

Was macht ein Reitstock auf einer CNC-Drehmaschine bei der Bearbeitung?
Versuchen Sie, lange, dünne Wellen wie Achsen oder sogar Gewehrläufe auf Ihrer CNC-Drehmaschine präzise zu drehen? Ohne geeignete Unterstützung können diese Teile leicht wackeln, sich unter den Schnittkräften verbiegen oder vibrieren, was zu einer schlechten Oberflächengüte und ungenauen Abmessungen führt.
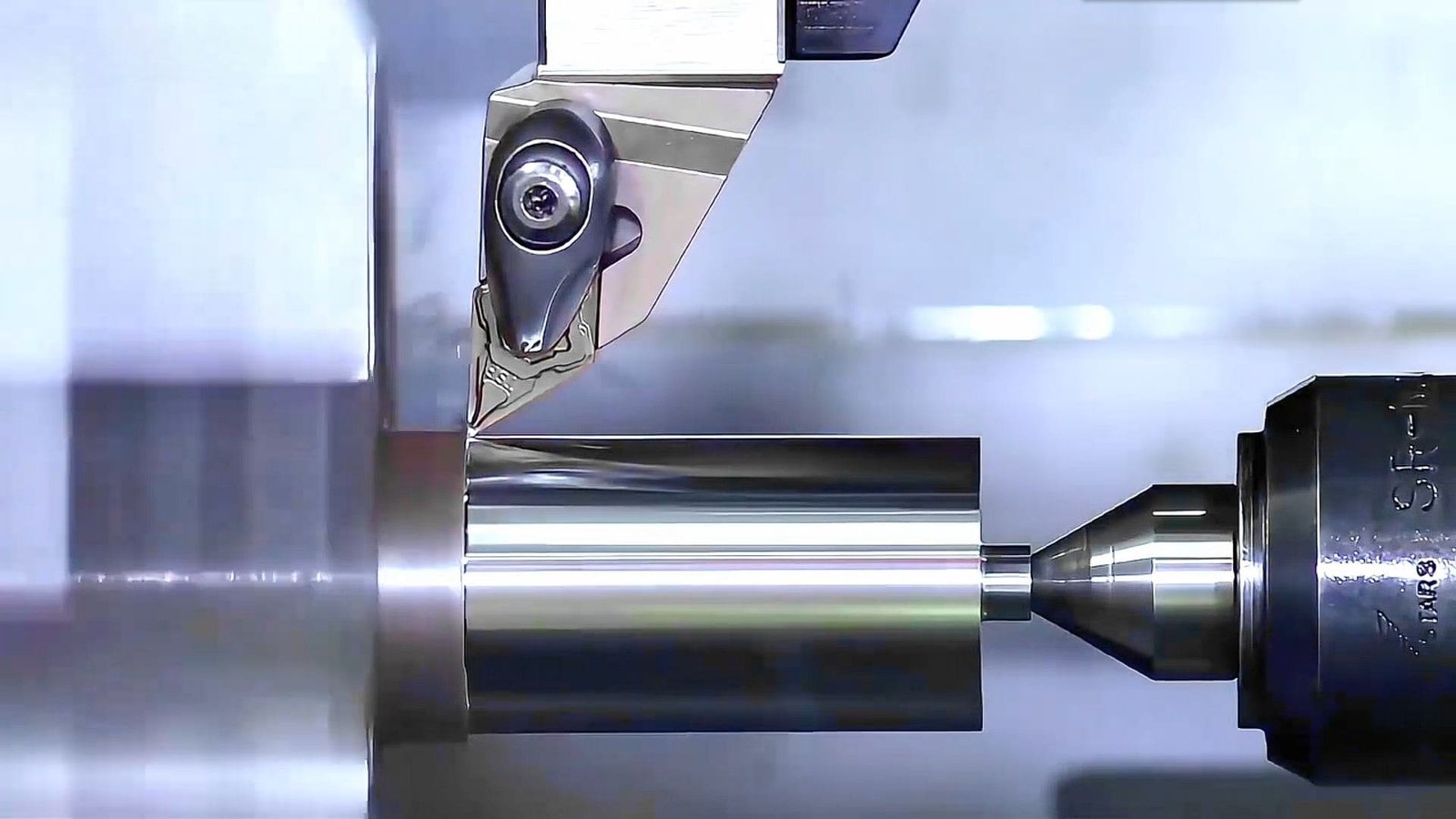
Der Reitstock stützt vor allem das freie Ende längerer Werkstücke, die im Hauptspindelfutter gehalten werden, und verhindert so Durchbiegung und Vibrationen. Er sorgt für Stabilität, ermöglicht eine genaue Bearbeitung über die gesamte Länge des Werkstücks und kann manchmal Werkzeuge für Zentriervorgänge aufnehmen.

