

كيف يؤثر اختيار عجلة الطحن على أداء الطحن بدون مركزية؟
هل تحصل على تشطيبات غير متناسقة، أو إزالة بطيئة للمواد، أو حرق عجلات باهظة الثمن على طاحونتك غير المركزية؟ يؤدي اختيار عجلة الطحن الخاطئة إلى إهدار الوقت والمواد والمال، مما يحول العملية الدقيقة إلى عنق زجاجة محبط.
يعد اختيار عجلة الطحن أمرًا بالغ الأهمية؛ حيث إن عوامل مثل نوع المادة الكاشطة (على سبيل المثال، المواد الكاشطة التقليدية مقابل المواد الكاشطة الفائقة مثل CBN/الماس)، وحجم الحبيبات والرابطة والصلابة تحدد بشكل مباشر معدل إزالة المواد، والتشطيب السطحي، وعمر العجلة، ومدى ملاءمتها لمواد معينة من الشُّغْلَة.

يعد اختيار خصائص العجلة المناسبة أمرًا أساسيًا للحصول على أفضل أداء. على سبيل المثال، توفر العجلات فائقة الصلابة، على سبيل المثال، عمرًا أطول وتحافظ على الحدة على المعادن الصلبة ولكنها تأتي بتكلفة أعلى. ولكن حتى أفضل العجلات تحتاج إلى الإعداد الصحيح للماكينة للتألق. تتطلب العديد من المعلمات اهتمامًا دقيقًا قبل البدء في الطحن.
ما هي المعلمات الرئيسية التي يجب مراعاتها عند إعداد عملية طحن بدون مركز؟
هل تعاني من مشكلة الرفرفة أو عدم الاستدارة أو الأحجام غير المتناسقة الصادرة من طاحونة غير مركزية؟ إن ملاحقة متغيرات الإعداد تكلف وقتًا ثمينًا وتؤدي إلى خردة. إن تثبيت المعلمات الأولية هو الأساس لأي عملية طحن ناجحة.
تتضمن معلمات الإعداد الرئيسية اختيار الطحن المناسب و تنظيم العجلات، وضبط زاوية وارتفاع شفرة مسند الشُّغْلَة بشكل صحيح، واختيار السرعات المثلى للعجلات، وإدارة سائل التبريد بفعالية، والاختيار بين طرق التغذية من خلال التغذية أو التغذية الداخلية بناءً على القِطع.

في شركة J&M Machine Tools، نعلم أن التغاضي عن هذه الأساسيات هو المكان الذي تبدأ منه العديد من المشكلات. يعزز بحثك قائمة مراجعة شاملة:
- عجلات الطحن والتنظيم: حدد نوع الكشط المناسب (مثل أكسيد الألومنيوم أو كربيد السيليكون أو المواد الكاشطة الفائقة مثل CBN/الماس للمواد الصلبة)، وحجم الحبيبات (الخشنة للتخشين، والأدق للتشطيب)، ونوع الرابطة (مثل المزجج والراتنجويد)، والصلابة من أجل كلاهما العجلات بناءً على مادة الشغلة ومتطلبات التشطيب. تتحكم عجلة التنظيم في دوران الشُّغْلَة والتغذية.
- شفرة استراحة العمل: حاسم للدعم. مادته وارتفاعه وخاصةً الزاوية (المزيد عن هذا بعد ذلك) يجب ضبطها بشكل صحيح.
- سرعات العجلات: تحتاج عجلة الطحن إلى سرعة سطح كافية للقطع، بينما تتحكم عجلة التنظيم في سرعة دوران قطعة العمل. يجب أن تكون هذه متوازنة.
- ارتفاع العمل: يؤثر ارتفاع الخط المركزي لقطعة العمل بالنسبة للخطوط المركزية للعجلة على الثبات والاستدارة. يمكن أن يتسبب الارتفاع غير الصحيح في حدوث رفرفة أو فصوص.
- سائل التبريد1: النوع المناسب ومعدل التدفق والضغط المناسبين غير قابلين للتفاوض من أجل التبريد، وتنظيف النتوءات والتشحيم. يؤدي عدم كفاية سائل التبريد إلى تلف حراري وتشطيب رديء.
- طريقة الطحن2: اختر التغذية من خلال للأسطوانات البسيطة أو التغذية (غطس) للقِطع ذات الرؤوس أو المستدقة أو متعددة الأقطار.
