

كيف يمكن التفريق بين ماكينات التفريز بنظام التحكم الرقمي ومراكز الماكينات بنظام التحكم الرقمي؟
هل أنت في حيرة من أمرك بشأن ماكينات التفريز بنظام التحكم الرقمي مقابل مراكز الماكينات؟ يمكن أن يكون اختيار الخطأ خطأً مكلفًا، خاصةً عند الانتقال من المهام الأبسط إلى الإنتاج الأكثر تعقيدًا. دعني أساعدك في فهم الفرق الرئيسي بسهولة.
الفرق الرئيسي هو مبادل الأدوات الآلي (ATC) ومخزن الأدوات الخاص به. يحتوي مركز الماكينات بنظام التحكم الرقمي على مبادل العِدَّة الآلي (ATC)، مما يسمح بتبديل العِدَّة آليًا أثناء البرنامج. تتطلب ماكينة التفريز باستخدام الحاسب الآلي القياسية تغيير العِدَّة يدويًا بواسطة المشغِّل.
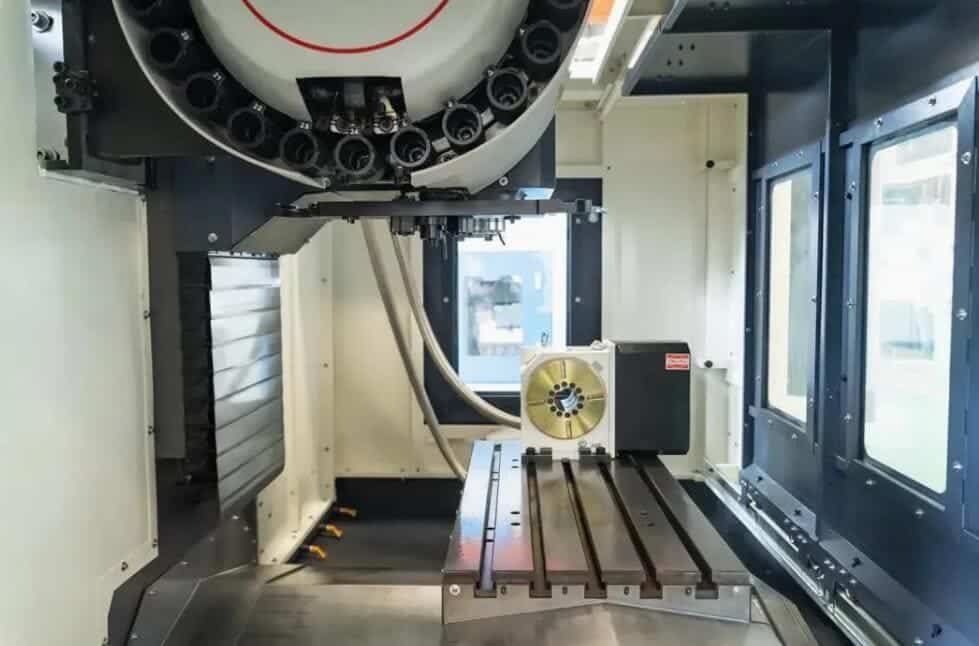
يعد فهم هذا الاختلاف الأساسي أمرًا حيويًا. تعد مراكز الماكينات، بأتمتتها، أكثر ملاءمة للقطع المعقدة التي تحتاج إلى عمليات متعددة في إعداد واحد، مما يعزز الإنتاجية. وغالبًا ما تكون ماكينات التفريز القياسية مناسبة للأعمال الأبسط أو عندما يكون تغيير الأدوات نادرًا. هناك المزيد مما يجب معرفته عن مراكز الماكينات، وخاصة مجلات الأدوات الخاصة بها وكيفية عملها. دعنا نتعمق في التفاصيل.
