
Warum sind fast alle CNC-Wirbelmaschinen kundenspezifisch?
Sie möchten in Sekundenschnelle hochpräzise Gewinde herstellen, aber Ihre Standardmaschine produziert immer wieder Ausschuss. Sie haben stundenlang an den Einstellungen gefeilt, aber das Gewindeprofil stimmt immer noch nicht.
CNC-Wirbelmaschinen sind fast immer kundenspezifisch, da das Verfahren auf einem "One-pass"-Formgebungsverfahren beruht, bei dem die Werkzeuggeometrie perfekt an das Werkstück angepasst werden muss. Anders als beim Standarddrehen gibt es keinen Spielraum für Fehler. Die kundenspezifische Anpassung stellt sicher, dass der Fräserwinkel, die Wendeplattenform und die Kühlmittelsysteme genau auf das Gewindeprofil und die Materialeigenschaften abgestimmt sind.

Viele Ladenbesitzer versuchen, ein "Einheitsgerät" zu verwenden. Das Ergebnis sind Vibrationsmarken und gebrochene Einsätze. Um die Geschwindigkeit und Qualität zu erreichen, die diese Technologie verspricht, muss man die Maschine auf das Teil abstimmen.
Warum sind für komplexe Geometrien maßgeschneiderte CNC-Wirbelmaschinen erforderlich?
Man kann keinen eckigen Pflock in ein rundes Loch zwingen, aber viele Werkstätten versuchen, komplexe Schraubenprofile mit allgemeinen Einsätzen zu schneiden. Dies führt zu sofortigem Versagen.
Komplexe Geometrien, wie z. B. mehrgängige Gewinde und asymmetrische Schnecken, erfordern eine kundenspezifische Anpassung, da Standardmaschinen nicht flexibel genug für gleichzeitige Mehrachsenbewegungen sind. Eine kundenspezifische Einrichtung passt den Schrägungswinkel des Messerkopfes an und kann verlängerte Spindeln oder spezielle Werkzeughalter verwenden, um Kollisionen zu vermeiden und sicherzustellen, dass die Wendeschneidplatte dem Querschnittsprofil perfekt entspricht.

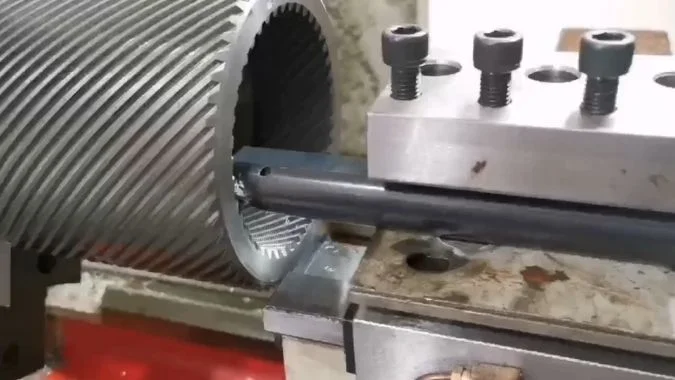
Der Kern der CNC-Wirbeln1 ist nicht nur das Drehen eines Fräsers, sondern die präzise Koordination der Bewegung. Der Messerkopf dreht sich mit hoher Geschwindigkeit, während sich das Werkstück langsam bewegt. Dadurch entsteht ein "generativer" Schneidvorgang. Da das Wirbeln das Gewinde in einem einzigen Durchgang fertigstellt, wirkt das Werkzeug wie eine Negativform des fertigen Teils.
Wenn Sie eine Standardschraube herstellen, reicht vielleicht ein Standardwerkzeug aus. Wir sehen Anforderungen für mehrgängige Schnecken, Freiformflächen und komplexe medizinische Knochenschrauben.
Standardmaschinen kommen mit diesen unregelmäßigen Formen oft nicht zurecht. Ihnen fehlt der nötige Freiraum oder die Möglichkeit, die Werkzeugausrichtung über mehrere Achsen zu steuern.
