

Comment choisir entre un mandrin à 3 mors et un mandrin à 4 mors pour un tour à commande numérique ?
Vous vous tenez devant le tour avec une pièce à usiner dans les mains. Choisir le mauvais mandrin signifie que vous allez soit mettre la pièce au rebut, soit perdre une heure à essayer de la centrer.
Utilisez un mandrin à 3 mors pour le serrage rapide et répétitif de pièces rondes ou hexagonales. Choisissez un mandrin à 4 mors pour les pièces carrées, rectangulaires ou de forme irrégulière, ou lorsque vous devez obtenir une concentricité extrêmement élevée par ajustement manuel.
Une broche puissante et des outils bien affûtés ne signifient rien si votre pièce n'est pas maintenue de manière sûre et précise. Le choix entre un mandrin à 3 mors et un mandrin à 4 mors est l'une des décisions les plus fondamentales qu'un machiniste prend chaque jour. Bien choisir son mandrin est la première étape pour obtenir une bonne pièce. Il ne s'agit pas seulement de savoir ce qui convient, mais aussi de comprendre le fonctionnement de chaque mandrin et de tirer parti de ses atouts uniques pour le travail à effectuer.
Quelles sont les principales différences mécaniques entre un mandrin à 3 mors et un mandrin à 4 mors ?
Vous voyez trois mâchoires qui bougent ensemble et quatre qui bougent séparément. Quel est le mécanisme interne qui les rend si différentes et qui dicte leur utilisation ?
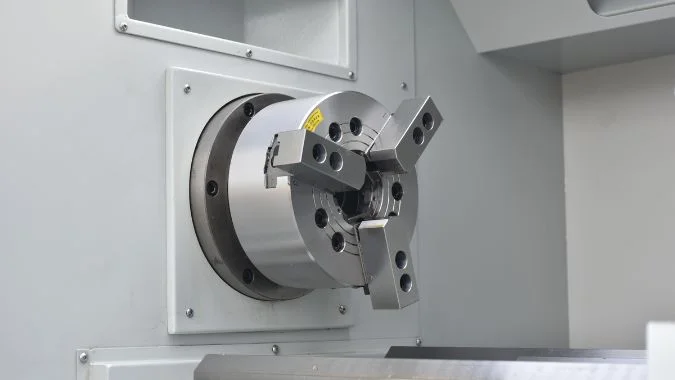
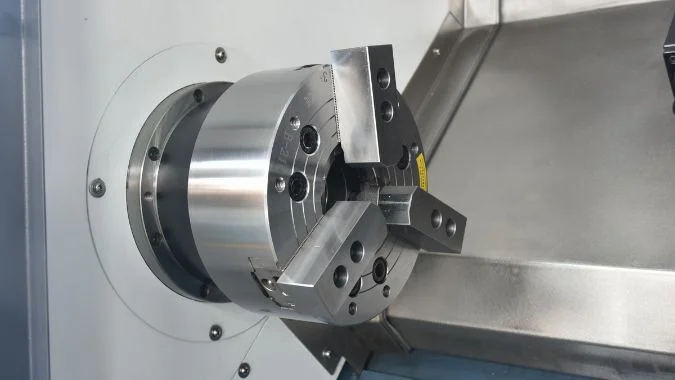
Un mandrin à trois mors utilise une plaque de défilement pour déplacer toutes les mâchoires simultanément afin d'assurer un centrage automatique. Un mandrin à 4 mors possède quatre mors indépendants, chacun déplacé par sa propre vis, ce qui nécessite un réglage manuel pour centrer la pièce.

La magie d'un mandrin à 3 mors réside dans son fonction d'autocentrage1. À l'intérieur du corps du mandrin se trouve une plaque de défilement dans laquelle est creusée une rainure en spirale. Lorsque vous tournez la clé du mandrin, vous faites tourner cette plaque. La partie inférieure de chaque mâchoire comporte des dents qui s'engagent dans cette rainure en spirale. Lorsque la plaque tourne, les trois mâchoires sont forcées de se déplacer vers l'intérieur ou l'extérieur le long de la spirale exactement au même moment. C'est ce qui permet de centrer automatiquement votre pièce ronde.
