

Warum wird die CNC-Wirbelmaschine für fast alle Kugelumlaufspindeln verwendet?
Sie stellen Kugelgewindetriebe langsam her. Ihr traditionelles Dreh- und Schleifverfahren dauert lange. Sie verlieren Aufträge an schnellere Wettbewerber. Sie müssen Ihre Bearbeitungsmethode jetzt verbessern.
CNC-Wirbelmaschinen ersetzen das traditionelle Drehen und Grobschleifen. Sie bearbeiten Kugelgewindetriebe fünf- bis dreißigmal schneller. Diese Technologie verwendet Hochgeschwindigkeits-Mehrschneiden. Sie schneidet fertige Gotikgewinde direkt in gehärteten Stahl bis zu 65 HRC. Sie liefert hohe Präzision und senkt Ihre Fertigungskosten erheblich.
Bei der herkömmlichen Herstellung von Kugelgewindetrieben kommt es häufig zu erheblichen Engpässen. Der Einsatz älterer Drehmaschinen und das mehrstufige Schleifen können die Produktionszyklen auf über einen Monat verlängern, während die große Hitze beim Schleifen oft die Härte des Metalls gefährdet. Um wettbewerbsfähig zu bleiben, muss ein effizienterer Weg gefunden werden. Die CNC-Wirbeltechnologie bietet eine moderne Lösung für diese langjährigen Herausforderungen. Sehen wir uns an, wie dieses Verfahren die Produktion von Kugelgewindetrieben neu definiert.
Wie erreicht das CNC-Wirbeln wesentlich höhere Produktionsgeschwindigkeiten als das traditionelle Gewindeschneiden?
Ihre herkömmliche Drehmaschine schneidet Gewinde sehr langsam. Sie führen Dutzende von axialen Durchgängen durch, um die Endtiefe zu erreichen. Sie verschwenden Stunden mit einem einzigen Teil. Sie brauchen eine schnellere Methode.
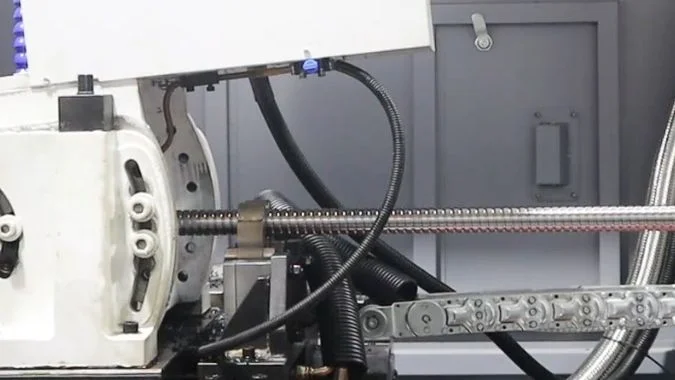
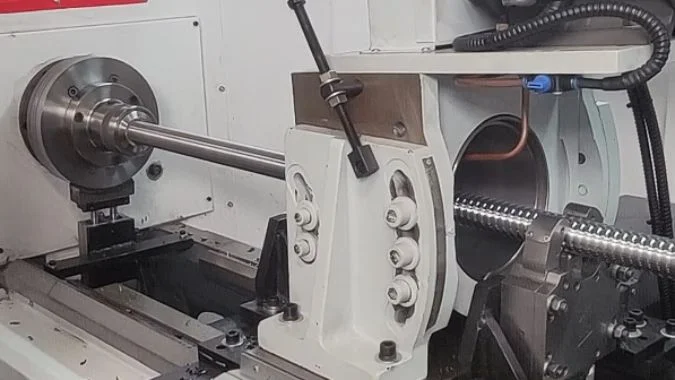
Beim CNC-Wirbeln werden enorme Geschwindigkeiten durch einen rotierenden Schneidring erreicht. Dieser Ring kreist exzentrisch um das langsam rotierende Werkstück. Er kippt genau in den Schrägungswinkel. Mehrere Hartmetalleinsätze schneiden tangential. Die Maschine schneidet das gesamte Gewindeprofil in einem einzigen Durchgang aus dem Rohmaterial.

