

Kann ein Aluminiumprofil-Bearbeitungszentrum auch Stahl bearbeiten?
Sie haben eine Maschine, die für Aluminium ausgelegt ist, aber ein Kunde bittet Sie, ein Stahlteil zu schneiden. Sie befürchten, dass das härtere Material Ihre Maschine beschädigen oder schlechte Ergebnisse liefern könnte.
Ja, ein Aluminiumprofil-Bearbeitungszentrum kann Stähle wie Gesenkstahl und #45-Stahl bearbeiten. Es gibt keinen grundlegenden Unterschied im Fräsprozess. Der Erfolg liegt in der Anpassung Ihrer Schnittparameter und dem Wechsel Ihrer Werkzeuge. Sie müssen der Standzeit und der Steifigkeit des Werkzeugs Vorrang vor der Geschwindigkeit einräumen.
Ich habe erlebt, dass viele Werkstätten Aufträge aus Stahl abgelehnt haben, weil sie dachten, ihre Maschinen seien "nur für Aluminium" geeignet. Das ist ein Irrtum. Mit mehr als 12 Jahren Erfahrung in der Werkzeugmaschinenindustrie weiß ich, dass die Maschine sehr leistungsfähig ist, wenn man sie richtig behandelt. Man muss nur die Art und Weise ändern, wie man über den Schnitt denkt.
Wie unterscheiden sich Vorschubgeschwindigkeit und Spindeldrehzahl beim Wechsel zwischen Aluminium und Stahl?
Wenn Sie versuchen, Stahl mit der gleichen Geschwindigkeit zu bearbeiten wie Aluminium, verbrennen Sie Ihr Werkzeug innerhalb von Sekunden. Die Physik der Materialien ist völlig unterschiedlich.
Bei der Aluminiumbearbeitung liegt der Schwerpunkt auf hoher Effizienz, wobei hohe Spindeldrehzahlen (oft 3-4 mal schneller als bei Stahl) verwendet werden, um den Materialabtrag zu maximieren. Die Stahlbearbeitung wird durch die Steifigkeit und die Werkzeugbelastung begrenzt. Sie müssen die Parameter konservativ einstellen und sowohl die Geschwindigkeit als auch den Vorschub verringern, um übermäßige Hitze zu vermeiden und die Maschine zu schützen.
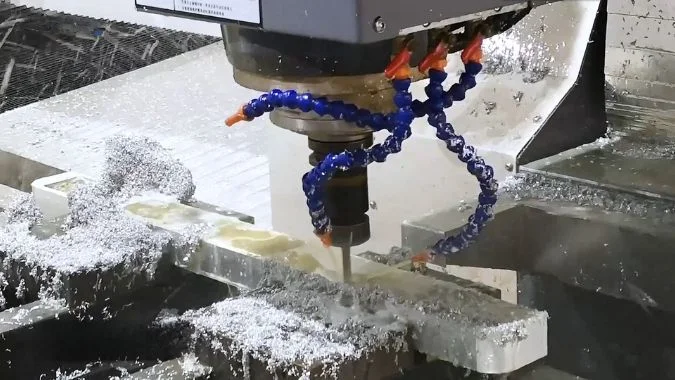
Wenn wir Maschine Aluminium1Das Ziel ist Geschwindigkeit und Effizienz. Aluminium ist weich und leitet die Wärme gut ab. Es will am Werkzeug haften. Deshalb drehen wir die Spindel schnell - oft im Bereich von Tausenden von Umdrehungen pro Minute - und führen sie schnell zu. Wir wollen das Material so schnell herausreißen, wie es die Maschine zulässt. Die Späne fliegen überall hin, und die Hitze geht mit den Spänen weg.
Stahl ist anders. Er ist härter und erzeugt wesentlich mehr Widerstand. Wenn Sie Stahl mit hohen Geschwindigkeiten bearbeiten, erzeugen Sie zu viel Reibung. Dadurch entsteht eine enorme Hitze, die das Material nicht schnell abbauen kann. Da ein Aluminiumprofil-Bearbeitungszentrum nicht so schwer ist wie ein spezielles Bearbeitungszentrum, hat es nicht die gleiche Steifigkeit. Hohe Lasten bringen es zum Schwingen.