Un mandrin à 4 mors a une conception complètement différente. Il n'a pas de plaque de chantournage. Chacun des quatre mors est monté sur sa propre vis. Le fait de tourner la clé dans une douille ne fait bouger que cette mâchoire. Ce mouvement indépendant est sa plus grande force. Il permet une stabilité supérieure2 et une force de serrage plus importante, en particulier pour les pièces lourdes ou irrégulières. Bien que ce système nécessite un centrage manuel, il offre également la polyvalence ultime pour des formes variées et même des travaux décentrés. Il est moins adapté à l'automatisation, mais parfait pour la précision.
Pourquoi un mandrin à trois mors est-il la norme pour la production répétitive à grande vitesse de pièces rondes ?
Votre atelier a une grosse commande de 1 000 goupilles rondes identiques. Vous devez les usiner le plus rapidement possible. Pourquoi le mandrin à 3 mors est-il la solution idéale pour ce travail ?
Le mécanisme de centrage automatique du mandrin à trois mors permet un serrage incroyablement rapide et répétable. Cela réduit considérablement le temps de préparation entre les pièces, ce qui en fait le choix idéal pour la production en grande quantité de pièces symétriques.
Dans les industries de production comme l'automobile, le temps, c'est de l'argent. Chaque seconde d'arrêt de la machine est un manque à gagner. La conception à centrage automatique du Mandrin à 3 mors3 est la clé de l'efficacité. Un opérateur peut desserrer une pièce finie et serrer en toute sécurité une nouvelle pièce brute en quelques secondes, et non en quelques minutes. Ce chargement rapide des pièces minimise les temps d'arrêt et maximise la production. Pour une série de centaines ou de milliers d'arbres ou de tubes ronds identiques, ce gain de temps est énorme.
Le processus est simple et requiert un minimum de compétences, ce qui réduit les erreurs dans un environnement où tout va très vite. Cette constance est essentielle. Un mandrin à trois mâchoires de bonne qualité offre d'excellentes conditions de travail. précision de répétition4La précision de l'usinage est souvent de l'ordre de 0,01 mm, ce qui garantit que toutes les pièces du lot sont usinées selon la même norme. Sa prise équilibrée est parfaite pour les vitesses de rotation élevées. Pour toute opération CNC de grand volume impliquant des pièces cylindriques ou hexagonales, le mandrin à trois mors est le roi incontesté de la vitesse et de la répétabilité.
Pourquoi un mandrin à 4 mors est-il indispensable pour l'usinage de pièces carrées, rectangulaires ou de forme irrégulière ?
Vous devez tourner un tourillon de roulement à l'extrémité d'un vilebrequin ou usiner un bloc d'acier carré. Un mandrin à trois mâchoires ne peut même pas contenir ces pièces.
Les mors du mandrin à 4 mors, réglables indépendamment les uns des autres, permettent de serrer en toute sécurité des pièces non symétriques. C'est le seul moyen de maintenir des pièces carrées, rectangulaires ou complètement irrégulières sur un tour.

Les mâchoires indépendantes d'un Mandrin à 4 mors5 sont ses plus grands atouts. Pour une pièce carrée ou rectangulaire, vous pouvez ajuster avec précision deux mâchoires opposées pour serrer des faces parallèles, puis fixer les deux autres. Les quatre points de contact assurent une force de serrage et un équilibre supérieurs, empêchant tout glissement, en particulier sur les surfaces lourdes ou irrégulières. Ceci est essentiel pour la sécurité et la précision.
Cette polyvalence va au-delà des simples équerres. Elle permet d'obtenir un centrage exact à l'aide d'un comparateur, ce qui minimise le faux-rond à un degré qu'une scie à trois mâchoires ne peut égaler. Plus important encore, elle permet d'effectuer des opérations de centrage ou de centrage à l'aide d'un comparateur, minimisant ainsi le faux-rond. tournage excentrique6. Si vous devez usiner un lobe de came ou un tourillon décalé sur un vilebrequin, vous devez utiliser un mandrin à 4 mors pour éloigner délibérément le centre de rotation de la pièce de son centre géométrique. Sans mandrin à 4 mors, il est tout simplement impossible d'usiner avec une grande précision des cadres personnalisés, des raccords ou toute autre pièce non ronde.
Quelles sont les différences entre les temps d'installation et les compétences requises pour chaque type de mandrin ?
Vous avez une pièce ronde simple et une pièce moulée complexe à usiner. Comment le choix du mandrin influe-t-il sur le temps nécessaire pour commencer et sur l'expérience requise pour bien faire les choses ?
