هذه تفسد اللمسة النهائية وغالبًا ما تشير إلى اهتزاز أو عدم استقرار في عملية الطحن.
عادةً ما تكون علامات الرفرفة ناتجة عن اختلال توازن عجلة الطحن مما يؤدي إلى حدوث اهتزاز، أو ارتفاع مركز القطعة غير الصحيح مما يسبب عدم الاستقرار (الارتداد)، أو عجلة طحن باهتة/مزججة تحتك بدلاً من القطع، أو تشغيل عجلة التنظيم بسرعة كبيرة.

الرفرفة هي في الأساس بصمة اهتزاز محفورة على قطعة العمل. العثور على مصدر هذا الاهتزاز هو المفتاح. تساعد رؤيتك في تحديد الأسباب الشائعة:
- اختلال توازن عجلة الطحن: كما هو الحال مع الفصوص، تعتبر العجلة غير المتوازنة مصدرًا رئيسيًا لاهتزاز النظام، والذي يترجم مباشرةً إلى علامات رفرفة على سطح الجزء. الموازنة الدقيقة غير قابلة للتفاوض.
- ارتفاع مركز الجزء غير المناسب4: إذا لم يتم وضع الشُّغْلَة بشكل صحيح بالنسبة للخطوط المركزية للعجلة (غالبًا ما تكون مرتفعة جدًا)، فقد تصبح غير مستقرة وتميل إلى الارتداد أو القفز أثناء الطحن. يؤدي هذا التلامس غير المتسق إلى حدوث رفرفة. عادةً ما يؤدي خفض ارتفاع المركز بشكل مناسب (ضمن الحدود المثلى) إلى تحسين الاستقرار.
- عجلة الطحن الباهتة أو المزججة5: عندما تصبح الحبيبات الكاشطة لعجلة الطحن باهتة أو عندما يصبح وجه العجلة محملاً بالمواد (المزجج)، فإنها تتوقف عن القطع بكفاءة وتبدأ في الاحتكاك أو التخطي. هذه الحركة غير المنتظمة تولد اهتزازات ورفرفة. يلزم التضميد المناسب لكشف الحبيبات الحادة وكسر التزجيج. الإفراط في التلبيس، مما يجعل العجلة أيضاً على نحو سلس، يمكن أن يؤدي أيضًا في بعض الأحيان إلى الاحتكاك بدلاً من القطع.
- تنظيم سرعة العجلة بسرعة كبيرة جداً: إذا كانت قطعة العمل تدور بسرعة كبيرة، فقد لا تسمح لعجلة الطحن بوقت كافٍ لقطع المادة بسلاسة بشكل فعال، مما قد يؤدي إلى عدم الاستقرار والرفرفة. يمكن أن يؤدي تقليل سرعة العجلة المنظمة في كثير من الأحيان إلى تهدئة العملية.
كيف يمكن إعداد طاحنة بدون مركز لمنع استدقاق الجزء؟
هل قياس القِطع لديك أصغر باستمرار في أحد طرفيها عن الطرف الآخر بعد الطحن؟ يعد الاستدقاق مشكلة شائعة تمنع القِطع من مطابقة مواصفات الطباعة، وغالبًا ما تشير إلى مشاكل في المحاذاة.
يتضمن منع الاستدقاق التأكد من أن ألواح توجيه الشُّغْلَة (التغذية/التغذية الخارجية) موازية تمامًا لخط التلامس أو المحور الخاص بالعجلة المنظمة، والتحقق من أن عجلة الطحن ملبوسة بشكل مستقيم دون أي استدقاق متأصل.