Diese Stütze ist für viele Dreharbeiten von grundlegender Bedeutung, insbesondere wenn die Länge des Werkstücks deutlich größer ist als sein Durchmesser. Aber es reicht nicht aus, seine grundlegende Rolle zu kennen. Wie wirkt sich seine Verwendung tatsächlich auf die Qualität der von uns gefertigten Teile aus, und was sind die kritischen Faktoren wie Zentriertyp, Ausrichtung und Druck?
Kann die Verwendung des Reitstocks die Genauigkeit und Oberflächengüte von bearbeiteten Teilen verbessern?
Haben Sie Probleme mit Konizität, Rattermarken oder schlechter Rundheit bei längeren Drehteilen, insbesondere bei solchen mit einem hohen Verhältnis von Länge zu Durchmesser? Diese Probleme rühren oft daher, dass sich das Werkstück während des Schnitts verbiegt oder vibriert, wodurch Toleranzen und das endgültige Aussehen beeinträchtigt werden.
Ja, die Verwendung des Reitstocks verbessert die Genauigkeit und die Oberflächengüte erheblich, da er eine starre Auflage bietet, die die Durchbiegung und die Vibrationen des Werkstücks minimiert. Dies führt direkt zu einer besseren Maßgenauigkeit (weniger Konizität, bessere Rundheit) und einer glatteren Oberfläche.
Wir bei J&M Machine Tools wissen, dass ein Schneidwerkzeug, das gegen ein langes Werkstück drückt, sich biegen will. Ohne diese entscheidende Endabstützung kommt es zu Unregelmäßigkeiten. Ihre Forschung bestätigt die Vorteile:
- Stabilität und reduzierte Durchbiegung1: Der Reitstock fungiert als solider Anker, der das Werkstück zwischen der Spindel und der Reitstockspitze stabil hält. Dies wirkt den Schnittkräften entgegen und verhindert, dass sich das Werkstück vom Werkzeug wegbiegt. Dies ist wichtig, um eine Verjüngung zu vermeiden, insbesondere bei Teilen mit einem Längen-Durchmesser-Verhältnis von über 2:1 oder 3:1.
- Minimierte Vibration (Rattern): Ein sicher abgestütztes Werkstück ist weit weniger anfällig für Vibrationen während des Schnitts. Weniger Vibrationen bedeuten eine deutlich glattere Oberfläche (geringerer Rauheitswert) und verbesserte Rundheit, was für hochpräzise Komponenten wie in der Luft- und Raumfahrt entscheidend ist.
- Verbesserte Ausrichtung und Konzentrationsfähigkeit2: Er trägt dazu bei, dass sich das Werkstück genau um die Mittelachse der Drehmaschine dreht und über die gesamte Länge konzentrisch bleibt. Dies ist entscheidend für die gleichbleibend exakte Herstellung von Durchmessern und Formen. Der Reitstock bekämpft effektiv die axialen Fehler und Rundheitsprobleme, die durch eine schlechte Abstützung entstehen.
Was ist der Unterschied zwischen der Verwendung einer lebenden und einer toten Mitte im Reitstock?