Un mandrin à 3 mors requiert un niveau de compétence moins élevé et peut être installé en quelques secondes. Un mandrin à 4 mors exige un opérateur qualifié et peut prendre plusieurs minutes à installer, nécessitant un centrage manuel minutieux à l'aide d'un comparateur.
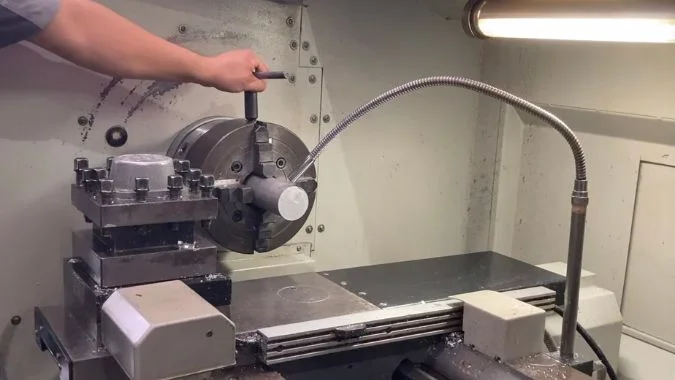
La mise en place d'un mandrin à 3 mors est rapide. Vous insérez la pièce à usiner et serrez une clé. La mécanisme d'autocentrage7 fait le reste. L'ensemble du processus ne prend que quelques secondes à une minute au maximum, ce qui le rend parfait pour les changements rapides dans une chaîne de production. En raison de sa simplicité, le seuil de compétence est très bas. Un nouvel opérateur peut apprendre à l'utiliser en toute sécurité en quelques minutes.
Le réglage d'un mandrin à 4 mâchoires est un travail artisanal. Il s'agit d'un processus plus lent et plus délibéré qui peut prendre plusieurs minutes, voire plus. L'opérateur doit utiliser un indicateur de cadran8 pour mesurer le faux-rond, puis effectuer des ajustements précis et individuels de chaque mâchoire pour centrer parfaitement la pièce à usiner. Ce processus exige un niveau de compétence plus élevé et une compréhension approfondie de la mesure et de l'équilibrage. Il s'agit d'une tâche réservée à un machiniste expérimenté. Ce temps de réglage prolongé rend la machine inefficace pour la production par lots, mais c'est ce contrôle manuel qui permet à la machine à 4 mâchoires d'atteindre une précision supérieure et de traiter des pièces complexes.
Conclusion
Utilisez un mandrin à 3 mors pour la rapidité et l'efficacité sur les pièces rondes standard. Utilisez un mandrin à 4 mors pour la précision, la polyvalence et la puissance de serrage nécessaires pour les formes irrégulières et les travaux de haute précision.
-
La compréhension de la fonction d'autocentrage peut améliorer vos compétences en matière d'usinage et la précision de la pièce. ↩
-
L'étude du concept de stabilité supérieure des mandrins à 4 mors peut vous aider à choisir l'outil adéquat pour les tâches de précision. ↩
-
Explorez ce lien pour comprendre comment un mandrin à trois mors améliore la productivité et réduit les temps d'arrêt dans la fabrication. ↩
-
Découvrez l'importance de la précision de la répétition dans la fabrication pour garantir une qualité et une efficacité constantes. ↩
-
Découvrez les avantages d'un mandrin à 4 mors pour comprendre son rôle essentiel dans la précision et la sécurité de l'usinage. ↩
-
Découvrez le tournage excentrique et voyez comment il améliore les capacités d'usinage pour les pièces complexes et les conceptions personnalisées. ↩
-
La compréhension des mécanismes d'autocentrage peut vous permettre d'améliorer vos compétences en matière d'usinage et d'accroître l'efficacité des réglages. ↩
-
L'apprentissage de l'utilisation d'un comparateur est essentiel pour la précision de l'usinage et l'exactitude de votre travail. ↩

Chris Lu
Fort de plus d'une décennie d'expérience pratique dans l'industrie des machines-outils, en particulier des machines à commande numérique, je suis là pour vous aider. Que vous ayez des questions suscitées par cet article, que vous ayez besoin de conseils pour choisir le bon équipement (CNC ou conventionnel), que vous envisagiez des solutions de machines personnalisées ou que vous soyez prêt à discuter d'un achat, n'hésitez pas à me CONTACTER. Trouvons ensemble la machine-outil idéale pour vos besoins.