

Comment choisir entre le point mort et le point vif pour un tour ?
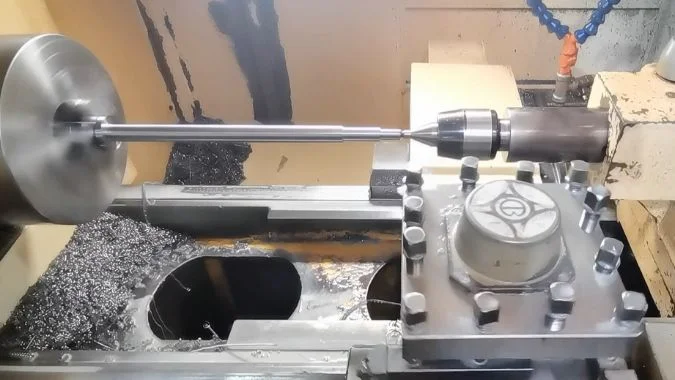
L'usinage d'un arbre nécessite un support adéquat, sinon vous risquez d'obtenir des pièces ovales et des marques de frottement. Le choix d'un mauvais centre est le moyen le plus rapide de ruiner votre finition de surface ou de détruire les roulements de votre contre-pointe.
Vous devez choisir un centre vivant pour le tournage CNC général afin de gérer des vitesses de rotation élevées et de réduire les frottements. Vous devez choisir un centre mort pour la rectification ou le tournage de haute précision où vous avez besoin d'un faux-rond nul. Votre choix dépend de la priorité que vous accordez à la vitesse de production (Live) ou à la précision géométrique absolue (Dead).
D'après mon expérience, de nombreux opérateurs essaient de forcer un point mort à fonctionner à 2 000 tr/min. Cela se solde toujours par un échec. Vous devez comprendre les mécanismes pour prendre la bonne décision.
Quelles sont les principales différences fonctionnelles entre un centre mort et un centre vivant ?
Vous pouvez les distinguer en les regardant, mais la vraie différence se situe à l'intérieur du boîtier.
La principale différence fonctionnelle est la rotation. Un centre vivant utilise des roulements internes pour faire tourner sa pointe de manière synchronisée avec la pièce à usiner, ce qui élimine les frottements. Un centre fixe est une pièce d'acier solide et stationnaire contre laquelle la pièce tourne, ce qui lui confère une plus grande rigidité mais génère une chaleur importante en raison du contact métal sur métal.

La différence ne réside pas seulement dans les pièces mobiles, mais aussi dans la manière dont l'outil interagit avec la pièce à usiner.
A Centre Live1 est conçu pour le mouvement. Il abrite un ensemble complexe de roulements à billes ou à rouleaux. Lorsque le mandrin de votre tour fait tourner la pièce, la pointe du centre vivant tourne avec elle. Comme ils se déplacent ensemble, il n'y a pas de frottement. Cette caractéristique est cruciale pour la fabrication moderne. Cependant, les roulements ont un jeu interne. Cela signifie que même un centre vivant de haute qualité peut avoir un faux-rond de 0,003 mm à 0,005 mm. Pour la plupart des travaux de tournage, c'est acceptable.
A Point mort2 est conçu pour être stable. Il s'agit d'une pièce solide en acier trempé ou en carbure. Il crée un point d'appui "statique". Comme il n'y a pas de roulements, il n'y a pas de jeu mécanique. Si votre poupée est parfaite, votre pièce sera parfaite. L'inconvénient est la friction. Votre pièce tourne, mais le point mort ne tourne pas. Cela crée de la chaleur et de la résistance.
Voici une analyse simple des différences techniques pour vous aider à faire votre choix :
| Aspect | Point mort | Centre Live |
|---|---|---|
| Rotation | Stationnaire ; la pièce tourne contre lui | Tourne avec la pièce à usiner grâce à des roulements |
| Friction/Chaleur | Élevée ; nécessite une lubrification | Faible ; les roulements réduisent le frottement |
| Précision | Excellent pour la concentricité | Bon, mais risque de coulure des roulements |
| Adaptation à la vitesse | RPM faibles à moyens | RPM élevés |
| Utilisation typique | Haute précision, courts tirages | Longs trajets, CNC, charges lourdes |
Quels sont les risques de dilatation thermique et de friction lors de l'utilisation d'un point mort ?
Le frottement crée de la chaleur, et la chaleur modifie la taille de vos pièces métalliques. C'est le danger caché de l'utilisation d'un point mort.
Le risque est que le frottement génère de la chaleur, ce qui entraîne une dilatation de la pièce dans le sens de la longueur (dilatation thermique). Comme la contre-pointe est bloquée, cette dilatation force la pièce contre le point mort avec une pression énorme. Cela peut déformer l'arbre, endommager les roulements de la machine ou souder la pointe du centre à la pièce.