- محاذاة الماكينة وتضميدها: تأكد من محاذاة موجهات الماكينة، وأن عجلات الطحن والتنظيم مجهزة بشكل صحيح (تم ضبطها) للحصول على الشكل الصحيح والحدة الصحيحة. يمكن أن تساعد أدوات التحكم CNC الحديثة في الحفاظ على الدقة.
- خبرة المشغل3: على الرغم من أن الآلات الحديثة تساعد، إلا أن قدرة المشغل المتمرس على ضبط هذه المعلمات لا تقدر بثمن.
ما وظيفة شفرة مسند الشغل وكيف تؤثر زاويتها على جودة الطحن بدون مركزية؟
هل الأجزاء المطحونة لديك غير مستديرة أو مدببة أو تظهر عليها علامات رفرفة على الرغم من العجلات والإعداد الجيد؟ لا تتغاضى عن شفرة مسند العمل - فحالتها وزاويتها تؤثر بشكل حاسم على نتائج الطحن.
تدعم شفرة مسند الشُّغْلَة الشُّغْلَة الشُّغْلَة بين عجلات الطحن وعجلات التنظيم، مما يضمن ثباتها. وتؤثر زاويتها بشكل كبير على ثبات الشُّغْلَة واستدارتها وصقل سطحها من خلال التحكم في الضغط على العجلة المنظمة.
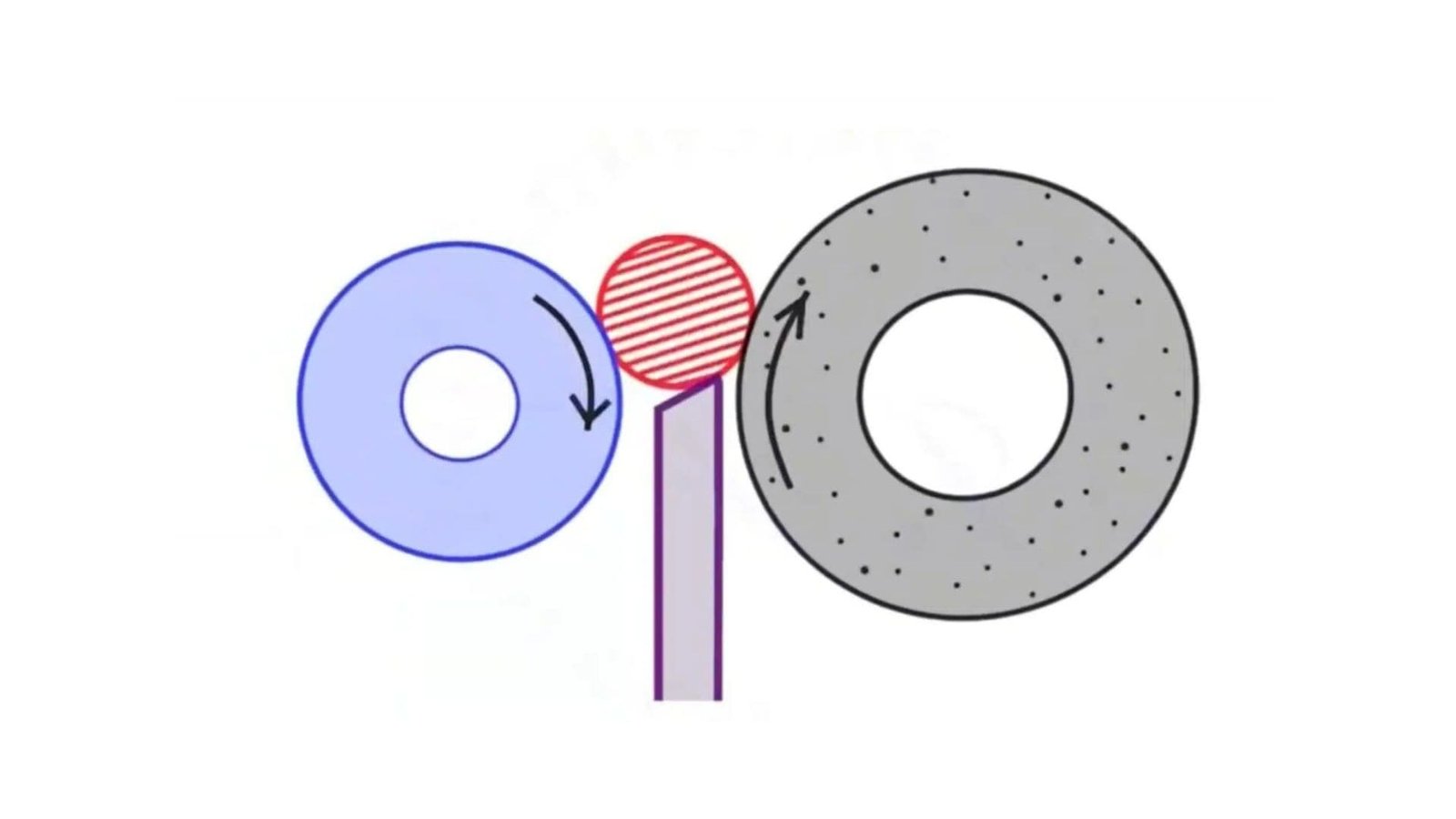
فكّر في شفرة مسند العمل كنقطة التلامس الثالثة الحرجة. تؤكد رؤيتك على أهميتها التي تتجاوز مجرد حمل الجزء لأعلى. فوظيفتها الأساسية هي دعم مستقر4. إن زاوية السطح العلوي للشفرة5 دورًا رئيسيًا:
- زاوية أكثر انحداراً (30 درجة مثلاً): غالبًا ما يوصى بها للعجلات الأضيق (مثل 4 بوصة / 101.6 مم) أو قطع الشُّغْلَة ذات القطر الأصغر. يؤدي ذلك إلى زيادة الضغط الذي يدفع قطعة الشُّغْلَة على عجلة التنظيم، مما يوفر تحكمًا أفضل في سرعة الدوران وربما يحسن من تأثير التقريب. ومع ذلك، يمكن أن تؤدي الزاوية شديدة الانحدار أو الضغط المفرط إلى حدوث اهتزازات ورفرفة.
