

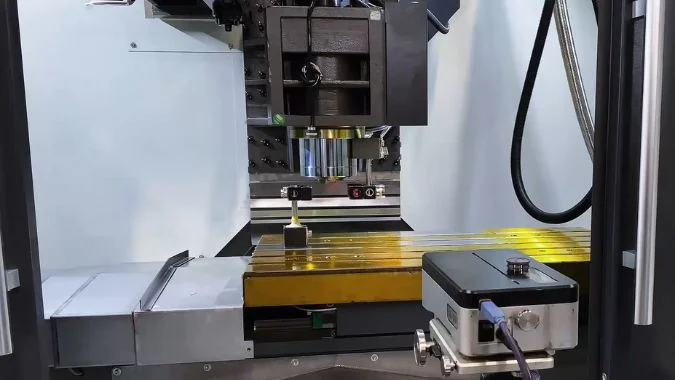
Comment choisir entre le rail linéaire et le rail rigide pour la VMC ?
Vous avez besoin d'un nouveau centre d'usinage vertical. Vous choisissez le mauvais type de rail de guidage. Votre machine tremble, brise des outils et abîme des pièces coûteuses. Vous perdez de l'argent et du temps.
Vous devez choisir les rails durs box-way pour les coupes lourdes, les grands moules et les matériaux durs. Ils utilisent la friction de glissement pour une rigidité maximale. Vous devez choisir des rails linéaires pour les travaux de précision à grande vitesse et les métaux légers. Ils utilisent la friction par roulement pour des mouvements rapides et une maintenance aisée.
Les clients me posent toujours ce genre de question. Je leur conseille d'examiner leurs besoins exacts en matière de production. Permettez-moi de vous présenter les différences mécaniques entre ces deux systèmes de rails.
Quel est l'impact du choix du rail sur la vitesse maximale de déplacement rapide de votre VMC ?
Vous voulez couper des pièces plus rapidement. Votre machine se déplace trop lentement entre les coupes. Vous perdez un temps de cycle précieux et fabriquez moins de pièces chaque jour.
Les rails linéaires utilisent le frottement de roulement pour atteindre des vitesses rapides supérieures à trente mètres par minute. Les rails durs utilisent le frottement par glissement. Ce glissement crée une forte résistance et de la chaleur. Les rails durs limitent votre vitesse rapide à moins de quinze mètres par minute.
Le frottement contrôle la vitesse de la machine. Rails linéaires1 utilisent de petites billes d'acier ou des rouleaux. Ces minuscules rouleaux se trouvent à l'intérieur d'un bloc métallique modulaire. Ils roulent en douceur le long d'un rail en acier. Cette action de roulement crée une friction physique très faible. Les servomoteurs de la machine ne travaillent pas beaucoup pour pousser la lourde table. La machine peut se déplacer très rapidement. Certaines machines à grande vitesse atteignent facilement soixante mètres par minute. Cette rapidité vous permet de fabriquer rapidement de petites pièces électroniques. Vous gagnez en temps de cycle. Rails durs2 fonctionnent très différemment. La machine utilise des surfaces planes en fonte massive. Ces surfaces planes glissent directement l'une contre l'autre. Cela crée un frottement de glissement massif. L'action de glissement génère une chaleur élevée à des vitesses rapides. Cette chaleur extrême dilate le métal. Elle détruit complètement votre précision de positionnement. Vous devez faire rouler les rails durs lentement pour éviter les dommages causés par la chaleur. Ils dépassent rarement quinze mètres par minute. Vous devez adapter le type de rail à vos besoins en termes de vitesse. Le travail par lots à grande vitesse nécessite des rails linéaires. Les coupes brutes lentes nécessitent des rails durs.
Types de frottement et limitations de vitesse
| Type de rail | Type de friction | Vitesse maximale | Meilleure application |
|---|---|---|---|
| Rail linéaire | Frottement de roulement | Plus de 30 mètres par minute | Coupe rapide et légère |
| Rail dur | Frottement de glissement | Moins de 15 mètres par minute | Coupe lente et lourde |
Quel type de rail offre un meilleur amortissement des vibrations pour les opérations de fraisage à haut rendement ?
Vous entamez un fraisage lourd. L'ensemble de la machine vibre fortement. Les vibrations détruisent votre outil en carbure coûteux et laissent de vilaines marques sur le métal.