Sie sind sich nicht sicher, ob Sie ein "lebendes" oder ein "totes" Zentrum in Ihrem Reitstock verwenden sollen, und wie sich diese Entscheidung auf Ihre CNC-Bearbeitung auswirkt? Eine falsche Wahl kann zu übermäßiger Hitze, vorzeitigem Verschleiß oder minderwertiger Unterstützung führen, was letztendlich die Qualität und Effizienz Ihrer Arbeit beeinträchtigt.
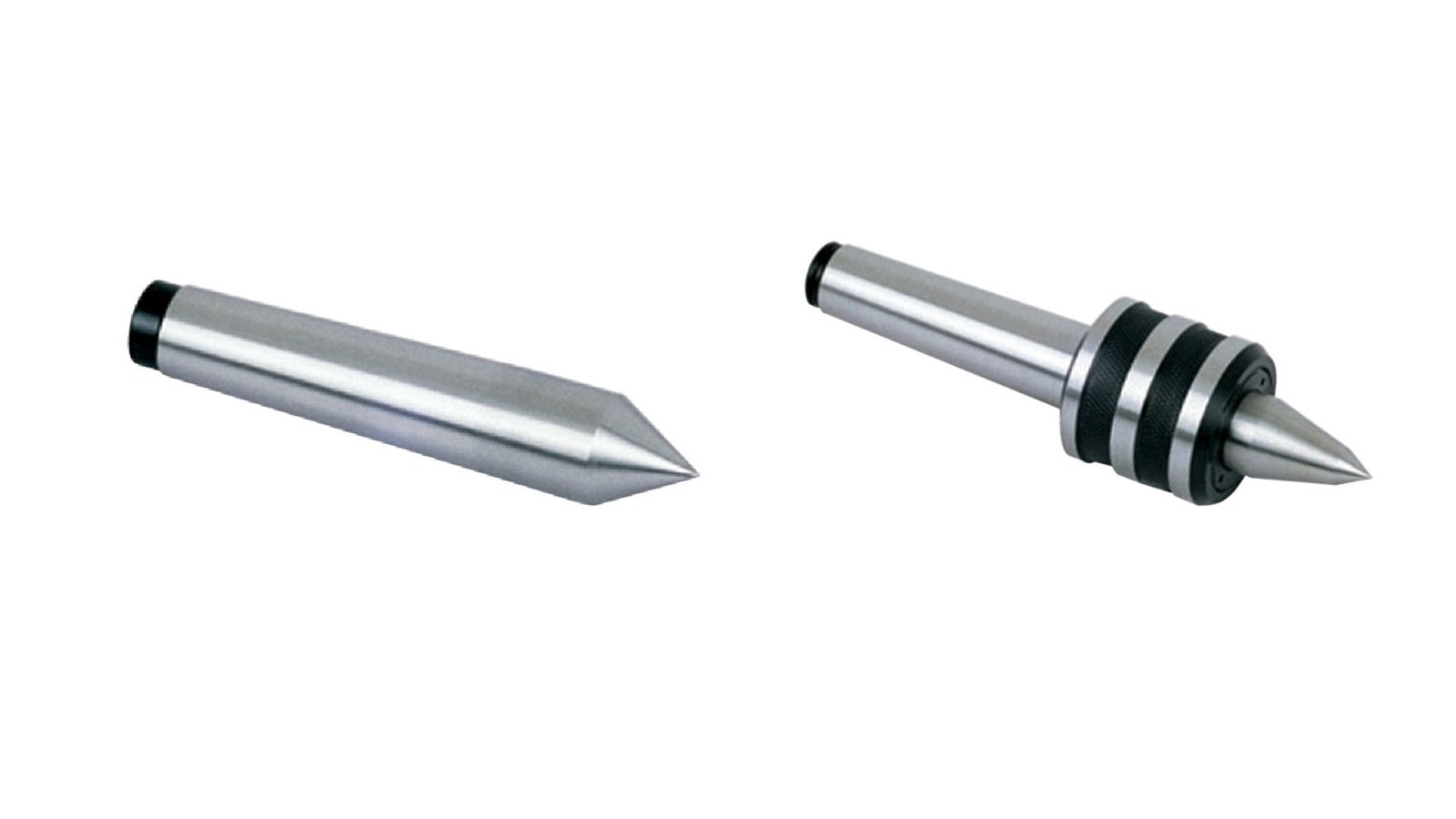
Ein Drehpunkt hat interne Lager, die eine Drehung der Spitze ermöglichen. mit das Werkstück, wodurch Reibung und Hitze minimiert werden. Ein Totpunkt ist solide; das Werkstück dreht sich gegen seine stationäre Spitze, wodurch mehr Reibung und Wärme entsteht.