- زاوية مسطحة (على سبيل المثال، 20 درجة - 25 درجة): تُستخدم عادةً للعجلات الأعرض (مثل 6 بوصة / 152.4 مم أو 8 بوصة / 203.2 مم) أو قطع العمل الأكبر حجمًا. هذا يقلل من مكون الضغط الهابط، مما يساعد على تقليل الاهتزاز والثرثرة6مما يؤدي إلى ثبات أفضل وإمكانية تحسين الاستدارة والتشطيب السطحي للأجزاء الأكبر حجمًا.
تعتمد الزاوية المثلى على عرض العجلة وقطر قطعة العمل والمادة. تؤدي الزاوية غير الصحيحة أو الشفرة البالية/التالفة مباشرةً إلى أخطاء هندسية (ضعف الاستدارة والأسطوانية) وعيوب في تشطيب السطح. يعد الفحص المنتظم والضبط الدقيق أمرًا حيويًا.
ما هي الاختلافات بين الطحن بدون مركز تغذية والطحن بدون مركز تغذية؟
هل أنت غير متأكد ما إذا كان الطحن بالتغذية الداخلية أو من خلال التغذية مناسبًا لقطعك؟ يؤدي استخدام الطريقة الخاطئة إلى عدم الكفاءة أو الجودة الرديئة أو يجعل المهمة مستحيلة. إن فهم الفرق هو مفتاح اختيار العملية.
الطحن بالتغذية الداخلية (أو الغطس) هو للأجزاء ذات الأكتاف أو الأشكال المستدقة أو الأشكال المعقدة، حيث يتم وضع الجزء، وطحنه بواسطة عجلة التغذية فيومن ثم إزالتها. الطحن من خلال التغذية من خلال تغذية الأجزاء الأسطوانية المستقيمة بشكل مستمر من خلال العجلات

هاتان الطريقتان تخدمان أغراضاً مختلفة، كما يوضح بحثك بالتفصيل:
- طحن بدون مركزية (غاطس) التغذية (غاطس)7:
- العملية: يتم وضع الشُّغْلَة على شفرة مسند الشُّغْلَة مقابل عجلة التنظيم. ثم تتحرك عجلة الطحن في (غطسات) لطحن السمة (السمات) المطلوبة. لا توجد تغذية محورية أثناء الطحن. غالبًا ما تقوم نقاط التوقف النهائية بوضع الشُّغْلَة محوريًا.
- نوع قطعة العمل: مثالي للأجزاء التي ليست أسطوانات بسيطة - فكر في البراغي ذات الرؤوس (طحن الساق)، أو الأجزاء ذات الأقطار المتعددة المطحونة في وقت واحد بواسطة عجلة مُشكَّلة، أو الأجزاء المدببة، أو الأشكال الهندسية المعقدة الأخرى (مثل أشكال الساعة الرملية).