Wenn ich also zu Stahl wechsle, muss ich alles langsamer machen. Ich reduziere die Spindeldrehzahl deutlich im Vergleich zu Aluminium. Das hält die Hitze niedrig. Außerdem senke ich die Vorschubgeschwindigkeit. Dadurch verringert sich die "Spanlast" bzw. die Materialmenge, die der Zahn pro Umdrehung schneidet. Dieser konservative Ansatz schützt die Maschine. Es verhindert, dass die Spindel ins Stocken gerät und dass sich der Rahmen durchbiegt. Sie tauschen Zeit gegen Leistung. Es dauert länger, bis Schneiden des Stahlteils2aber das Teil kommt richtig heraus.
| Material | Ziel | Drehzahl (RPM) | Vorschubgeschwindigkeit | Begrenzender Faktor |
|---|---|---|---|---|
| Aluminium | Hoher Wirkungsgrad | Hoch | Hoch | Chip-Evakuierung |
| Stahl | Werkzeug Survival | Niedrig | Niedrig | Steifigkeit der Maschine |
Welche Anpassungen der Werkzeuge sind erforderlich, wenn Sie Stahl auf einem Aluminiumzentrum bearbeiten?
Die Verwendung eines Aluminiumfräsers für Stahl ist wie der Versuch, ein Steak mit einem Plastiklöffel zu schneiden. Die Geometrie ist falsch, und er wird irgendwann brechen.
Aluminiumwerkzeuge verwenden große Spanwinkel und große Spannuten (1 oder 3), um ein Verkleben zu verhindern. Stahlwerkzeuge benötigen kleinere Spanwinkel für die Festigkeit und mehrschneidige Ausführungen (4 oder mehr), um den hohen Schnittkräften standzuhalten. Sie benötigen beschichtete Werkzeuge, die hoher Hitze und Abrieb standhalten.
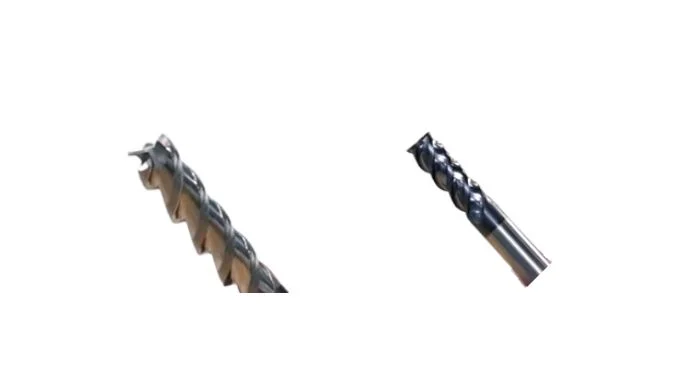
Das Werkzeug macht die Arbeit. Man muss das richtige auswählen. Wir prüfen vor einem Auftrag immer den Werkzeugkasten. Für Aluminium verwenden wir Werkzeuge, die "scharf" und "offen" aussehen. Sie haben normalerweise eine oder drei Spannuten. Die "Täler" (Spannuten) zwischen den Schneiden sind tief und breit. Der Grund dafür ist, dass Aluminiumspäne groß und klebrig sind. Sie brauchen Platz, um zu entkommen. Wenn sie stecken bleiben, verschweißen sie mit dem Werkzeug.
Für Stahl brauchen wir ein Werkzeug, das "stark3." Wir wechseln zu Werkzeugen mit vier, fünf oder sechs Flöten. Und warum? Weil Stahl eine hohe Belastung für die Schneide darstellt. Ein Werkzeug mit großen Schneiden hat einen dünnen Kern. Er ist schwach. Es wird unter dem Druck des Stahls brechen. Ein Werkzeug mit vielen Schneiden hat einen dicken Kern. Es ist steif.
Achten Sie auch auf die Beschichtung. Aluminiumwerkzeuge sind oft unbeschichtet oder poliert. Stahlwerkzeuge brauchen Beschichtungen wie TiAlN (Titan-Aluminium-Nitrid)4. Diese Beschichtungen wirken wie ein Hitzeschild. Sie ermöglichen es dem Werkzeug, die hohen Temperaturen zu überstehen, die beim Schneiden von Hartmetall entstehen. Wir ändern auch den Winkel. Wir verwenden einen kleineren Spanwinkel. Dadurch wird die Schneide weniger scharf, aber viel stärker. Sie drückt den Stahl, anstatt ihn wie eine Rasierklinge zu schneiden.
Warum ist bei der Stahlbearbeitung oft eine Flutkühlung erforderlich, bei Aluminiumprofilen jedoch nicht immer?
Sie könnten Aluminium trocken schneiden und die Späne später einfach auffegen. Wenn Sie das mit Stahl versuchen, werden Sie das Teil und das Werkzeug ruinieren.