Das Verständnis des Unterschieds ist der Schlüssel zur Optimierung Ihrer Einrichtung, insbesondere in einer anspruchsvollen CNC-Umgebung. Ihre Recherche liefert einen klaren Vergleich:
| Merkmal | Live Center | Totpunkt (fester Mittelpunkt) |
|---|---|---|
| Drehung | Spitze rotiert mit dem Werkstück über interne Lager | Die Spitze ist fixiert, das Werkstück dreht sich gegen sie |
| Reibung/Wärme | Geringe Reibung, weniger Wärmeentwicklung | Hohe Reibung, erhebliche Wärmeentwicklung möglich |
| Geschwindigkeitsbegrenzung | Geeignet für höhere Drehzahlen, die bei der CNC-Bearbeitung üblich sind | Untere Drehzahlgrenzen aufgrund von Reibung/Wärmeentwicklung |
| Genauigkeit | Sehr gute Positioniergenauigkeit, behält die Konzentrizität bei | Einfache, potenziell hohe Anfangssteifigkeit |
| Tragen Sie | Lagerverschleiß mit der Zeit (erfordert Wartung) | Spitze verschleißt durch Reibung (muss geschmiert werden) |
| Angemessenheit | Bevorzugt für CNC (Geschwindigkeit, hohe Auflagen, wärmeempfindliche Materialien) | Einfachere Einrichtungen, manuelle Drehbänke, niedrigere Geschwindigkeiten |
Für die meisten modernen CNC-Drehmaschinenanwendungen3 mit Schwerpunkt auf Geschwindigkeit, Präzision und Effizienz, die Live-Zentrum ist die Standardwahl. Seine Fähigkeit, sich zu drehen, reduziert die Reibung drastisch und verhindert, dass das zentrale Loch des Werkstücks verbrennt oder sich verzieht, und ermöglicht eine höhere Schnittgeschwindigkeiten4 ohne Probleme. Totpunkte sind zwar einfacher, erfordern aber eine sorgfältige Schmierung und Geschwindigkeitssteuerung, um Verschleiß und Hitzeschäden zu vermeiden, was sie für automatisierte oder lang laufende CNC-Arbeiten weniger geeignet macht.
Wie wirken sich die richtige Reitstockausrichtung und der richtige Druck auf das Bearbeitungsergebnis aus?
Haben Sie Ihr Werkstück mit dem Reitstock sorgfältig eingerichtet und trotzdem Probleme mit der Verjüngung, uneinheitlichen Durchmessern oder schlechten Oberflächen? Oft liegt es nicht am Werkstück oder an den Werkzeugen, sondern an der falschen Ausrichtung des Reitstocks oder am Druck.
Die korrekte Ausrichtung des Reitstocks ist von entscheidender Bedeutung; eine falsche Ausrichtung führt direkt zu Kegel- und Rundheitsfehlern. Falscher Druck (zu wenig oder zu viel) führt zu Vibrationen, Durchbiegung, schlechtem Finish, Beschädigung des Werkstücks oder sogar zu Sicherheitsrisiken.