Lorsque vous utilisez un point mort3Vous créez ainsi un frein. Vous frottez du métal sur du métal sous l'effet d'une charge.
La physique de l'échec
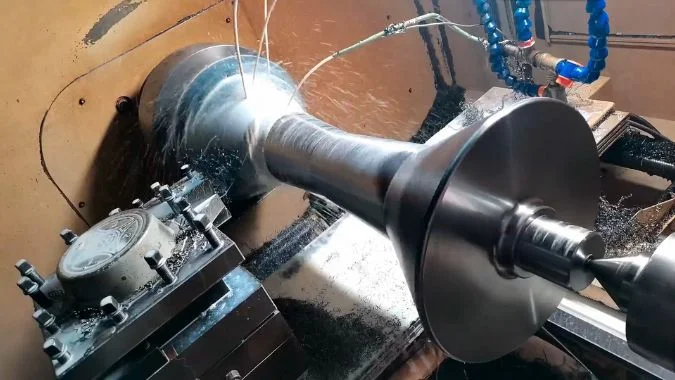
Supposons que vous tourniez un long arbre en acier. Lorsqu'il tourne contre le point mort fixe, le frottement chauffe la pointe. La chaleur se propage dans l'arbre. L'acier se dilate lorsqu'il devient chaud. Un arbre d'un mètre peut facilement s'allonger de 0,5 mm lors d'une coupe importante.
Que se passe-t-il ensuite ?
La contre-pointe ne recule pas pour tenir compte de cette croissance. L'arbre est maintenant plus long, mais l'espace entre les centres reste le même. L'arbre commence à se courber au milieu. Cela détruit votre rectitude. Si la pression est trop élevée, le film lubrifiant se décompose. Le point mort fusionne littéralement avec la pièce.
Comment nous réglons le problème
Si vous devez utiliser un point mort pour la précision, vous ne pouvez pas le faire fonctionner à sec.
- Lubrification : Nous utilisons graisse haute pression4 comme le Moly D (disulfure de molybdène). L'huile standard s'écoule instantanément.
- Limites de vitesse : Vous devez courir lentement.
- Ajustements : Pour les travaux de longue durée, il nous arrive d'arrêter la machine, de reculer légèrement la contre-pointe pour réduire la pression due à l'expansion, puis de terminer la coupe.
Pourquoi choisir le centre vivant plutôt que le centre mort sur un tour CNC ?
Les machines CNC sont conçues pour la vitesse et l'efficacité. Les centres morts ne peuvent tout simplement pas suivre le rythme de l'automatisation moderne.
On choisit un centre vivant pour les tours CNC afin de permettre un usinage à grande vitesse sans brûler l'outil. Les centres vivants évitent la chaleur de friction, protègent le trou central de l'usure pendant les opérations répétitives et permettent l'utilisation de plaquettes modernes revêtues qui nécessitent des vitesses de surface élevées pour fonctionner correctement.

