

Pourquoi presque toutes les machines à tourbillonner CNC sont-elles personnalisées ?
Vous souhaitez produire des filets de haute précision en quelques secondes, mais votre machine standard ne cesse de produire des rejets. Vous modifiez les réglages pendant des heures, mais le profil du fil n'est toujours pas conforme.
Les machines de tourbillonnage CNC sont presque toujours personnalisées, car le processus repose sur une méthode de formage "en une seule passe" où la géométrie de l'outil doit correspondre parfaitement à la pièce à usiner. Contrairement au tournage standard, il n'y a pas de place pour l'erreur. La personnalisation garantit que l'angle de la fraise, la forme de la plaquette et les systèmes d'arrosage s'alignent exactement sur le profil du filet et les propriétés du matériau.

De nombreux propriétaires d'ateliers essaient d'utiliser un accessoire de tourbillonnage "à taille unique". Ils se retrouvent avec des marques de vibration et des plaquettes cassées. Pour obtenir la vitesse et la qualité promises par cette technologie, il faut adapter la machine à la pièce.
Pourquoi les géométries complexes nécessitent-elles des machines de tourbillonnage CNC personnalisées ?
Il est impossible de forcer une cheville carrée dans un trou rond. Pourtant, de nombreux ateliers essaient de couper des profils de vis complexes avec des inserts génériques. Cela conduit à un échec immédiat.
Les géométries complexes, telles que les filetages à départ multiple et les vis sans fin asymétriques, nécessitent une personnalisation car les machines standard n'ont pas la flexibilité nécessaire pour effectuer des mouvements simultanés sur plusieurs axes. Une configuration personnalisée ajuste l'angle d'hélice du porte-outil et peut utiliser des broches allongées ou des porte-outils spécialisés pour éviter les collisions et s'assurer que la plaquette correspond parfaitement au profil de la section transversale.

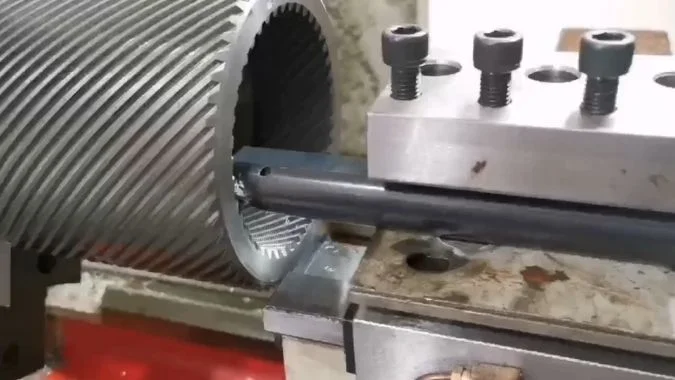
Le cœur de la Tourbillonnage CNC1 n'est pas simplement le fait de faire tourner une fraise, c'est la coordination précise des mouvements. Le porte-outil tourne à grande vitesse tandis que la pièce à usiner se déplace lentement. Cela crée une action de coupe "générative". Comme le tourbillonnage termine le filetage en une seule passe, l'outil agit comme un moule négatif de la pièce finale.
Si vous fabriquez un boulon standard, un outil standard peut faire l'affaire. Nous recevons des demandes pour des vis sans fin à démarrage multiple, des surfaces de forme libre et des vis à os médicales complexes.
Les machines standard ont souvent du mal à gérer ces formes irrégulières. Elles ne disposent pas de l'espace nécessaire ou de la capacité de contrôler l'orientation de l'outil sur plusieurs axes.
Si la géométrie de l'outil ne correspond pas exactement à celle de la pièce, deux choses se produisent :
- Collision et interférence : Les porte-outils standard risquent de heurter la pièce à usiner lors de la coupe d'angles raides ou de filets profonds.
- Erreur de profil : Les parois du filet ne sont pas droites parce que le "swing" de la fraise ne correspond pas au pas.
Les outils personnalisés permettent de résoudre ce problème. Nous ajustons l'angle d'hélice de la bague de coupe pour qu'il corresponde au pas de la vis. Nous pouvons même concevoir des porte-outils spécifiques ou modifier la conception de la broche pour gérer les courbes serrées. Cela permet de s'assurer que la plaquette entre et sort proprement de la coupe. Sans cette adaptation, l'outil frotte contre le côté du filet, ce qui abîme la finition de la surface.
Comment la standardisation du tourbillonnage CNC limite-t-elle la précision et la tolérance ?
L'achat d'un outillage "prêt à l'emploi" semble plus économique, mais il vous coûte plus cher à long terme. Les outils standard vous obligent à accepter des tolérances "suffisantes".
La standardisation limite la précision car les outils génériques ont souvent des tolérances plus larges (environ ±0,127 mm) pour s'adapter à diverses tâches, alors que le tourbillonnage nécessite ±0,025 mm ou mieux. La personnalisation tient compte de variables spécifiques telles que la dilatation du matériau et les vibrations, évitant ainsi les incohérences dans la finition de la surface qui se produisent lors de l'utilisation de paramètres fixes pour des tâches uniques.