ما هو نطاق سعة الأدوات لمخزن أدوات مركز الماكينات؟
هل تتساءل عن عدد الأدوات التي يمكن أن يستوعبها مركز الماكينات؟ يمكن أن يؤدي اختيار ماكينة ذات سعة خاطئة إلى الإضرار بكفاءتك أو يكلفك الكثير إذا لم تكن بحاجة إلى الفتحات الإضافية. دعنا نلقي نظرة على الخيارات النموذجية.
تتباين سعة مخزن العِدَّة تباينًا كبيرًا، حيث تستوعب عادةً من 10 إلى أكثر من 200 عِدَّة. ويعتمد العدد الدقيق اعتمادًا كبيرًا على حجم الماكينة والغرض المقصود منها ونوع نظام مخزن الأدوات المحدد الذي تستخدمه (مثل أنماط القبعات أو الأقراص أو السلاسل).

عدد الأدوات أ مركز التصنيع الآلي1 تؤثر بشكل مباشر على كيفية استخدامك للماكينة. يعني المزيد من الأدوات أنه يمكن صنع قطع أكثر تعقيدًا في إعداد واحد دون توقف، أو أن يكون لديك أدوات احتياطية جاهزة عند تلف إحداها. وهذا يقلل من وقت التعطل بشكل كبير. استنادًا إلى خبرتي في مساعدة العملاء على اختيار الماكينات في J&M Machine Tools، فإن نوع مجلة الأدوات2 والقدرة الاستيعابية من عوامل القرار الرئيسية.
أنواع مجلات الأدوات الشائعة وسعاتها
- نوع القبعة (أو نوع المظلة)3: غالبًا ما توجد في مراكز الماكينات العمودية الأصغر (VMCs). إنها بسيطة وموثوقة ولكنها أبطأ بشكل عام لتغيير الأدوات (ربما 4-6 ثوانٍ). عادةً ما تكون القدرات أقل، ربما 16 أو 24 أداة. مثالية إذا كنت تقوم بتشغيل قِطع أبسط أو دفعات أصغر.
- نوع القرص (نوع الذراع/المناور)4: هذه تستخدم ذراع ميكانيكي لتغييرات أسرع. وغالباً ما تستوعب أدوات أكثر، ربما 24 إلى 40 أو حتى 60 أداة. تكلفتها أعلى وقد يكون لها حدود لوزن/طول الأدوات. رائعة للمهام التي تحتاج إلى مزيد من تنوع الأدوات وتبديل أسرع.
- نوع السلسلة5: تشاهدها في مراكز الماكينات الأفقية الكبيرة (HMCs) أو مراكز الماكينات الآلية العملاقة التي تحتاج إلى سعة عالية. فهي توفر أكبر سعة تخزين، وأحيانًا تستوعب 100 أو 120 أو حتى 200 أداة. وهذا ضروري للقطع المعقدة للغاية (كما هو الحال في مجال الفضاء الجوي) أو عمليات الإنتاج الطويلة غير المراقبة. يمكن أن تكون الميكانيكا أكثر تعقيدًا ومن المحتمل أن تتطلب مزيدًا من الاهتمام بالصيانة.
السعة وحجم الماكينة والتطبيق
غالبًا ما يرتبط حجم مركز الماكينات ونوعه باحتياجات سعة الأداة الخاصة به:
| حجم/نوع الماكينة | نطاق السعة النموذجية | حالة الاستخدام الشائع | الاعتبارات |
|---|---|---|---|
| عمودي صغير | 10-24 الأدوات | أجزاء أبسط، ورش عمل صغيرة، تدريب | تكلفة أقل، وآليات أبسط |
| عمودي متوسط/عمودي/متوسط | 24-60 أداة | ورش العمل العامة، قطع الغيار المتنوعة | توازن بين السعة والتكلفة، ومرونة جيدة |
| عمودي كبير/متحرك عمودي كبير | 60 - 200+ أداة | الأجزاء المعقدة والفضاء الجوي وصناعة القوالب | إنتاجية عالية واستثمار أعلى وتعقيدات أعلى |
على سبيل المثال، آلة شهيرة متوسطة الحجم مثل هاس VF-26 قد تقدم حوالي مغير الأدوات 307 كخيار شائع، يناسب هذا الخيار الوسطي. ينطوي الاختيار على الموازنة بين الحاجة إلى العديد من الأدوات (مما يقلل من وقت الإعداد ويسمح بقطع أكثر تعقيدًا دفعة واحدة) مقابل التكلفة الأولية الأعلى والتعقيد المتزايد المحتمل للمجلات الأكبر حجمًا. التفكير في والمستقبل تعقيد الجزء8 هو المفتاح هنا.