Stellen Sie sich vor, dass der Reitstock und die Spindelzentren eine perfekt gerade Linie bilden müssen, die parallel zur Z-Achse des Drehbankbettes verläuft. Ihre Recherche zeigt, wie wichtig es ist, dies richtig zu machen:
- Ausrichtungseffekte5: Wenn die Reitstockspitze nicht perfekt (horizontal oder vertikal) mit der Spindelachse ausgerichtet ist, zwingt sie das Werkstück zu einer exzentrischen Drehung. Dies garantiert eine Verjüngung entlang der Länge des Teils und kann auch Rundheitsfehler verursachen. Durch die Beibehaltung der Ausrichtung wird sichergestellt, dass sich das Werkstück konzentrisch dreht, um genaue Schnitte zu ermöglichen.
- Druckeffekte: Es ist ein Balanceakt, den richtigen Druck auszuüben.
- Zu wenig Druck: Das Werkstück wird nicht sicher gehalten. Es kann übermäßig vibrieren (Rattern), sich während des Schneidens leicht verschieben oder sich unter dem Druck des Werkzeugs durchbiegen, was zu einer schlechten Oberflächengüte führt, Maßungenauigkeiten6und mögliche Standzeitverkürzung.
- Zu viel Druck: Insbesondere bei schlanken Teilen oder empfindlichen Materialien kann eine übermäßige Kraft das Werkstück verbiegen oder verformen. Sie kann auch die Zentrierbohrung im Werkstück beschädigen, die Zentrierspitze überhitzen (vor allem bei toten Zentrierspitzen) oder die Zentrierspitzenlager oder sogar die Spindellager der Maschine übermäßig belasten.
Das Erzielen qualitativ hochwertiger Ergebnisse erfordert beide genaue geometrische Ausrichtung und sorgfältig kontrollierter, angemessener Spanndruck, der auf das Werkstück und die bei der Bearbeitung auftretenden Kräfte abgestimmt ist.
Wie stellt man die Reitstockposition richtig ein?
Sie müssen Ihren Reitstock präzise ausrichten, wissen aber nicht, wie Sie am besten vorgehen sollen? Sich auf Vermutungen oder einfache Sichtkontrollen zu verlassen, ist für die CNC-Genauigkeit nicht ausreichend und führt wahrscheinlich zu Ausschuss aufgrund von Konizität oder anderen geometrischen Fehlern.
Stellen Sie den Reitstock ein, indem Sie ihn zunächst nahe an das Werkstück heranschieben, ihn arretieren und dann die Verlängerung der Pinole über das Handrad/die Leitspindel feineinstellen. Überprüfen Sie unbedingt die Ausrichtung mit einer Messuhr an einer Prüfstange oder einem Präzisionsdurchmesser, bevor Sie den entsprechenden Druck ausüben.

Die perfekte Koaxialität des Reitstocks mit der Spindelachse ist für Präzisionsarbeiten unabdingbar. Auf der Grundlage der gängigen Praxis und Ihrer detaillierten Recherche finden Sie hier eine zuverlässige Methode:
- Lösen Sie das Schloss: Lösen Sie den Hauptverriegelungsmechanismus, mit dem der Reitstockkörper an den Bettbahnen der Drehmaschine befestigt ist.
- Grobe Position: Schieben Sie die gesamte Reitstockbaugruppe von Hand entlang der Bahnen in die ungefähre Position, die für die Werkstücklänge erforderlich ist.
- Schlossgehäuse: Ziehen Sie die Hauptverriegelung fest, um die Position des Reitstockkörpers auf dem Bett zu fixieren.
- Federkiel anpassen: Verwenden Sie das Handrad oder die Leitspindel, um die Reitstockpinole (das Teil, das die Spitze hält) in Richtung des Werkstücks auszufahren. Setzen Sie die entsprechende Zentrierspitze ein (mit oder ohne Antrieb).
- Prüfen Sie die Ausrichtung (kritischer Schritt):
- Montieren Sie eine Präzisionsprüfstange zwischen Spitzen oder drehen Sie einen präzisen Durchmesser auf einem im Spannfutter gehaltenen Werkstück.
- Verwenden Sie eine empfindliche Messuhr, die auf dem Schlitten/Kreuzschlitten montiert ist.