Lorsque vous utilisez un dispositif de tourbillonnage standard, vous faites un compromis. Vous espérez qu'un angle polyvalent fonctionnera pour un travail spécifique. D'après mon expérience, l'espoir n'est pas une stratégie.
Le principal ennemi de la précision dans le tourbillonnage est la vibration et la dérive thermique. Les machines standard imposent des paramètres fixes pour les vitesses et l'outillage. Elles ne tiennent pas compte de la manière spécifique dont votre pièce peut se dilater à chaud ou vibrer sous l'effet d'une charge.
Le fossé de la tolérance
L'usinage CNC général peut accepter des tolérances de l'ordre de ±0,005 pouce (environ 0,127 mm). Cependant, tourbillon haut de gamme2 exige souvent des tolérances aussi étroites que ±0,001 pouce (environ 0,025 mm). Une machine standard ne peut tout simplement pas tenir ces tolérances parce qu'elle n'a pas la rigidité ou l'étalonnage précis pour ce diamètre spécifique.
Les conséquences
Si l'outil ne correspond pas au profil, il crée des forces de coupe instables. La machine commence à trembler à un niveau microscopique. Ces vibrations se transmettent à la pièce à usiner.
Résultat ? Vous ne répondez pas aux normes de précision des filets de "qualité 7-8". Vous obtenez des "marques d'usure" sur les flancs du filet. La personnalisation améliore la rugosité de la surface (Ra)3. En concevant la fraise spécifiquement pour le travail, nous pouvons atteindre des valeurs Ra de 1,6 à 3,2μm. Ceci est essentiel pour les pièces telles que les vis d'entraînement où le frottement doit être réduit au minimum.
Pourquoi les matériaux avancés nécessitent-ils des configurations de tourbillonnement CNC personnalisées ?
Couper de l'aluminium mou est facile ; couper du titane ou de l'Inconel de qualité médicale est une guerre contre la chaleur et la friction. Vous ne pouvez pas utiliser les mêmes tactiques pour les deux.
Les matériaux avancés tels que les alliages de titane et l'Inconel nécessitent des configurations personnalisées car ils ont une faible conductivité thermique et une grande dureté. La personnalisation permet l'intégration d'un liquide de refroidissement à haute pression et des revêtements de plaquettes spécifiques pour gérer l'accumulation de chaleur. Sans ces ajustements sur mesure, les configurations standard entraînent une usure rapide de l'outil, un écrouissage et une déformation de la pièce.
Les propriétés du matériau déterminent le réglage de la machine. Ceci n'est pas négociable.
Nous classons les matériaux en fonction de leur "personnalité".
- Matériaux durs (acier trempé HRC35-45) : Ils mangent les outils. Nous devons personnaliser l'insert avec une résistance à l'usure élevée et des revêtements renforcés.
- Matériaux sensibles à la chaleur (Titane, Inconel)4: Ces matériaux ne conduisent pas bien la chaleur. La chaleur reste dans l'arête de coupe et dans la pièce, ce qui provoque des déformations. Le liquide de refroidissement standard ne suffit souvent pas. Nous devons souvent adapter la machine avec des systèmes de refroidissement à haute pression qui ciblent directement la zone de coupe pour évacuer les copeaux et la chaleur.
- Matériaux collants (aluminium, acier doux) : Ceux-ci veulent coller à l'outil de coupe. Si les copeaux s'accumulent, ils obstruent l'anneau de rotation. Il faut donc personnaliser la trajectoire d'évacuation des copeaux.
Voici un exemple concret. Nous avions un client qui fabriquait des implants orthopédiques en titane. Avec une installation standard, la chaleur déformait les vis.
Nous avons personnalisé le processus. Nous avons modifié les paramètres de coupe et la géométrie de la plaquette pour réduire la force de coupe.
Le résultat : Le temps de cycle est passé de 2 minutes à 35 secondes. Le taux de défectuosité est tombé à près de zéro. Nous utilisons également des outils de "fraisage en couches". Ces outils comportent des arêtes d'ébauche et de finition distinctes sur la même plaquette. La durée de vie de l'outil s'en trouve considérablement prolongée.
| Matériau | Défi | Stratégie de personnalisation |
|---|---|---|
| Titane/Inconel | Chaleur et faible conductivité | Liquide de refroidissement à haute pression, angles vifs |
| Acier trempé | Usure rapide des outils | Revêtements renforcés, conception rigide de la fraise |
| Aluminium | Colmatage des copeaux | Cannelures polies, chemin d'évacuation optimisé |
Comment la personnalisation améliore-t-elle l'efficacité des opérations de tourbillonnage CNC ?
Les temps de cycle lents réduisent les marges bénéficiaires. Vous avez besoin d'une machine qui pense plus vite que l'opérateur et qui coupe sans hésitation.
La personnalisation améliore l'efficacité en optimisant les trajectoires des outils et en intégrant l'unité de tourbillonnage dans des équipements composites tels que les tours de type suisse, ce qui peut prolonger la durée de vie des outils jusqu'à 50%. Les systèmes CNC personnalisés minimisent le temps de "coupe à l'air" et rationalisent le débogage, ce qui permet des réglages plus rapides et des cycles de production continus et automatisés avec une réduction des déchets.