كيف يقوم مركز الماكينات بنظام التحكم الرقمي بتغيير الأدوات؟
هل سبق لك أن شاهدت مركز تصنيع آلي يقوم بتبديل الأدوات وتساءلت كيف يحدث ذلك بهذه السرعة؟ يبدو الأمر معقدًا، لكن الماكينة تتبع تسلسلًا دقيقًا وآليًا. دعنا نفصل الطرق الشائعة.
تستخدم مراكز التصنيع باستخدام الحاسب الآلي نظام المبادل الآلي للأدوات (ATC). عادةً ما يتم تشغيله بواسطة كود (مثل M06) في البرنامج، يسترد نظام المبادل الآلي للأدوات (ATC) الأداة التالية من المخزنة، ويزيل الأداة الحالية من عمود الدوران، ويدخل الأداة الجديدة بإحكام.

تؤثر طريقة تغيير الماكينة للأدوات على سرعتها وتعقيدها وملاءمتها للأعمال المختلفة. تتم العملية بأكملها آليًا، ويتم التحكم فيها بواسطة ماكينة التحكم الرقمي CNC. عندما يستدعي البرنامج تغيير الأداة (غالبًا باستخدام M06 G-code)، يبدأ المبادل في العمل. يتضمن التسلسل الأساسي تدوير المخزن أو تحريكه لتقديم الأداة الصحيحة، وآلية المبادل (مثل الذراع) التي تمسك الأداة الجديدة والأداة القديمة (أحيانًا في نفس الوقت)، وتبديلها، والتأكد من تثبيت الأداة الجديدة بشكل صحيح في عمود الدوران بواسطة آلية عمود السحب. لنلقِ نظرة على الطرق الرئيسية لحدوث ذلك:
تغيير أداة الذراع الروبوتية
هذا أمر شائع جداً، خاصة مع المجلات الأسرع من نوع الأقراص.
- كيف يعمل: يقوم ذراع ميكانيكي مخصص بسحب الأداة التالية بسرعة من الموضع الجاهز في المخزنة، وغالبًا ما يقوم في نفس الوقت بسحب الأداة الموجودة حاليًا في عمود الدوران. يقوم بإجراء دوران سريع أو حركة سريعة لتبديلها.
- الإيجابيات: تغييرات سريعة جدًا للأدوات. يمكن أن تكون أزمنة "من شريحة إلى شريحة" (من آخر قطع بالأداة القديمة إلى أول قطع بالأداة الجديدة) أقل من ثانيتين. بعض الأنظمة المتزامنة أسرع، أقل من ثانية! وهذا يقلل من وقت عدم القطع.
- السلبيات: ميكانيكيات أكثر تعقيداً، واحتمال ارتفاع التكلفة الأولية واحتياجات الصيانة.
- أين تراه: بيئات الإنتاج العالي، والماكينات التي يكون فيها تقليل زمن الدورة أمرًا بالغ الأهمية.
التغيير المباشر للأداة
تتضمن هذه الطريقة تفاعلًا مباشرًا بين رأس عمود الدوران ومخزن الأدوات، وغالبًا ما يتم رؤيته مع مخازن من نوع القبعة.