يتطلب تحقيق أسطوانية مثالية محاذاة دقيقة في جميع أنحاء منطقة الطحن. تسلط ملاحظاتك الضوء على المناطق الحرجة:
- محاذاة اللوحة التوجيهية6: وهذا أمر بالغ الأهمية، خاصةً في الطحن من خلال التغذية. إن لوحة التوجيه الأمامية (جانب الدخول) و لوحة التوجيه الخلفية (جانب الخروج) يجب توجيه قطعة العمل بشكل موازٍ تمامًا لمحور عجلة التنظيم أو خط التلامس.
- إذا كان الدليل الأمامي بزاوية بعيداً من عجلة الطحن (بالنسبة إلى عجلة التنظيم)، قد يصبح الطرف الأمامي للجزء أصغر قليلاً.
- إذا كان الموجه الخلفي بزاوية بعيداً من عجلة الطحن، قد يصبح الطرف الخلفي أصغر حجمًا.
- من الضروري الضبط الدقيق باستخدام المؤشرات للتأكد من أن هذه الأدلة متوازية تماماً.
- تلبيس العجلات غير صحيح7: إذا لم يكن مسار أداة التضميد الماسية موازيًا تمامًا لمحور العجلة المنظمة أثناء تضميد عجلة الطحن، فسوف ينشأ عن ذلك استدقاق على عجلة الطحن نفسها. سيتم نقل مستدق العجلة هذا مباشرةً إلى الشُّغْلَة. يجب فحص إعداد التضميد وتعديله بناءً على الاتجاه الذي يحدث فيه استدقاق القطعة.
- تآكل العجلات غير المتساوي8: يمكن أيضًا أن يؤدي التآكل الكبير أو غير المتساوي على وجه عجلة الطحن أو التنظيم إلى حدوث تآكل مستدق بمرور الوقت. من المهم مراقبة أنماط التآكل وإعادة تلبيس العجلات أو استبدالها حسب الحاجة.
كيف يمكن إصلاح الأجزاء المحدبة (على شكل برميل) بعد الطحن بدون مركزية؟
هل تخرج الأجزاء الخاصة بك أكثر سمكًا في المنتصف وأرق في الأطراف، مثل البرميل؟ هذا الشكل المحدب هو خطأ هندسي آخر محبط يشير عادةً إلى أخطاء محددة في الإعداد.
عادة ما يكون تشكيل الماسورة (الأجزاء المحدبة) ناتجًا عن إمالة كل من اللوحين الموجهين الأمامي والخلفي نحو جانب عجلة الطحن، أو عن طريق تلبيس عجلة الطحن نفسها في شكل مقعر (مجوف).
إن حالة "ارتفاع المركز" هذه هي عكس حالة الاستدقاق، ولكنها غالبًا ما تكون مرتبطة بمشكلات في الدليل أو شكل العجلة. تفسر رؤيتك الأسباب:
- لوحات التوجيه بزاوية للداخل: إذا كان كلاهما ألواح التوجيه الأمامية والخلفية مائلة قليلاً نحو عجلة الطحن (مع الضغط على المسار في المنتصف بالنسبة للأطراف)، ستتلقى أطراف قطعة العمل كمية أكبر قليلاً من ضغط الطحن9 أو الوقت، مما يجعلها تصبح أصغر بالنسبة للمركز. ويتمثل الحل في إعادة ضبط الموجهات، والتأكد من أنها موازية تمامًا لمسار الشُّغْلَة المقصود/محور العجلة المنظمة.
- لباس عجلة الطحن المقعرة10: إذا خلقت عملية التضميد عن طريق الخطأ شكلًا مقعرًا ("أسطوانة الخصر" أو مجوفًا) على وجه عجلة الطحن، فسيتم نقل هذا الشكل إلى قطعة العمل. ستقوم النقاط العالية للعجلة المقعرة بطحن أطراف القطعة أكثر من المركز، مما ينتج عنه جزء محدب. يجب تعديل إجراء التضميد لضمان الحصول على وجه عجلة مستقيم تمامًا أو متوج بشكل مناسب (إذا لزم الأمر لأسباب أخرى)، مع تجنب الشكل المقعر.
الخاتمة
إن تحقيق الاستدارة الحقيقية والحجم المتسق في الطحن بدون مركز يعني معالجة المشكلات المحتملة مثل تنظيم حالة العجلة، وارتفاع المركز، ومحاذاة الموجه، وتوازن العجلة، والتضميد المناسب لتجنب العيوب الشائعة.
-
يمكن أن يساعد فهم تأثير الارتفاع غير الصحيح للمركز في تحسين دقة الطحن ومنع العيوب مثل الفصوص. ↩
-
يمكن أن يوفر استكشاف هذا الموضوع رؤى حول تحسين تقنيات الطحن وتحقيق نتائج أفضل. ↩
-
يمكن أن يؤدي التعرف على اختلال توازن عجلة الطحن إلى تحسين أداء الماكينة وجودة المنتج، مما يقلل من العيوب. ↩
-
استكشف أهمية التموضع الصحيح للقطعة لتعزيز الثبات وتقليل الرفرفة في عمليات الطحن. ↩
-
تعرّف على كيفية صيانة عجلات الطحن للحصول على الأداء الأمثل ومنع حدوث رفرفة أثناء التصنيع الآلي. ↩
-
يعد فهم محاذاة اللوحة التوجيهية أمرًا ضروريًا لتحقيق الدقة في الطحن، وضمان الأداء والجودة المثلى في قطع العمل الخاصة بك. ↩
-
يمكن أن يساعدك استكشاف تأثيرات التضميد غير الصحيح للعجلة على تجنب المزالق الشائعة وتحسين كفاءة الطحن وجودة المنتج. ↩
-
يعد التعرف على التآكل غير المتساوي للعجلات أمرًا بالغ الأهمية للحفاظ على معدات الطحن وضمان نتائج متسقة في عمليات التصنيع الآلي الخاصة بك. ↩
-
استكشف أهمية ضغط الطحن في التصنيع الآلي لتعزيز فهمك لجودة الشُّغْلَة وأدائها. ↩
-
تعرف على كيفية تغيير ضماد العجلة المقعرة لأبعاد الشُّغْلَة واكتشف أفضل الممارسات لتحقيق أفضل النتائج. ↩

كريس لو
بالاستفادة من أكثر من عشر سنوات من الخبرة العملية في مجال صناعة أدوات الماكينات، خاصةً مع ماكينات بنظام التحكم الرقمي، أنا هنا لمساعدتك. سواءً كانت لديك أسئلة أثارها هذا المنشور، أو كنت بحاجة إلى إرشادات بشأن اختيار المعدات المناسبة (ماكينة بنظام التحكم الرقمي أو تقليدية)، أو كنت تستكشف حلولاً مخصصة للماكينات، أو كنت مستعدًا لمناقشة عملية شراء، فلا تتردد في الاتصال بي. دعنا نجد الأداة الآلية المثالية لاحتياجاتك
كريس لو
بالاستفادة من أكثر من عشر سنوات من الخبرة العملية في مجال صناعة أدوات الماكينات، خاصةً مع ماكينات بنظام التحكم الرقمي، أنا هنا لمساعدتك. سواءً كانت لديك أسئلة أثارها هذا المنشور، أو كنت بحاجة إلى إرشادات بشأن اختيار المعدات المناسبة (ماكينة بنظام التحكم الرقمي أو تقليدية)، أو كنت تستكشف حلولاً مخصصة للماكينات، أو كنت مستعدًا لمناقشة عملية شراء، فلا تتردد في الاتصال بي. دعنا نجد الأداة الآلية المثالية لاحتياجاتك