Wenn die Werkzeuggeometrie nicht genau mit dem Werkstück übereinstimmt, passieren zwei Dinge:
- Kollision und Interferenz: Standardhalter können beim Schneiden von steilen Winkeln oder tiefen Gewinden gegen das Werkstück stoßen.
- Profil-Fehler: Die Gewindewände sind nicht gerade, weil der "Schwung" des Fräsers nicht mit der Steigung übereinstimmt.
Maßgeschneiderte Werkzeuge lösen dieses Problem. Wir passen den Schrägungswinkel des Schneidrings an die Steigung der Schraube an. Wir können sogar spezielle Werkzeughalter entwickeln oder die Spindelkonstruktion ändern, um enge Krümmungen zu bewältigen. So wird sichergestellt, dass die Wendeschneidplatte sauber in den Schnitt ein- und austritt. Ohne diese Anpassung reibt das Werkzeug an der Seite des Gewindes und ruiniert die Oberflächengüte.
Wie begrenzt die Standardisierung des CNC-Wirbelns Präzision und Toleranz?
Der Kauf von Standardwerkzeugen klingt billiger, ist aber auf lange Sicht teurer. Standardwerkzeuge zwingen Sie dazu, "gut genug" Toleranzen zu akzeptieren.
Die Standardisierung schränkt die Präzision ein, da allgemeine Werkzeuge oft breitere Toleranzen (etwa ±0,127 mm) aufweisen, um verschiedenen Aufgaben gerecht zu werden, während beim Wirbeln ±0,025 mm oder mehr erforderlich sind. Die kundenspezifische Anpassung berücksichtigt spezifische Variablen wie Materialausdehnung und Vibrationen und verhindert Unstimmigkeiten bei der Oberflächengüte, die bei der Verwendung fester Parameter für spezielle Aufgaben auftreten.

Wenn Sie eine standardisierte Wirbelvorrichtung verwenden, gehen Sie Kompromisse ein. Man hofft, dass ein allgemeiner Winkel für eine bestimmte Aufgabe geeignet ist. Nach meiner Erfahrung ist Hoffnung keine Strategie.
Der Hauptfeind der Präzision beim Wirbeln sind Vibrationen und thermische Drift. Standardmaschinen geben feste Parameter für Geschwindigkeiten und Werkzeugbestückung vor. Sie berücksichtigen nicht die spezifische Art und Weise, wie sich Ihr Werkstück bei Hitze ausdehnt oder unter Last vibriert.
Die Toleranzlücke
Die allgemeine CNC-Bearbeitung kann Toleranzen von ±0,005 Zoll (ca. 0,127 mm) zulassen. Allerdings, High-End-Wirbeln2 erfordern oft Toleranzen von ±0,001 Zoll (ca. 0,025 mm). Eine Standardmaschine kann diese Toleranzen nicht einhalten, weil ihr die Steifigkeit oder die Feinabstimmung für diesen speziellen Durchmesser fehlt.
Die Konsequenz
Wenn das Werkzeug nicht mit dem Profil übereinstimmt, entstehen instabile Schnittkräfte. Die Maschine beginnt auf mikroskopischer Ebene zu zittern. Diese Vibration überträgt sich auf das Werkstück.
Das Ergebnis? Sie erfüllen die Anforderungen an die Gewindegenauigkeit der Klasse 7-8 nicht. Sie erhalten "Rattermarken" auf den Gewindeflanken. Die Anpassung verbessert die Oberflächenrauhigkeit (Ra)3. Indem wir den Fräser speziell für die jeweilige Aufgabe entwickeln, können wir Ra-Werte von 1,6 bis 3,2μm erreichen. Dies ist entscheidend für Teile wie Gewindespindeln, bei denen die Reibung minimiert werden muss.
Warum erfordern fortschrittliche Materialien kundenspezifische CNC-Wirbelkonfigurationen?