- كيف يعمل:
- مجلة-تنقل يتحرك مخزن العِدَّة نفسه نحو عمود الدوران، ويحاذي جيب العِدَّة الصحيح أسفل عمود الدوران، ويتحرك عموديًا (المحور Z) لالتقاط العِدَّة أو إسقاطها. ثم يتراجع المخزن بعد ذلك.
- تحريك المغزل: يتحرك رأس عمود الدوران إلى موضع مخزن العِدَّة الثابت لإجراء التبديل.
- الإيجابيات: تصميم أبسط، وتكلفة أقل على الأرجح.
- السلبيات: تغييرات الأدوات أبطأ بشكل عام مقارنةً بالأنظمة من نوع الذراع.
- أين تراه: غالبًا على ماكينات VMCs منخفضة التكلفة أو بعض تصميمات الماكينات القديمة.
تغيير أداة رأس البرج الدوّار
يدمج هذا التصميم الأدوات مباشرةً في برج دوّار دوّار.
- كيف يعمل: بدلاً من مخزن وذراع مبادل منفصل، يتم تركيب الأدوات (أو حاملات الأدوات) على برج دوّار. يدور البرج الدوّار بأكمله لجلب الأداة المطلوبة إلى موضع القطع.
- الإيجابيات: سرعة فائقة في تغيير الأدوات (فقط وقت فهرسة البرج الدوّار)، وهيكل مدمج.
- السلبيات: سعة الأدوات محدودة مقارنة بأنظمة المخازن. الأنسب لأنواع معينة من الماكينات أو القِطع.
- أين تراه: مخارط متعددة المهام (مراكز الخراطة متعددة المهام)، وماكينات من النوع السويسري، وبعض ماكينات الإنتاج المتخصصة.
تقوم كل طريقة بإنجاز المهمة تلقائيًا، ولكن تختلف السرعة والتعقيد الميكانيكي بشكل كبير.
ما هي العوامل التي تؤثر على وقت تغيير الأداة؟
هل تستهلك تغييرات الأدوات البطيئة وقت إنتاجك؟ قد يبدو انتظار تبديل الماكينة للأدوات وكأنه إهدار للوقت والمال، مما يؤثر بشكل مباشر على إنتاجك وتكاليفك. دعنا نلقي نظرة على أسباب هذه التأخيرات.
هناك عدة عوامل تؤثر على سرعة تغيير العِدَّة: سرعة تصميم آلية ATC (الذراع مقابل المباشر)، والوقت اللازم لتوجيه عمود الدوران، ومسافة الانتقال إلى المخزنة، وحالة العِدَّة/الحامل (بالية، متسخة، متسخة، مضغوطة)، وإعدادات معلمات الماكينة أو حالة الصيانة.

يعد وقت تغيير الأداة، الذي غالبًا ما يقاس بزمن "البُرادة إلى البُرادة"، مقياس أداء رئيسي. يؤدي تقليل هذا الوقت غير اللازم للقطع إلى زيادة الوقت الذي تقضيه الماكينة في إزالة المواد فعليًا. استنادًا إلى زياراتي للعديد من ورش العمل مع أدوات ماكينات J&M، هناك العديد من المشكلات الشائعة التي تساهم في بطء التغييرات:
العوامل الميكانيكية الأساسية
- نوع ATC9: كما تمت مناقشته، فإن المبادلات من نوع الذراع أسرع بطبيعتها من المبادلات المباشرة، وغالبًا ما تكون الأبراج الدوارة أسرع لسعتها المحدودة. وهذا مدمج في تصميم الماكينة.
- وقت توجيه المغزل: يحتاج عمود الدوران إلى التوقف عند زاوية دوران دقيقة حتى يتم تعشيق آلية تغيير الأداة بشكل صحيح. يمكن أن تستغرق عملية التوجيه هذه من ثانية إلى 5 ثوانٍ، اعتمادًا على الماكينة والمحرك.