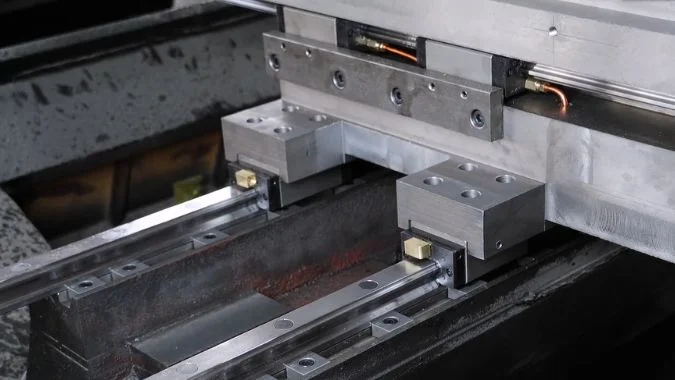
Les rails durs Box-way offrent un amortissement supérieur des vibrations. Ils utilisent une surface de contact massive. Cette grande surface de contact absorbe facilement les chocs de coupe importants. Les rails linéaires utilisent un contact ponctuel minuscule. Ils ne peuvent pas bien absorber les vibrations importantes.
La coupe lourde crée des forces mécaniques violentes. L'outil de coupe frappe durement le métal brut. Ce choc violent crée des ondes de choc importantes. Le bâti de la machine doit absorber ces ondes de choc. Je recommande toujours rails durs box-way3 pour ce travail précis. Les ouvriers de l'usine coulent ces rails durs directement dans le banc de la machine principale. Ils forment une seule pièce solide de fer épais. Les surfaces de glissement se touchent complètement. C'est ce que nous appelons le contact de surface. Cette grande surface de contact plane répartit la force du choc sur un large espace. Le fer épais absorbe facilement l'énergie. La machine reste parfaitement silencieuse pendant les coupes lourdes. Les rails linéaires ont du mal à supporter les chocs importants. Les rails linéaires utilisent de minuscules billes d'acier. Ces petites billes ne touchent le rail qu'en un point microscopique. C'est ce que nous appelons le contact ponctuel. Le contact ponctuel ne peut pas bien absorber les vibrations importantes. Les ondes de choc violentes traversent les petites billes. L'ensemble de la machine tremble fortement. Les billes peuvent même se briser sous l'effet de charges extrêmes. Vous devez utiliser des rails durs pour les opérations de fraisage lourdes.
Zone de contact et absorption des chocs
| Caractéristiques du rail | Conception de rails rigides | Conception des rails linéaires |
|---|---|---|
| Méthode de contact | Contact total avec la surface | Point de contact minuscule |
| Amortissement des vibrations | Excellente absorption des chocs | Mauvaise absorption des chocs |
| Résultat de la durée de vie de l'outil | Protège les outils lors des coupes lourdes | Risque de briser rapidement les outils |
Pourquoi une VMC à rail dur est-elle souvent préférée pour la fabrication de moules et de matrices de grande taille ?
Vous essayez d'usiner un moule en acier massif. Votre machine plie sous le poids. Les dimensions finales de votre moule sont complètement erronées. Vous gaspillez de l'acier coûteux.
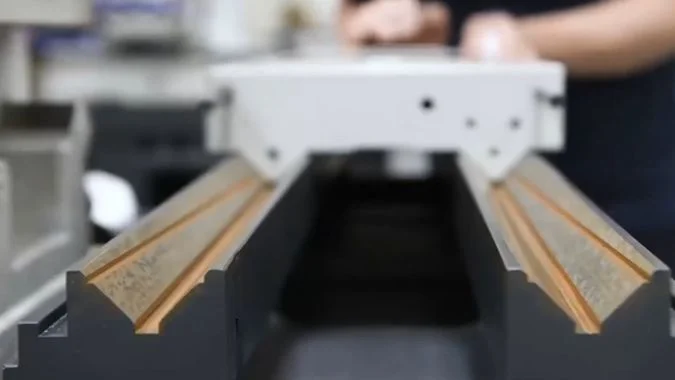
Les grands moules nécessitent une capacité de charge massive et une rigidité extrême. Les VMC à rail dur utilisent des pièces moulées intégrées épaisses pour supporter des poids importants sans se déformer. Elles gèrent les aciers de moules résistants et les passes de coupe profondes avec une stabilité parfaite.

La fabrication de moules est un travail très difficile. Les moules de carrosserie et les moules d'injection plastique pèsent des milliers de kilogrammes. Il faut découper des blocs d'acier solide très durs. Je visite de nombreuses usines de moules. Les meilleures usines utilisent toujours centres d'usinage verticaux à rail dur4. Les rails rectangulaires épais en fonte5 supportent facilement des poids importants. Le bloc en acier lourd n'écrase pas les rails. L'opérateur peut utiliser une grande broche en toute sécurité. La broche pousse le gros outil de coupe profondément dans l'acier dur. Les rails durs ne se déforment pas sous la pression. Ils maintiennent une trajectoire de coupe très droite. Cette trajectoire rectiligne évite les ondulations de surface sur le moule final. Les rails durs conservent également leur précision pendant de nombreuses années. Les ouvriers de l'usine trempent et meulent les rails en fer pendant la fabrication. Ce processus rend le fer extrêmement dur et résistant à l'usure. Les rails linéaires s'usent rapidement sous les poids extrêmes des moules. Les blocs modulaires se déforment facilement avec le temps. Les rails durs vous donnent la force de terminer parfaitement les gros travaux de moulage.