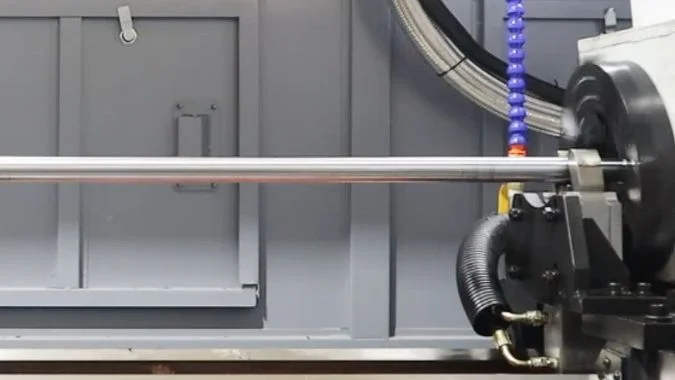
Die Drehbänke schneiden ein tiefes Gewinde in zwanzig verschiedenen Durchgängen. Das Werkzeug bewegt sich endlos hin und her. Das vergeudet enorm viel Zeit. CNC-Wirbeln1 verändert die Schneidegeometrie komplett. Der Hauptschneidring dreht sich unglaublich schnell mit bis zu 8000 Umdrehungen pro Minute. Die Spindel, die das Werkstück hält, dreht sich sehr langsam. Das CNC-System steuert gleichzeitig den axialen Vorschub, die radiale Tiefe und den Schrägungswinkel. Der Schneidring hält mehrere Hartmetalleinsätze. Diese Einsätze kreisen um den langsamen Metallstab. Sie schneiden über die gesamte Tiefe des Gotik-Gewinde2 sofort. Die tangentiale Schnittbewegung verteilt die schwere Last auf viele Schneiden gleichzeitig. Die Schnittgeschwindigkeit beim Fräsen erreicht 400 Meter pro Minute. Die Maschine verfügt außerdem über ein hochsteifes Bett und Hartmetall-Führungsleisten. Diese starke Struktur verhindert starke Vibrationen. Sie hält lange Wellen von bis zu acht Metern Länge perfekt gerade. Sie erhalten ein fertiges Gewindeprofil in Minuten statt in Stunden.
Vergleich der Produktionsgeschwindigkeit
| Bearbeitendes Merkmal | Traditionelles Gewindedrehen | CNC-Wirbeltechnik |
|---|---|---|
| Schneidedurchgänge | Erfordert Dutzende von langsamen Durchgängen | Schneidet die gesamte Tiefe in einem Durchgang |
| Schneidevorgang | Einpunkt-Axialschnitt | Tangentiales Mehrkantenschneiden |
| Unterstützung der Welle | Standard-Drehbank-Lünetten | Hartmetall-Stößelauflagen |
| Gesamteffizienz | Sehr langsame Zykluszeit | Fünf- bis dreißigmal schneller |
Warum ist die durch Gewindewirbeln erzeugte Oberflächengüte oft vergleichbar mit dem traditionellen Gewindeschneiden?
Sie sorgen sich um die Oberflächenrauheit. Sie denken, dass Hochgeschwindigkeitsschneiden hässliche Werkzeugspuren auf Ihren Schrauben hinterlässt. Ihre Kunden lehnen raue Oberflächen ab. Sie müssen die Qualität der gewirbelten Oberflächen verstehen.