L'efficacité ne se résume pas à l'accélération de la rotation de la fraise. C'est l'ensemble du système qui doit fonctionner ensemble.
Lorsque nous personnalisons une tourbillonneuse CNC, nous examinons le logiciel et le flux de travail.
1. Optimisation du système5
Nous modifions les algorithmes de la CNC. Pour un fil spécifique, nous pouvons optimiser les rampes d'accélération et de décélération. Nous utilisons la "liaison multi-axes" pour coordonner parfaitement les mouvements. Cela permet d'économiser des millisecondes à chaque rotation. Sur une série de 10 000 pièces, c'est énorme.
2. Durée de vie et coût des outils6
En adaptant la géométrie de l'outil à la charge exacte, nous réduisons l'usure inutile. Les recherches et notre propre expérience montrent que l'outillage personnalisé peut prolonger la durée de vie de l'outil jusqu'à 50% par rapport à l'utilisation de plaquettes génériques qui "frottent" au lieu de couper. Le coût par pièce s'en trouve considérablement réduit.
3. Simulation et vérification
Nous utilisons un logiciel de simulation avancé pour vérifier la coupe avant l'usinage. Cela raccourcit le "cycle de débogage". Vous ne perdez pas de temps ni de matériel à tester sur la machine ; vous testez sur l'ordinateur. Cela élimine le risque de collision et garantit que lorsque vous appuyez sur "start", la première pièce est correcte. Cette personnalisation transforme une machine autonome en une cellule de production automatisée.
Conclusion
Le tourbillonnage CNC est un processus spécialisé qui exige une personnalisation. En adaptant la géométrie de l'outil, la manipulation des matériaux et le logiciel de commande, vous transformez une machine standard en un moteur de production de haute précision et à grande vitesse qui réduit les déchets et garantit des tolérances strictes.
-
Explorez ce lien pour comprendre les subtilités du tourbillonnage CNC et ses applications dans l'usinage de précision. ↩
-
Explorez ce lien pour comprendre comment le tourbillonnage haut de gamme peut améliorer la précision et répondre à des tolérances strictes dans l'usinage. ↩
-
Découvrez les techniques permettant d'améliorer la rugosité de surface (Ra) pour obtenir de meilleures performances dans les pièces de précision telles que les vis à métaux. ↩
-
Explorez ce lien pour découvrir des stratégies efficaces d'usinage des matériaux sensibles à la chaleur, garantissant de meilleures performances et une réduction des défauts. ↩
-
Explorez ce lien pour découvrir des stratégies efficaces d'optimisation des systèmes CNC, afin d'améliorer l'efficacité et la productivité. ↩
-
Cette ressource fournit des informations sur l'allongement de la durée de vie des outils et la réduction des coûts, deux éléments essentiels pour maximiser l'efficacité de la production. ↩

Chris Lu
Fort de plus d'une décennie d'expérience pratique dans l'industrie des machines-outils, en particulier des machines à commande numérique, je suis là pour vous aider. Que vous ayez des questions suscitées par cet article, que vous ayez besoin de conseils pour choisir le bon équipement (CNC ou conventionnel), que vous envisagiez des solutions de machines personnalisées ou que vous soyez prêt à discuter d'un achat, n'hésitez pas à me CONTACTER. Trouvons ensemble la machine-outil idéale pour vos besoins.