- مسافة السفر: تضيف المسافة المادية التي يحتاج رأس المغزل أو مخزن الأدوات إلى التحرك أثناء دورة التغيير وقتًا إضافيًا. يمكن ملاحظة ذلك بشكل خاص على الماكينات الكبيرة أو ماكينات VMCs حيث قد تكون هناك حاجة إلى حركة كبيرة للمحور Z لمسح الشُّغْلَة.
حالة الأداة والحامل
- البلى/التلف: يمكن أن تمنع مسامير السحب البالية أو مستدق حامل العِدَّة التالف أو الحطام في مستدق عمود الدوران من التشبيك أو التحرير السلس، مما يتسبب في حدوث تردد أو إنذارات أو يتطلب تدخل يدوي. إن الحفاظ على نظافة الحوامل ومستدق عمود الدوران أمر حيوي. لقد رأيت ماكينات تتعثر ببساطة بسبب التناقص التدريجي المتسخ!
- مصادرة الأدوات10: يمكن أن يتسبب الإفراط في الشد أو تلف المستدق أو التلوث في أن يعلق حامل العِدَّة (يستحكم) في عمود الدوران. يؤدي ذلك إلى توقف الماكينة تمامًا ويتطلب قوة يدوية لإزالته، مما يعرضها للتلف.
العوامل التشغيلية
- إدارة الأدوات: على الرغم من أن تأثيرها على السرعة أقل من الميكانيكا، إلا أن برمجة الأداة الخاطئة أو وضعها بشكل غير صحيح يمكن أن يتسبب في حدوث أخطاء. تتجنب البرمجة الفعالة الحركات غير الضرورية.
- معلمات الماكينة وصيانتها: يمكن ضبط سرعات تغيير الأدوات في بعض الأحيان في معلمات التحكم في الماكينة (قد يتم إبطاؤها من أجل السلامة أو أثناء استكشاف الأعطال وإصلاحها). يمكن أن يؤدي سوء الصيانة، مثل انخفاض الضغط الهوائي للمشغلات أو الموجهات البالية، إلى جعل ATC بطيئًا وغير موثوق به.
إليك جدول ملخص سريع:
| العامل | التأثير على وقت تغيير الأدوات |
|---|---|
| نوع ATC (الذراع مقابل المباشر) | أنواع الأذرع أسرع بشكل عام |
| وقت توجيه عمود الدوران | يضيف 1-5 ثوانٍ لكل تغيير |
| مسافة السفر | الحركات الأطول (خاصة المحور Z) تزيد من الوقت |
| حالة الأداة/الحامل | يتسبب البلى/الأوساخ في تأخير الإنتاج وتوقفه عن العمل |
| صيانة الماكينة | يؤدي سوء الصيانة (انخفاض ضغط الهواء، الأجزاء البالية) إلى إبطاء التشغيل |
| معلمات التحكم | يمكن أن تؤثر الإعدادات على السرعة؛ قد تحتاج إلى تحسين |
إن معالجة هذه الأمور من خلال البرمجة الذكية والصيانة الدؤوبة وعناية المشغل تقلل من التأخير.
هل تحتاج مخزن الأدوات الخاص بمركز الماكينات بنظام التحكم الرقمي إلى صيانة دورية؟
هل تعتقد أنه يمكنك فقط تحميل الأدوات ونسيان المخزن؟ يمكن أن يؤدي إهمال صيانة هذا الجزء الحيوي والنشط إلى أعطال محبطة، وأدوات أو مغازل تالفة، وإصلاحات مكلفة في المستقبل.
نعم، بالتأكيد. تتطلب مخزن العِدَّة ونظام ATC صيانة منتظمة. فهي تجميعات ميكانيكية معقدة، والحفاظ على نظافتها وتشحيمها ومحاذاتها وضبطها بشكل صحيح أمر ضروري لتغيير الأدوات بشكل موثوق وسريع ودقيق.