- الخصائص: توفر الدقة لهذه الأشكال المعقدة. يمكن أن يكون زمن الدورة لكل قطعة سريعاً بالنسبة للميزات المشكلة.
- الطحن بدون مركزية التغذية من خلال التغذية من المركز8:
- العملية: يتم تلقيم قطع العمل الأسطوانية المستقيمة محورياً بين عجلات الطحن والتنظيم. تكون عجلة التنظيم مائلة قليلاً، مما يوفر القوة اللازمة لسحب قطعة العمل عبر منطقة الطحن باستمرار.
- نوع قطعة العمل: الأنسب للأجزاء الأسطوانية البسيطة والمستقيمة مثل المسامير أو القضبان أو الأعمدة أو البكرات حيث يحتاج الطول الكامل إلى الطحن.
- الخصائص: عالية الكفاءة لإنتاج كميات كبيرة من القِطع الأسطوانية. لا تتطلب آليات تغذية معقدة تتجاوز الموجهات. توفر بشكل عام تحكمًا ممتازًا في الحجم والاستدارة على طول الطول.
| الميزة | الطحن بالتغذية (الغطس) | الطحن من خلال التغذية من خلال الطحن |
|---|---|---|
| نوع قطعة العمل | معقّد، برأس، مدبّب، مدبّب، مشكّل | أسطوانات مستقيمة بسيطة، وقضبان، ودبابيس |
| حركة قطعة العمل | مثبتة بشكل محوري، تغوص العجلة في | تغذية مستمرة من خلال عجلات |
| الاستخدام الأساسي | طحن الميزات/الأشكال المحددة | طحن كامل الطول بشكل موحد |
| الكفاءة | جيد للأجزاء المشكلة في الدورة الواحدة | حجم كبير للأجزاء الأسطوانية |
| التعقيد | يمكن التعامل مع الهندسة المعقدة | الأفضل للهندسة البسيطة |
يعتمد الاختيار الصحيح كليًا على شكل الجزء واحتياجات حجم الإنتاج.
ما هي إجراءات الصيانة الأساسية لضمان طول عمر المطحنة غير المركزية ودقتها؟
هل بدأت طاحونتك غير المركزية الموثوق بها سابقًا في الانحراف عن التفاوتات المسموح بها أو تعاني من تعطل غير متوقع؟ يعد تخطي الصيانة الروتينية مسارًا سريعًا لإصلاحات مكلفة وتأخيرات في الإنتاج وقطع غير دقيقة. العناية المستمرة أمر بالغ الأهمية.
تتضمن الصيانة الأساسية الفحوصات اليومية، والتشحيم المنتظم، وصيانة النظام الهيدروليكي، ومراقبة عمود الدوران، والعناية بأدوات التدوير/التعديل، والفحوصات الكهربائية/الميكانيكية، وعمليات الفحص الميكانيكية والكهربائية، والاستبدال المخطط للمكونات لضمان الدقة على المدى الطويل ومنع الأعطال.
تتطلب المطحنة غير المركزية اهتمامًا متسقًا ومفصلاً للحفاظ على دقتها. واستنادًا إلى بحثك الشامل، يجب أن يتضمن جدول الصيانة القوي ما يلي:
- المهام اليومية:
- تحقق من وجود أي تلف واضح أو مكونات في غير محلها.
- نظف منطقة العمل المباشرة لمنع دخول الحطام.
- افحص مستويات سائل التبريد وحالته.
- شيكات منتظمة (أسبوعية/شهرية):
- التشحيم: التحقق من أن أنظمة التشحيم الأوتوماتيكية تعمل، وفحص مستويات الزيت (عمود الدوران، والمكونات الهيدروليكية، وعلبة التروس)، وفحص كتل وخطوط التشحيم بحثًا عن أي تسربات أو انسدادات. قم بتشحيم نقاط التشحيم يدويًا كما هو مطلوب من قبل الشركة المصنعة.
- النظام الهيدروليكي: افحص مستوى الزيت الهيدروليكي ودرجة الحرارة والمرشحات. افحص الخراطيم بحثًا عن وجود تآكل أو تشقق أو تسربات. استمع لضوضاء المضخة غير المعتادة.
- المغازل (الطحن والتنظيم): راقب درجات حرارة المحمل واستمع للضوضاء/الاهتزاز. افحص خلوص محمل عمود الدوران إن أمكن. افحص مانعات التسرب بحثًا عن وجود تسربات. تأكد من تدفق/ضغط الزيت المناسب إن أمكن.