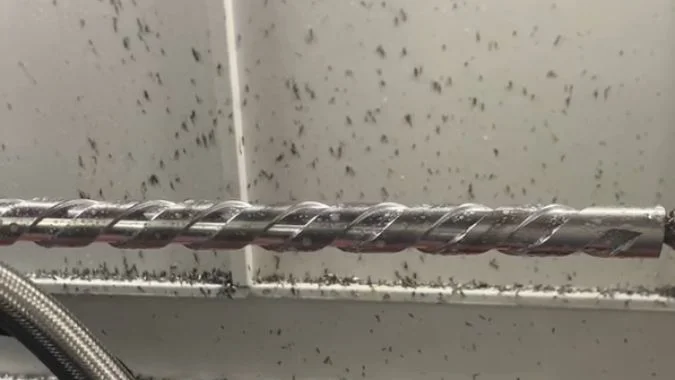
Das Gewindewirbeln erzeugt eine glatte Oberfläche, da mehrere Schneidkanten tangential ein- und austreten. Die Spanbelastung pro Zahn bleibt sehr gering. Der intermittierende Schnittdruck verhindert einen Wärmestau. Die Temperatur des Metallteils steigt nur geringfügig an. Dies verhindert thermischen Verzug und sorgt für eine saubere Oberflächengüte.
Das traditionelle Einpunktdrehen hinterlässt tiefe Täler und hohe Spitzen auf dem Metall. Das einzelne Werkzeug gräbt sich kraftvoll in das Metall ein. Wirbeln funktioniert ganz anders. Der Schneidring hält viele Hartmetalleinsätze. Diese Schneiden schlagen extrem schnell nacheinander auf das Metall auf. Der tangentiale Schneideneintritt trägt das Material gleichmäßig ab. Durch die hohe Geschwindigkeit werden winzige, kommaförmige Metallspäne sehr sauber abgetragen. Diese kommaförmigen Späne leiten die Schnittwärme effizient ab. Die Werkstücktemperatur steigt nur wenige Grad über die Raumtemperatur an. Die mehrschneidige Schneidbahn überlappt sich perfekt. Durch diese Überlappung werden die Spitzen und Täler auf der Metalloberfläche abgeflacht. Die Oberflächenrauhigkeit sinkt auf Ra 0,8 Mikrometer3 zuverlässig. Auch die Konstruktion der Maschine spielt eine große Rolle. Die Hauptspindel der Drehmaschine dreht sich sehr langsam. Das System erzeugt nahezu keine Vibrationen. Diese dynamische Stabilität verhindert Rattermarken auf der Gewindeoberfläche. Die wirbelnd4 Verfahren wird auch Druckluft verwendet, um die heißen Späne wegzublasen. Dieses Trockenschnittverfahren verhindert, dass die Späne die frisch geschnittene glatte Oberfläche zerkratzen.
Faktoren für die Oberflächengüte
| Prozess-Element | Ein-Punkt-Wende-Effekt | Gewindewirbeleffekt |
|---|---|---|
| Schneidewerkzeug | Eine Kante gräbt tief | Mehrere Kanten schneiden reibungslos |
| Wärmekontrolle | Metall absorbiert Schneidewärme | Komma-Chips leiten Wärme ab |
| Werkzeugdruck | Konstant hoher Druck | Intermittierender leichter Druck |
| Spanabhebung | Kühlmittel fängt Späne ein | Druckluft bläst Späne ab |
Kann das CNC-Wirbeln eine bessere Oberflächengüte erzielen als das herkömmliche Gewindeschneiden?
Sie schleifen Gewinde, um eine perfekte Oberfläche zu erhalten. Die Hitze beim Schleifen beschädigt die Metallhärte. Sie erzeugen gefährliche Mikrorisse in Ihren Teilen. Sie brauchen eine sicherere Methode, um Gewinde zu bearbeiten.
CNC-Wirbeln schlägt das Schruppdrehen und konkurriert sicher mit dem teuren Schleifen. Beim Wirbeln werden Ra 0,8 Mikrometer erreicht, ohne thermische Schäden zu verursachen. Es verhindert die beim Schleifen übliche Bildung von Weißschichten. Die wirbelnden Schnitte erzeugen eine Oberflächenmikrostruktur, die das Schmiermittel besser hält. Dadurch wird die Lebensdauer des Kugelgewindetriebs verlängert.