لا يمكنني التأكيد على ذلك بما فيه الكفاية بناءً على الخبرة الميدانية: مخزن الأدوات ليس مجرد تخزين سلبي. إنها تتضمن محركات، ومستشعرات، وسلاسل أو تروس، وأذرع، ومشغلات هوائية أو هيدروليكية، ومحاذاة دقيقة مع عمود الدوران. إن تجاهلها يعني البحث عن المتاعب. تضمن الصيانة السليمة عمل كل شيء بسلاسة، وتمنع الأعطال غير المتوقعة، وتساعد على استمرار النظام لفترة أطول.
لماذا الصيانة أمر بالغ الأهمية
- الموثوقية: يمنع الانحشار، وسقوط الأدوات، والتغييرات الفائتة، وغيرها من الأعطال التي توقف الإنتاج بشكل غير متوقع. تخيل سقوط أداة على القطعة باهظة الثمن!
- الدقة: يضمن تحميل الأدوات بشكل صحيح ومتسق في مستدق عمود الدوران. تؤدي الأداة غير المثبتة بشكل سيء إلى اهتزاز، وتشطيب سطح رديء، وأبعاد غير دقيقة، وتلف محتمل.
- طول العمر: يقلل من البلى على المكونات باهظة الثمن مثل أذرع المبادل، والكامات، والمحامل، وأنظمة الدفع. العناية الوقائية أرخص من الاستبدال.
- الكفاءة: يحافظ على أوقات تغيير الأدوات سريعة ومتسقة من خلال ضمان التشغيل الميكانيكي السلس ووظيفة المستشعر الصحيحة.
أمثلة على جدول الصيانة
اتبع دائمًا دليل الصيانة الخاص بالشركة المصنعة لأداة الماكينة المحددة، حيث تختلف المتطلبات. ومع ذلك، غالبًا ما يبدو جدول الصيانة الوقائية العام على النحو التالي:
الفحوصات اليومية (المشغل)
- الفحص البصري: ابحث عن التلف الواضح، والأجزاء المفكوكة، وتراكم البُرادة الثقيلة حول المخزن والمبادل.
- التنظيف: امسح المناطق التي يمكن الوصول إليها. استخدم الهواء المضغوط بعناية لإزالة البُرادة من الجيوب والآليات (تجنب نفخ الحطام في المناطق الحساسة مثل المحامل أو الحساسات).
- ضغط الهواء/التسريبات: افحص مقياس ضغط الهواء الرئيسي للماكينة؛ واستمع إلى التسريبات المسموعة بالقرب من جهاز التحكم في الهواء.
الفحوصات الأسبوعية (المشغل/الصيانة)
- التشحيم: افحص المستويات في أجهزة التشحيم الأوتوماتيكية. قم بتشحيم نقاط التشحيم المحددة من قبل الشركة المصنعة يدويًا (مثل نقاط محور الذراع).
- تنظيف جيب الأدوات التنظيف: تنظيف أكثر شمولاً لجيوب الأدوات الفردية.
- شد السلسلة (إن أمكن): افحص الشد على المخازن من نوع السلسلة.
الشيكات الشهرية (الصيانة)
- فحص المستشعر: اختبر مفاتيح القرب أو المستشعرات المتضمنة في تسلسل تغيير الأداة للتأكد من التشغيل الصحيح.
- تنظيف الفلتر: قم بتنظيف أو استبدال المرشحات في الخطوط الهوائية التي تغذي جهاز التحكم الآلي في الهواء.
- فحص المحاذاة الأساسية: تحقق بصريًا من المحاذاة بين ذراع المبادل، وجيب المخزنة، وعمود الدوران.
الفحوصات السنوية/شبه السنوية (فني مؤهل)
- الفحص التفصيلي: افحص بدقة للتأكد من عدم وجود تآكل في الكامات، والمحامل، والسلاسل، والموجهات، وموانع التسرب.
- التحقق من المحاذاة: استخدم أدوات دقيقة (مقاييس ومؤشرات وربما حتى الليزر) للتحقق من المحاذاة الحرجة. اضبطها حسب الحاجة.