Das Schneiden von weichem Aluminium ist einfach; das Schneiden von Titan oder Inconel in medizinischer Qualität ist ein Kampf gegen Hitze und Reibung. Sie können nicht für beide die gleiche Taktik anwenden.
Moderne Werkstoffe wie Titanlegierungen und Inconel erfordern kundenspezifische Konfigurationen, da sie eine geringe Wärmeleitfähigkeit und eine hohe Härte aufweisen. Die kundenspezifische Anpassung ermöglicht die Integration von Hochdruck-Kühlmitteln und spezifischen Wendeplattenbeschichtungen, um die Wärmeentwicklung zu steuern. Ohne diese maßgeschneiderten Anpassungen führen Standardkonfigurationen zu schnellem Werkzeugverschleiß, Kaltverfestigung und Verformung der Teile.
Die Materialeigenschaften bestimmen die Einstellung der Maschine. Dies ist nicht verhandelbar.
Wir kategorisieren Materialien nach ihrer "Persönlichkeit".
- Harte Materialien (gehärteter Stahl HRC35-45): Diese fressen Werkzeuge. Wir müssen den Einsatz mit hoher Verschleißfestigkeit und verstärkten Beschichtungen anpassen.
- Wärmeempfindliche Materialien (Titan, Inconel)4: Diese Materialien leiten Wärme nicht gut. Die Wärme bleibt in der Schneide und im Teil, was zu Verformungen führt. Standard-Flutkühlmittel reichen oft nicht aus. Oft müssen wir die Maschine mit Hochdruck-Kühlmittelsystemen ausstatten, die direkt auf die Schneidzone gerichtet sind, um Späne und Wärme abzuführen.
- Klebrige Materialien (Aluminium, weicher Stahl): Diese wollen am Fräser haften bleiben. Wenn sich Späne ansammeln, verstopfen sie den Wirbelring. Wir müssen den Spanabfuhrweg anpassen.
Hier ist ein reales Beispiel. Wir hatten einen Kunden, der orthopädische Implantate aus Titan herstellte. Bei einer Standardeinrichtung wurden die Schrauben durch die Hitze verformt.
Wir haben das Verfahren angepasst. Wir haben die Schnittparameter und die Geometrie der Wendeschneidplatte geändert, um die Schnittkraft zu verringern.
Das Ergebnis: Die Zykluszeit sank von 2 Minuten auf 35 Sekunden. Die Fehlerquote sank auf nahezu Null. Wir verwenden auch "Schichtfräswerkzeuge". Diese haben getrennte Schrupp- und Schlichtschneiden auf derselben Wendeplatte. Dies verlängert die Standzeit der Werkzeuge erheblich.
| Material | Herausforderung | Anpassungsstrategie |
|---|---|---|
| Titan/Inconel | Wärme und niedrige Leitfähigkeit | Hochdruck-Kühlmittel, scharfe Winkel |
| Gehärteter Stahl | Schneller Werkzeugverschleiß | Verstärkte Beschichtungen, starre Messerausführung |
| Aluminium | Spanverstopfung | Polierte Rillen, optimierter Evakuierungsweg |
Wie verbessert die kundenspezifische Anpassung die Effizienz von CNC-Wirbelprozessen?
Langsame Zykluszeiten verringern die Gewinnspannen. Sie brauchen eine Maschine, die schneller denkt als der Bediener und ohne Zögern schneidet.
Die kundenspezifische Anpassung verbessert die Effizienz durch die Optimierung der Werkzeugwege und die Integration der Wirbeleinheit in Verbundwerkstoffmaschinen wie Langdrehautomaten, was die Werkzeugstandzeit um bis zu 50% verlängern kann. Kundenspezifische CNC-Systeme minimieren die Zeit für das "Luftschneiden" und rationalisieren die Fehlersuche, was eine schnellere Einrichtung und kontinuierliche, automatisierte Produktionsläufe mit weniger Ausschuss ermöglicht.

Bei der Effizienz geht es nicht nur darum, dass sich das Messer schneller dreht. Es geht darum, dass das gesamte System zusammenarbeitet.