Aluminium leitet die Wärme schnell ab, so dass Luftblasen oft ausreicht, um die Späne zu entfernen. Stahl hat eine geringe Wärmeleitfähigkeit, was bedeutet, dass sich die Wärme im Schnitt staut. Sie müssen Flutkühlmittel verwenden, um das Werkzeug zu schmieren, die Reibung zu verringern und eine thermische Verformung des Werkstücks zu verhindern.

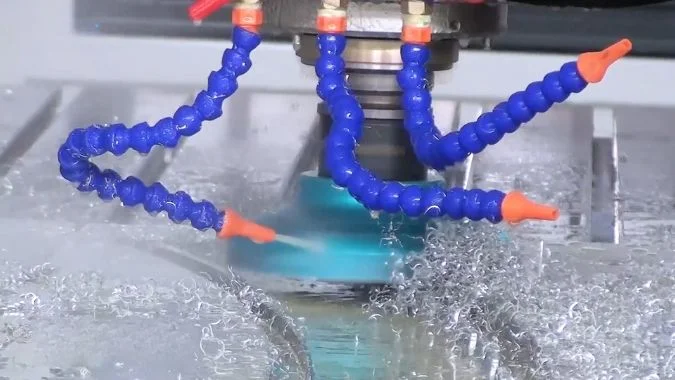
Hitze ist der Feind der Präzision. Wenn ich Aluminium bearbeite, mache ich mir vor allem Sorgen um Späne. Ich verwende einen Luftstrom oder Nebel. Die Luft bläst die Späne aus dem Loch. Da Aluminium Wärme so gut leitet, verschwindet die Hitze mit dem Span. Das Werkstück bleibt normalerweise kühl genug.
Stahl speichert Wärme. Seine Wärmeleitfähigkeit ist gering. Wenn Sie Stahl fräsen, ist die Reibung hoch. Das Werkzeug wird heiß. Das Werkstück wird heiß. Wenn das Werkstück heiß wird, dehnt es sich aus. Sie könnten das Teil auf die perfekte Größe zuschneiden, aber wenn es abkühlt, schrumpft es. Jetzt sind Ihre Maße falsch. Das ist "thermische Verformung5."
Um dies zu verhindern, verwenden wir Kühlmittel fluten6. Wir verwenden eine Menge Kühlmittel. Das bewirkt zwei Dinge:
- Kühlung: Dadurch bleibt die Temperatur stabil. Das Teil behält die gleiche Größe. Das Werkzeug wird nicht durch Überhitzung erweicht.
- Schmierung: Es macht die Oberfläche gleitfähig. Dadurch wird die Reibung zwischen dem Werkzeug und dem Stahl verringert. Geringere Reibung bedeutet, dass weniger Kraft zum Schneiden erforderlich ist. Da ein Aluminiumprofilzentrum nicht so steif ist wie ein Bearbeitungszentrum, trägt alles, was die Schnittkraft verringert, dazu bei, dass die Maschine gleichmäßig und ohne Rütteln schneidet.
Welche Änderungen sind aufgrund der Steifigkeitsbeschränkungen von Aluminiumprofil-Bearbeitungszentren erforderlich?
Ihre Maschine ist für Geschwindigkeit, nicht für rohe Gewalt gebaut. Wenn Sie sie zu hart gegen Stahl drücken, wird sie sich durch Vibrationen beschweren.
Die Steifigkeit der Maschine ist relativ; Sie können härtere Materialien bearbeiten, wenn Sie Ihre Vorgehensweise ändern. Aluminiumspitzen sind leichter. Um Stahl zu bearbeiten, müssen Sie die Vibrationen minimieren, indem Sie leichtere Schnitte durchführen (geringere Schnitttiefe) und die Anzahl der Durchgänge erhöhen. Dadurch wird die Belastung des Maschinenrahmens verringert.