- استبدال المكونات: استبدل موانع التسرب البالية أو الحلقات الدائرية أو الماسحات أو غيرها من العناصر البالية الموصى بها.
- خدمة تشحيم كاملة: قم بتغيير الزيت/الشحم في علب التروس محكمة الغلق أو أنظمة التشحيم المركزية المرتبطة بـ ATC.
شروط خاصة: يتطلب قطع المواد الكاشطة مثل الحديد الزهر تنظيفًا أكثر تواترًا. قد يتطلب التشغيل الثقيل والمستمر المزيد من الفحوصات المتكررة للمحامل ومكونات المحرك. اتباع دليل الشركة المصنعة هو أفضل سياسة.
الخاتمة
مبادل الأدوات الأوتوماتيكي هو السمة المميزة التي تفصل مراكز الماكينات بنظام التحكم الرقمي عن ماكينات التفريز بنظام التحكم الرقمي القياسية. يساعدك فهم سعة المخزنة، وكيفية تغيير الأدوات، والعوامل المؤثرة على السرعة، وضرورة الصيانة على اختيار وتشغيل هذه الماكينات القوية بفعالية.
-
يمكن أن يوفر استكشاف فوائد مراكز الماكينات رؤى حول كفاءتها وتعدد استخداماتها في عمليات التصنيع. ↩
-
يمكن أن يساعدك فهم أنواع مخازن الأدوات في اختيار مركز الماكينات المناسب لاحتياجاتك، مما يعزز الكفاءة والإنتاجية. ↩
-
استكشف فوائد مخازن الأدوات من نوع القبعة للتشغيل الآلي الفعّال، خاصةً للقطع الأبسط والدفعات الأصغر. ↩
-
تعرّف على كيفية تعزيز مجلات الأدوات من النوع القرصي للكفاءة من خلال تغييرات أسرع للأدوات وتنوع أكبر للأدوات للمهام المعقدة. ↩
-
اكتشف مزايا مخازن الأدوات من نوع السلسلة لاحتياجات السعة العالية في مهام التصنيع المعقدة وعمليات الإنتاج الطويلة. ↩
-
سيساعدك استكشاف مواصفات ماكينة VF-2 من Haas على فهم إمكانياتها وكيف تناسب احتياجاتك من الماكينات. ↩
-
يمكن أن تساعدك معرفة فوائد مبادل 30 أداة على تحسين عملية التصنيع الآلي وتقليل وقت الإعداد. ↩
-
يمكن أن يؤدي فهم تأثير تعقيد القِطع على التصنيع الآلي إلى توجيه اختياراتك للمعدات وتحسين الكفاءة. ↩
-
اكتشف الأنواع المختلفة من مراكز التحكم الآلي وكيف تؤثر على سرعة التصنيع الآلي وكفاءته. يمكن لهذه المعرفة أن تعزز أداء ورشتك. ↩
-
يعد منع استيلاء الأداة أمرًا ضروريًا للحفاظ على الإنتاجية. تعلم الاستراتيجيات الفعالة لتجنب هذه المشكلة الشائعة في التصنيع الآلي. ↩

كريس لو
بالاستفادة من أكثر من عشر سنوات من الخبرة العملية في مجال صناعة أدوات الماكينات، خاصةً مع ماكينات بنظام التحكم الرقمي، أنا هنا لمساعدتك. سواءً كانت لديك أسئلة أثارها هذا المنشور، أو كنت بحاجة إلى إرشادات بشأن اختيار المعدات المناسبة (ماكينة بنظام التحكم الرقمي أو تقليدية)، أو كنت تستكشف حلولاً مخصصة للماكينات، أو كنت مستعدًا لمناقشة عملية شراء، فلا تتردد في الاتصال بي. دعنا نعثر على الأداة الآلية المثالية لاحتياجاتك.