Wenn wir eine CNC-Wirbelmaschine anpassen, achten wir auf die Software und den Arbeitsablauf.
1. System-Optimierung5
Wir ändern die CNC-Algorithmen. Für ein bestimmtes Gewinde können wir die Beschleunigungs- und Abbremsrampen optimieren. Wir verwenden "Multi-Achsen-Kopplung", um die Bewegungen perfekt zu koordinieren. Dadurch lassen sich bei jeder Umdrehung Millisekunden einsparen. Bei einer Serie von 10.000 Teilen ist das enorm.
2. Lebensdauer und Kosten der Werkzeuge6
Indem wir die Werkzeuggeometrie genau auf die Belastung abstimmen, reduzieren wir unnötigen Verschleiß. Untersuchungen und unsere eigenen Erfahrungen zeigen, dass kundenspezifische Werkzeuge die Standzeit um bis zu 50% verlängern können, verglichen mit der Verwendung allgemeiner Einsätze, die eher "reiben" als schneiden. Dies senkt die Kosten pro Teil erheblich.
3. Simulation und Verifizierung
Wir verwenden moderne Simulationssoftware, um den Schnitt vor der Bearbeitung zu überprüfen. Dadurch verkürzt sich der "Fehlersuchzyklus". Sie verschwenden weder Zeit noch Material, um an der Maschine zu testen; Sie testen am Computer. Dadurch wird das Risiko von Kollisionen eliminiert und sichergestellt, dass das erste Teil, wenn Sie auf "Start" drücken, auch richtig herauskommt. Diese Anpassung macht aus einer eigenständigen Maschine eine automatisierte Produktionszelle.
Schlussfolgerung
CNC-Wirbeln ist ein spezielles Verfahren, das eine individuelle Anpassung erfordert. Durch die Anpassung der Werkzeuggeometrie, des Materialhandlings und der Steuerungssoftware verwandeln Sie eine Standardmaschine in eine hochpräzise Hochgeschwindigkeits-Produktionsmaschine, die den Ausschuss reduziert und strenge Toleranzen garantiert.
-
Unter diesem Link finden Sie Informationen über die Feinheiten des CNC-Wirbelns und seine Anwendungen in der Präzisionsbearbeitung. ↩
-
Unter diesem Link erfahren Sie, wie das High-End-Wirbeln die Präzision verbessern und strenge Toleranzen bei der Bearbeitung einhalten kann. ↩
-
Entdecken Sie Techniken zur Verbesserung der Oberflächenrauheit (Ra) für eine bessere Leistung bei Präzisionsteilen wie Gewindespindeln. ↩
-
Unter diesem Link finden Sie effektive Strategien für die Bearbeitung wärmeempfindlicher Materialien, die eine bessere Leistung und weniger Fehler gewährleisten. ↩
-
Unter diesem Link finden Sie effektive Strategien zur Optimierung von CNC-Systemen und zur Steigerung von Effizienz und Produktivität. ↩
-
Diese Ressource bietet Einblicke in die Verlängerung der Werkzeuglebensdauer und die Senkung der Kosten, die für die Maximierung der Fertigungseffizienz entscheidend sind. ↩

Chris Lu
Mit mehr als einem Jahrzehnt praktischer Erfahrung in der Werkzeugmaschinenindustrie, insbesondere mit CNC-Maschinen, stehe ich Ihnen gerne zur Verfügung. Ganz gleich, ob Sie Fragen haben, die durch diesen Beitrag ausgelöst wurden, ob Sie Beratung bei der Auswahl der richtigen Ausrüstung (CNC oder konventionell) benötigen, ob Sie kundenspezifische Maschinenlösungen erforschen oder ob Sie bereit sind, einen Kauf zu besprechen, zögern Sie nicht, mich zu kontaktieren. Lassen Sie uns gemeinsam die perfekte Werkzeugmaschine für Ihre Bedürfnisse finden.