L'utilisation d'un point mort sur un tour CNC à grande vitesse est généralement une erreur. Voici pourquoi centres de vie5 sont le meilleur choix pour cette application.
1. Adaptation des vitesses d'insertion
Les plaquettes en carbure modernes sont conçues pour couper rapidement. Si vous les faites tourner trop lentement, elles s'écaillent. Pour obtenir la bonne surface en pieds par minute (SFM), il faut souvent plus de 2000 tours par minute. À cette vitesse, un centre mort se consume en quelques secondes. Un centre vivant gère les vitesses élevées sans effort car les roulements supportent la charge.
2. Protection du trou central
Dans les environnements de production, nous déplaçons souvent des pièces d'un tour à une fraise ou à une meule. Le trou central est notre point de référence. Si vous utilisez un centre mort, la friction peut marquer ou ovaliser le trou central. Un centre vivant a un contact roulant. Il préserve la géométrie du trou central, ce qui garantit la précision de la pièce lorsqu'elle passe à la machine suivante.
3. Amortissement des vibrations
Le tournage CNC peut être agressif. Un centre vivant permet en fait d'absorber certaines vibrations. Le film d'huile dans les roulements agit comme un petit amortisseur. Cela permet d'éviter le broutage des pièces longues et minces, un problème fréquent chez nos clients de la chaîne d'approvisionnement de l'industrie automobile.
Quel est l'impact du poids de la pièce sur la durée de vie des roulements à billes à centre tournant ?
Chaque centre vivant a une limite. Ignorer le poids de la pièce à usiner est la cause la plus fréquente de grippage des roulements.
Le poids de la pièce réduit directement la durée de vie du roulement s'il dépasse la charge radiale nominale. Les pièces lourdes poussent les rouleaux internes dans les chemins de roulement, ce qui provoque un "brinelling" (bosselage) et une surchauffe. La surcharge d'un centre vivant entraîne son blocage au milieu de la coupe, ce qui creuse la pièce et brise vos outils de coupe.
Le poids de la pièce modifie la manière dont nous sélectionnons les outils. Un centre Morse Taper 4 standard peut avoir une vitesse de rotation de 2 000 tr/min, mais il ne peut supporter que 500 kg.
Charge radiale et charge axiale
La plupart des gens pensent à la poussée de la contre-pointe. en (charge axiale). Mais la gravité tire vers le bas (Charge radiale6). Les centres vivants standard sont excellents pour supporter la pression axiale, mais faibles contre le poids radial. Lorsque vous placez un rouleau lourd sur un petit centre, les roulements sont écrasés.
Les conséquences de la surcharge
Lorsqu'un roulement est surchargé, il génère une chaleur excessive. La graisse cuit à l'intérieur du logement. Le roulement finit par se gripper. Sur un tour manuel, vous pouvez entendre le grincement et vous arrêter. Sur un tour à commande numérique, la machine continue à pousser. Le centre s'arrête de tourner, mais le mandrin continue de tourner. La pointe du centre agit comme une barre d'alésage et détruit l'extrémité de votre arbre.
La solution
Pour les pièces lourdes, nous recommandons les centres "Bull Nose" ou les modèles à usage intensif avec des rangées de roulements supplémentaires. Nous disons toujours à nos clients : calculez le poids de votre stock brut. Si vous êtes proche de la limite de la capacité du centre de travail, achetez-en un plus grand. C'est moins cher que de mettre au rebut une pièce de 2 tonnes.
Conclusion
Les centres vivants sont essentiels pour une production CNC rapide et efficace. Les centres morts sont le seul choix pour la rectification de haute précision lorsque le faux-rond est inacceptable. Adaptez l'outil à vos besoins en termes de vitesse et de précision.
-
Explorez ce lien pour comprendre comment un Live Center améliore la précision et l'efficacité des processus d'usinage. ↩
-
Découvrez les avantages de l'utilisation d'un centre de gravité pour la stabilité et la précision de vos projets d'usinage. ↩
-
La compréhension des centres morts est cruciale pour l'usinage de précision, car elle permet d'éviter les pièges les plus courants et d'améliorer la qualité du travail. ↩
-
L'exploration des options de graisse haute pression peut améliorer vos processus d'usinage, en garantissant une meilleure lubrification et de meilleures performances. ↩
-
Explorez ce lien pour comprendre les avantages des centres vivants par rapport aux centres morts dans l'usinage CNC, afin d'améliorer l'efficacité de votre production. ↩
-
Comprendre la charge radiale est essentiel pour sélectionner les bons outils et prévenir les pannes d'équipement. ↩

Chris Lu
Fort de plus d'une décennie d'expérience pratique dans l'industrie des machines-outils, en particulier des machines à commande numérique, je suis là pour vous aider. Que vous ayez des questions suscitées par cet article, que vous ayez besoin de conseils pour choisir le bon équipement (CNC ou conventionnel), que vous envisagiez des solutions de machines personnalisées ou que vous soyez prêt à discuter d'un achat, n'hésitez pas à me CONTACTER. Trouvons ensemble la machine-outil idéale pour vos besoins.