Besoins structurels pour la fabrication de moules
| Exigences relatives aux moules | Avantage du rail dur | Faiblesse du rail linéaire |
|---|---|---|
| Tenir un poids lourd | La fonte résiste à la flexion | Les blocs modulaires se déforment |
| Couper l'acier en profondeur | Gère une force de poussée importante | Ne peut pas faire de coupes profondes en toute sécurité |
| Précision à long terme | Le fer résistant à l'usure dure des années | Les éléments roulants se brisent sous la charge |
Quelle configuration de rail permet d'obtenir un meilleur état de surface lors de l'usinage de matériaux à dureté élevée ?
Vous terminez la découpe d'une pièce en acier dur. Vous inspectez la surface. La surface est rugueuse et présente des aspérités au toucher. Votre client rejette le produit final.
Les rails durs Box-way permettent d'obtenir une bien meilleure finition de surface sur les matériaux à dureté élevée. Ils suppriment complètement les vibrations de coupe. Les rails linéaires subissent des micro-déformations lorsqu'ils sont soumis à des efforts de coupe importants. Ces minuscules déformations laissent de vilaines marques de vagues.

Les matériaux à dureté élevée sont repoussés contre l'outil de coupe. Cette force de refoulement est très forte. L'acier dur tente de faire rebondir l'outil. Ce rebond crée de minuscules vibrations. Ces vibrations ruinent votre finition de surface lisse. Je conseille à mes clients d'utiliser des rails durs box-way pour les matériaux durs. La grande surface de contact par glissement agit comme un gigantesque amortisseur de chocs. Elle élimine instantanément les minuscules vibrations. L'outil reste bloqué dans une trajectoire parfaite. Vous obtenez une belle finition de surface. Votre rugosité moyenne reste très faible. Les rails linéaires ne peuvent pas faire cela. Les minuscules billes de roulement à l'intérieur du bloc linéaire se compriment légèrement sous l'effet d'une forte poussée. C'est ce que nous appelons micro-déformation6. Le bloc linéaire se déplace de haut en bas de manière microscopique. L'outil rebondit contre la pièce en acier dur. Ce rebond crée des marques visibles sur le métal. Certaines usines essaient d'utiliser des rails linéaires à rouleaux. Ces rouleaux épais sont meilleurs que les billes rondes. Mais les rails durs en fonte épaisse remportent toujours le test de l'état de surface.
Méthodes de contrôle de la qualité de la surface
| État de la machine | Performance des rails durs | Performance des rails linéaires |
|---|---|---|
| Force de répulsion | Elimine instantanément les vibrations | Compression des pièces internes |
| Mouvement de l'outil | Reste verrouillé parfaitement droit | Rebondit légèrement vers le haut et vers le bas |
| Surface finale | Finition lisse comme un miroir | Mauvaises marques de vagues de bavardage |
Conclusion
Vous devez adapter le type de rail de votre VMC à votre travail spécifique. Choisissez des rails linéaires pour les coupes légères et rapides. Choisissez des rails durs pour les moules lourds et les métaux durs.
-
Découvrez comment les rails linéaires utilisent des éléments roulants pour minimiser le frottement, ce qui permet d'atteindre des vitesses très élevées et une précision de positionnement constante pour un usinage rapide et précis. ↩
-
Comprendre le contact glissant des rails durs, comment la chaleur générée et la dilatation du métal limitent la vitesse, et pourquoi ils sont mieux adaptés aux applications de coupe lente et grossière. ↩
-
Découvrez comment les rails de caisson en fonte épaisse permettent un contact total avec la surface et un amortissement supérieur des vibrations pour les opérations de coupe lourdes. ↩
-
Découvrez des comparaisons approfondies, des données sur les performances et des études de cas montrant pourquoi ils offrent une durabilité et une précision constante pour les travaux de moulage lourds. ↩
-
En savoir plus sur la trempe, la rectification et les propriétés des matériaux qui leur confèrent une solidité supérieure, une résistance à l'usure et une précision à long terme sous de lourdes charges. ↩
-
Découvrez comment les minuscules compressions des éléments roulants provoquent le rebond de l'outil et les marques de broutage, et quels sont les choix de conception qui permettent d'atténuer ce problème. ↩

Chris Lu
Fort de plus d'une décennie d'expérience pratique dans l'industrie des machines-outils, en particulier des machines à commande numérique, je suis là pour vous aider. Que vous ayez des questions suscitées par cet article, que vous ayez besoin de conseils pour choisir le bon équipement (CNC ou conventionnel), que vous envisagiez des solutions de machines personnalisées ou que vous soyez prêt à discuter d'un achat, n'hésitez pas à me CONTACTER. Trouvons ensemble la machine-outil idéale pour vos besoins.