Die Schleifscheibe erzeugt massive Reibung und Hitze. Diese Hitze verursacht ein Ausglühen der Laufbahn. Der harte Stahl wird wieder weich. Es bilden sich winzige Mikrorisse auf der Gewindeoberfläche. Wir nennen diese Hitzeschäden die Weißschichtbildung5. Das CNC-Wirbeln löst genau dieses Problem perfekt. Wir nennen diesen Prozess Fräsen statt Schleifen. Beim normalen Schruppdrehen erhalten Sie eine grobe Oberfläche von Ra 3,2. Sie müssen es später schleifen. Beim Wirbeln erhalten Sie sofort in einem Schritt eine Oberfläche von Ra 0,8. Ein gutes Feinschleifen kann Ra 0,2 Mikrometer erreichen, aber das kostet zu viel Zeit und Geld. Das Wirbeln bietet einen einzigartigen mechanischen Vorteil gegenüber dem Schleifen. Die intermittierenden Wirbelschnitte hinterlassen eine spezifische Mikrostruktur auf der Metalloberfläche. Diese Mikrostruktur sorgt für ein besseres Schmiermittelrückhaltevolumen. Das Öl bleibt besser im Inneren des Gewindes. Dadurch wird die Reibung massiv reduziert. Die wirbelnden Einsätze treffen zudem mit hoher Schlagkraft auf das Metall. Dieser Aufprall bewirkt einen Kaltverfestigungseffekt. Sie erzeugen einen stärkeren Kugelgewindetrieb ohne Wärmeschäden.
Vergleich der Oberflächenqualität
| Bearbeitungsverfahren | Typische Oberflächengüte Ra | Oberflächenbeschaffenheit Wirkung |
|---|---|---|
| Standard-Drehen | Ra 3,2 bis 6,3 Mikrometer | Raue Oberfläche muss geschliffen werden |
| Präzisionsschleifen | Ra 0,2 bis 0,8 Mikrometer | Hohe Hitze verursacht eine weiße Schicht |
| CNC-Wirbeln | Ra 0,4 bis 1,6 Mikrometer | Kaltbearbeitung härtet die Oberfläche |
| Schleifen vs. Schleudern | Mikrorisse treten häufig auf | Hält den Schmierstoff perfekt zurück |
Was sind die wirtschaftlichen Vorteile des Einsatzes der CNC-Wirbeltechnik in der Großserienfertigung von Kugelgewindetrieben?
Sie verlieren Geld durch hohe Produktionskosten. Ihre derzeitige Kugelumlaufspindelproduktion dauert fünfzig Tage. Sie verschrotten zu viele teure Teile. Sie müssen Ihre Kosten jetzt drastisch senken.
Das CNC-Wirbeln verkürzt den Fertigungszyklus von fünfzig Tagen auf drei Tage. Die langsame Grobschleifphase und die komplizierten Bleiaufnahmevorgänge entfallen. Mit dieser Maschine entfallen die Kosten für die Entsorgung giftiger Schleifspäne. Sie sparen Geld, verwenden nachschärfbare Wendeschneidplatten und reduzieren Ihre Ausschussrate auf nahezu Null.
Die traditionelle Kugelgewindeherstellung verschlingt enorme Gewinne. In einer Fabrik wird das Rohmetall zunächst auf einer Drehbank bearbeitet. Dann wird es wärmebehandelt, um es hart zu machen. Dann wird es langsam geschliffen. Dies erfordert zwanzig verschiedene Schritte. Um das Gewinde nach der Wärmebehandlung wieder auszurichten, sind komplizierte Aufnahmearbeiten erforderlich. Dieser Zyklus bindet einen Monat lang Geld in der Fabrik. Eine CNC-Wirbelmaschine behebt dieses Cashflow-Problem sofort. Eine Wirbelmaschine schneidet Hartmetall direkt nach der Wärmebehandlung. Dies ist Trockenschnitt6. Der gesamte Schritt des Vorschleifens entfällt. Eine Maschine ersetzt mehrere Schleifvorrichtungen vollständig. Die Maschine benötigt nur Druckluft, um die Späne wegzublasen. Sie brauchen keine teuren, schmutzigen Kühlschmierstoffe mehr zu kaufen. Sie eliminieren die Kosten für die Entsorgung giftiger Schleifspäne. Ihr Betrieb bleibt sauber. Sie können auch nachschärfbare Wendeschneidplatten verwenden, um Werkzeugkosten zu sparen. Das CNC-System verwendet eine dynamische Kompensation, um das Verbiegen der langen Schraube zu verhindern. Sie ruinieren keine Teile. Ihre Ausschussquote sinkt unter null Komma drei Prozent.