- Prüfung auf vertikale Ausrichtung indem Sie den Indikator an der Oberseite der Prüfstange/des Durchmessers oder der Reitstockpinole selbst entlangführen. Stellen Sie die Höhe ein (ggf. unter Verwendung von Unterlegscheiben unter dem Reitstocksockel), bis der Messwert konsistent ist.
- Prüfung auf horizontale Ausrichtung indem Sie den Indikator an der dem Bediener zugewandten Seite entlangführen. Stellen Sie den Wert mit den Seiteneinstellschrauben des Reitstocks ein, bis die Anzeige über die gesamte Länge gleichmäßig ist.
- Druck ausüben: Führen Sie die Pinole vorsichtig vor, um das Zentrum in die Mittelbohrung des Werkstücks zu bringen. Üben Sie ausreichend Druck aus, um das Teil sicher zu halten, ohne es zu verformen - dies erfordert oft etwas Gefühl oder einen Hinweis auf die Maschinenspezifikationen.
- Überprüfen Sie die Stabilität: Versuchen Sie, das Werkstückende vorsichtig in die Nähe des Reitstocks zu bewegen, um sicherzustellen, dass es fest und ohne Spiel gehalten wird, bevor Sie den Schnitt beginnen. Bei langen/kritischen Teilen sollten Sie einen Probeschnitt durchführen und die Verjüngung messen und bei Bedarf Feineinstellungen vornehmen, um geringfügigen Verschleiß auszugleichen.
Dieser methodische Prozess stellt sicher, dass der Reitstock eine genaue und stabile Unterstützung bietet.
Schlussfolgerung
Der Reitstock ist eine wichtige Komponente der CNC-Drehmaschine, die längere Werkstücke trägt und die Bearbeitungsgenauigkeit und Oberflächengüte drastisch verbessert. Für optimale Ergebnisse ist es unerlässlich, die Unterschiede zwischen angetriebenen und ungetriebenen Spitzen zu kennen und die richtige Ausrichtung und den richtigen Druck sicherzustellen.
-
Das Verständnis dieses Konzepts ist entscheidend für die Verbesserung der Bearbeitungsgenauigkeit und die Vermeidung von Fehlern in den Werkstücken. ↩
-
Dieses Wissen ist unerlässlich, um die Präzision von Fertigungsprozessen zu gewährleisten, insbesondere bei hochpräzisen Bauteilen. ↩
-
Bleiben Sie auf dem Laufenden über die neuesten Trends bei CNC-Drehmaschinenanwendungen, um Ihre Bearbeitungsprozesse zu verbessern. In dieser Ressource finden Sie wertvolle Informationen. ↩
-
Erfahren Sie, wie sich die Schnittgeschwindigkeiten auf die Leistung auswirken, um Ihre CNC-Arbeiten zu optimieren. Dieser Link liefert wichtiges Wissen für bessere Ergebnisse. ↩
-
Das Verständnis der Ausrichtungseffekte ist entscheidend für die Präzision bei Dreharbeiten und gewährleistet eine bessere Qualität und Genauigkeit Ihrer Arbeit. ↩
-
Die Identifizierung der Ursachen für Maßungenauigkeiten kann Ihre Bearbeitungsprozesse verbessern und eine höhere Qualität und Präzision Ihrer Projekte gewährleisten. ↩

Chris Lu
Mit mehr als einem Jahrzehnt praktischer Erfahrung in der Werkzeugmaschinenindustrie, insbesondere mit CNC-Maschinen, stehe ich Ihnen gerne zur Verfügung. Ganz gleich, ob Sie Fragen haben, die durch diesen Beitrag ausgelöst wurden, ob Sie Beratung bei der Auswahl der richtigen Ausrüstung (CNC oder konventionell) benötigen, ob Sie kundenspezifische Maschinenlösungen erforschen oder ob Sie bereit sind, einen Kauf zu besprechen, zögern Sie nicht, mich zu kontaktieren. Lassen Sie uns gemeinsam die perfekte Werkzeugmaschine für Ihre Bedürfnisse finden.