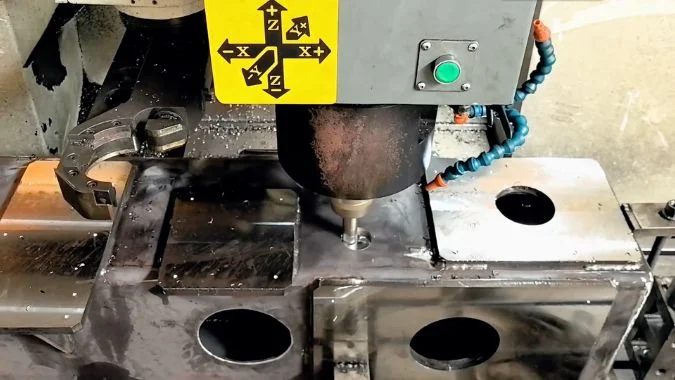
Die Steifigkeit ist nur ein Maß dafür, wie stark sich die Maschine unter Belastung biegt. Ein Schwerlast-Bearbeitungszentrum ist wie ein Panzer. Es lässt sich nicht verbiegen. Ein Aluminiumprofilzentrum ist leichter. Es ist für schnelle Bewegungen ausgelegt. Beim Schneiden von Stahl erzeugt der Widerstand eine "Rückstoßkraft". Wenn diese Kraft zu groß ist, biegt sich die Maschinenstruktur leicht durch. Dies führt zu "Ratterern" oder Durchbiegung. Sie hören ein lautes Geräusch, und die Oberfläche des Stahls sieht aus wie eine Schallplattenspielerscheibe.
Heißt das, dass man keinen Stahl schneiden kann? Nein. Es bedeutet, dass Sie die Kraft verringern müssen. Wir tun dies, indem wir die "Schnitttiefe7" (Ap) und "Breite des Schnitts8" (Ae). Anstatt zu versuchen, in einem Durchgang 5 mm tief zu schneiden, schneide ich 1 mm tief. Ich mache fünf Durchgänge statt einem.
Dadurch wird die Belastung der Spindel und des Rahmens verringert. Die Kraft wird so gering, dass die Maschine wieder starr wirkt. Es braucht mehr Zeit. Bei der Geschwindigkeit können Sie nicht mit einem schweren Bearbeitungszentrum konkurrieren. Aber man kann bei der Qualität mithalten. Wenn ich die Grenzen der Maschine respektiere und leichtere Bisse nehme, kann ich Stahlteile herstellen, die genauso präzise sind wie die einer schwereren Maschine.
Schlussfolgerung
Ein Aluminium-Profilbearbeitungszentrum kann Stahl bearbeiten, wenn Sie sich darauf einstellen. Sie müssen stärkere mehrschneidige Werkzeuge, Flutkühlmittel und konservative Parameter verwenden, um die Steifigkeitsgrenzen der Maschine zu respektieren.
-
Unter diesem Link finden Sie effektive Techniken und Tipps zur effizienten Bearbeitung von Aluminium. ↩
-
Entdecken Sie die Ratschläge von Experten zum Schneiden von Stahlteilen, um Präzision und Qualität bei Ihren Bearbeitungsprojekten zu gewährleisten. ↩
-
Wenn Sie die Bedeutung der Festigkeit von Zerspanungswerkzeugen verstehen, können Sie Ihre Bearbeitungseffizienz und die Langlebigkeit der Werkzeuge verbessern. ↩
-
Die Untersuchung von TiAlN-Beschichtungen kann Einblicke in die Verbesserung der Leistung und Haltbarkeit von Werkzeugen bei Hochtemperaturanwendungen geben. ↩
-
Das Verständnis der thermischen Verformung ist für die Präzisionsbearbeitung von entscheidender Bedeutung, da sie die endgültigen Abmessungen Ihres Werkstücks beeinflusst. ↩
-
Die Erforschung von Flutkühlmitteln kann Ihren Bearbeitungsprozess verbessern, indem sie die Temperatur aufrechterhalten und die Reibung reduzieren, was zu besseren Ergebnissen führt. ↩
-
Das Verständnis der Schnitttiefe ist entscheidend für die Optimierung von Bearbeitungsprozessen und die Erzielung hochwertiger Ergebnisse. ↩
-
Die Erforschung der Schnittbreite kann Ihnen helfen, die Bearbeitungseffizienz zu steigern und die Qualität Ihrer Endprodukte zu verbessern. ↩

Chris Lu
Mit mehr als einem Jahrzehnt praktischer Erfahrung in der Werkzeugmaschinenindustrie, insbesondere mit CNC-Maschinen, stehe ich Ihnen gerne zur Verfügung. Ganz gleich, ob Sie Fragen haben, die durch diesen Beitrag ausgelöst wurden, ob Sie Beratung bei der Auswahl der richtigen Ausrüstung (CNC oder konventionell) benötigen, ob Sie kundenspezifische Maschinenlösungen erforschen oder ob Sie bereit sind, einen Kauf zu besprechen, zögern Sie nicht, mich zu kontaktieren. Lassen Sie uns gemeinsam die perfekte Werkzeugmaschine für Ihre Bedürfnisse finden.