Aufschlüsselung der Kostenreduzierung
| Wirtschaftlicher Faktor | Traditionelle Fertigung | CNC-Wirbeltechnik |
|---|---|---|
| Produktionszyklus | Dauert dreißig bis fünfzig Tage | Fertigstellung in ein bis drei Tagen |
| Produktionsschritte | Über zwanzig einzelne Schritte | Schruppen und Schlichten in einem Arbeitsgang |
| Abfallwirtschaft | Entsorgung giftiger Schleifspäne | Saubere, trockene Metallspäne |
| Stellfläche der Maschine | Benötigt mehrere Mahlgarnituren | Eine Maschine macht alles fertig |
Schlussfolgerung
Sie müssen auf eine CNC-Wirbelmaschine für die Kugelgewindeherstellung umsteigen. Sie verkürzt die Produktionszeit, erzeugt exzellente Oberflächen, eliminiert gefährliche Schleifhitze und maximiert den Gewinn Ihrer Fabrik vollständig.
-
Lernen Sie den Prozess, die Vorteile, Einrichtungstipps und Leistungsdaten kennen, um das Wirbeln mit dem herkömmlichen Gewindeschneiden in mehreren Durchgängen zu vergleichen, um schnellere und genauere Wellengewinde zu erhalten. ↩
-
Informieren Sie sich über die Geometrie, die Vorteile der Lastverteilung, die Auswirkungen auf die Oberflächenbeschaffenheit und die Werkzeug- und Prüfanleitungen für die Herstellung von präzisen Gewinden mit gotischen Bögen. ↩
-
Hier finden Sie praktische Anleitungen zu Parametern und Einstellungen, die konstant Ra 0,8 Mikrometer für hochwertige Oberflächen liefern. ↩
-
Entdecken Sie das Wirbeln und erfahren Sie, wie Mehrschneider und Tangentialeinzug für glatte Gewinde, geringe Hitze und minimales Rütteln sorgen. ↩
-
Lesen Sie die Expertenanalysen zur Bildung weißer Schichten und erfahren Sie mehr über die Ursachen, Risiken wie das Ausglühen der Laufbahnen und bewährte Maßnahmen zur Vermeidung von Mikrorissen und Hitzeschäden. ↩
-
Erfahren Sie, wie das Trockenschneiden Schneidflüssigkeiten und Entsorgungskosten überflüssig macht, Fabriken sauber hält und in Kombination mit nachschärfbaren Wendeplatten Kosten spart. ↩

Chris Lu
Mit mehr als einem Jahrzehnt praktischer Erfahrung in der Werkzeugmaschinenindustrie, insbesondere mit CNC-Maschinen, stehe ich Ihnen gerne zur Verfügung. Ganz gleich, ob Sie Fragen haben, die durch diesen Beitrag ausgelöst wurden, ob Sie Beratung bei der Auswahl der richtigen Ausrüstung (CNC oder konventionell) benötigen, ob Sie kundenspezifische Maschinenlösungen erforschen oder ob Sie bereit sind, einen Kauf zu besprechen, zögern Sie nicht, mich zu kontaktieren. Lassen Sie uns gemeinsam die perfekte Werkzeugmaschine für Ihre Bedürfnisse finden.