- وحدات التصحيح/التصحيح/التضميد: افحص المسارات وأغطية المسارات بحثًا عن وجود تلف/حطام. ضبط الأذرع لضمان حركة انزلاق مناسبة. افحص آليات منع الانزلاق. تأكد من تحرك المضمدات بسلاسة وأن الماس حاد.
- المكونات الميكانيكية: افحص العجلات اليدوية والمقابض والبراغي الرصاصية والصواميل للتأكد من سلاسة التشغيل والتآكل الزائد. افحص المحامل للتأكد من عدم وجود خشونة أو تلاعب.
- كهربائية: تنظيف مراوح المحرك ومرشحات الخزانة الكهربائية. افحص التوصيلات للتأكد من إحكامها (فصل الطاقة!).
- المهام السنوية/الدورية:
- قم بإجراء تنظيف كامل لنظام التشحيم وإعادة تعبئته إذا كان ذلك موصى به.
- استبدل المرشحات (الهيدروليكية، سائل التبريد، الهواء).
- ضع في اعتبارك استبدال العناصر البالية المعروفة بشكل استباقي بناءً على الاستخدام وتوصيات الشركة المصنعة.
- إجراء فحص كامل لهندسة الماكينة ومعايرتها.
- المراقبة المستمرة: انتبه دائمًا إلى الاهتزازات المتزايدة أو الضوضاء غير المعتادة أو انخفاض تشطيب السطح أو صعوبة الاحتفاظ بالحجم - فغالبًا ما تشير هذه الأمور إلى وجود مشاكل متطورة تحتاج إلى عناية فورية.
هذا النهج الدؤوب، الذي يجمع بين الوعي اليومي والفحوصات العميقة المجدولة، هو المفتاح للحفاظ على عمل طاحونتك غير المركزية بدقة وموثوقية لسنوات.
الخاتمة
يتطلب إتقان الطحن بدون مركزية اختيارًا دقيقًا للعجلة، وإعدادًا دقيقًا للمعلمات الرئيسية، واهتمامًا دقيقًا بشفرة مسند الشُّغْلة، واختيار طريقة الطحن الصحيحة (التغذية الداخلية/التغذية من خلال التغذية)، وتنفيذ خطة صيانة صارمة لتحقيق الدقة المستمرة.
-
يمكن أن يساعدك استكشاف دور سائل التبريد في منع التلف الحراري وتحقيق تشطيب أفضل في عمليات الطحن الخاصة بك. ↩
-
Understanding various grinding methods like thrufeed and infeed can enhance your machining efficiency and precision. ↩
-
يمكن أن يساعدك التعرف على تأثير خبرة المشغل في تقدير قيمة العمالة الماهرة في تحقيق نتائج التصنيع الآلي المثلى. ↩
-
يُعد فهم الدعم المستقر أمرًا بالغ الأهمية لتحقيق الدقة في التصنيع الآلي، مما يضمن جودة وكفاءة أفضل في الإنتاج. ↩
-
يمكن أن يوفر استكشاف هذا الموضوع رؤى حول تحسين تقنيات التصنيع الآلي للحصول على نتائج أفضل وتقليل الأخطاء. ↩
-
يمكن أن يساعد التعرف على الاهتزازات والرفرفة في تحسين استقرار الماكينات وتشطيب السطح، مما يعزز جودة المنتج بشكل عام. ↩
-
استكشف هذا الرابط لفهم التطبيقات والفوائد الفريدة من نوعها للطحن بدون مركز تغذية للأشكال الهندسية المعقدة. ↩
-
اكتشف كفاءة ومزايا الطحن بدون مركز تغذية من خلال التغذية من خلال التغذية المركزية لإنتاج كميات كبيرة من القِطع الأسطوانية. ↩

كريس لو
بالاستفادة من أكثر من عشر سنوات من الخبرة العملية في مجال صناعة أدوات الماكينات، خاصةً مع ماكينات بنظام التحكم الرقمي، أنا هنا لمساعدتك. سواءً كانت لديك أسئلة أثارها هذا المنشور، أو كنت بحاجة إلى إرشادات بشأن اختيار المعدات المناسبة (ماكينة بنظام التحكم الرقمي أو تقليدية)، أو كنت تستكشف حلولاً مخصصة للماكينات، أو كنت مستعدًا لمناقشة عملية شراء، فلا تتردد في الاتصال بي. دعنا نعثر على الأداة الآلية المثالية لاحتياجاتك.