

Quelles sont les caractéristiques d'une perceuse à commande numérique pour le taraudage ?
Vous avez besoin de créer des filetages intérieurs après avoir percé des trous sur votre perceuse à commande numérique ? Vous vous demandez peut-être si votre perceuse est réellement capable de tarauder, ou si vous avez besoin de fonctions spécialisées telles que le taraudage rigide. Essayer de tarauder sans la bonne configuration de la machine peut rapidement conduire à des tarauds cassés coincés dans des pièces coûteuses, ce qui vous coûtera beaucoup de temps et d'argent.
Une perceuse CNC a besoin d'une synchronisation précise de la vitesse de la broche et de l'avance (capacité de taraudage rigide), d'un contrôle variable de la vitesse de la broche, d'un système de refroidissement robuste, de la capacité de maintenir les outils de taraudage en toute sécurité (souvent avec un ATC), et d'un contrôle programmable de la profondeur et des cycles pour effectuer un taraudage efficace.

Il ne suffit pas d'avoir une broche qui tourne pour obtenir un taraudage fiable et précis. Le processus exige des capacités matérielles et logicielles spécifiques qui fonctionnent ensemble. Examinons les différentes méthodes de taraudage et pourquoi certains aspects tels que le taraudage rigide et le liquide de refroidissement sont si importants pour obtenir de bons filetages à chaque fois.
Qu'est-ce que le Flex Tapping ?
Vous disposez d'une machine CNC ancienne ou d'une machine dont la rotation de la broche et l'avance de l'axe Z ne sont pas parfaitement synchronisées ? Essayer de tarauder de manière rigide dans une telle situation garantit presque un taraudage cassé parce que l'avance ne correspondra pas parfaitement au pas de filetage. Le taraudage flexible offre une solution mécanique pour ces scénarios.
Le taraudage flexible utilise un porte-outil spécial "flottant" avec compensation axiale intégrée (tension/compression) qui permet au taraud de suivre son propre pas même si la vitesse d'avance de la machine n'est pas parfaitement synchronisée avec la vitesse de la broche.
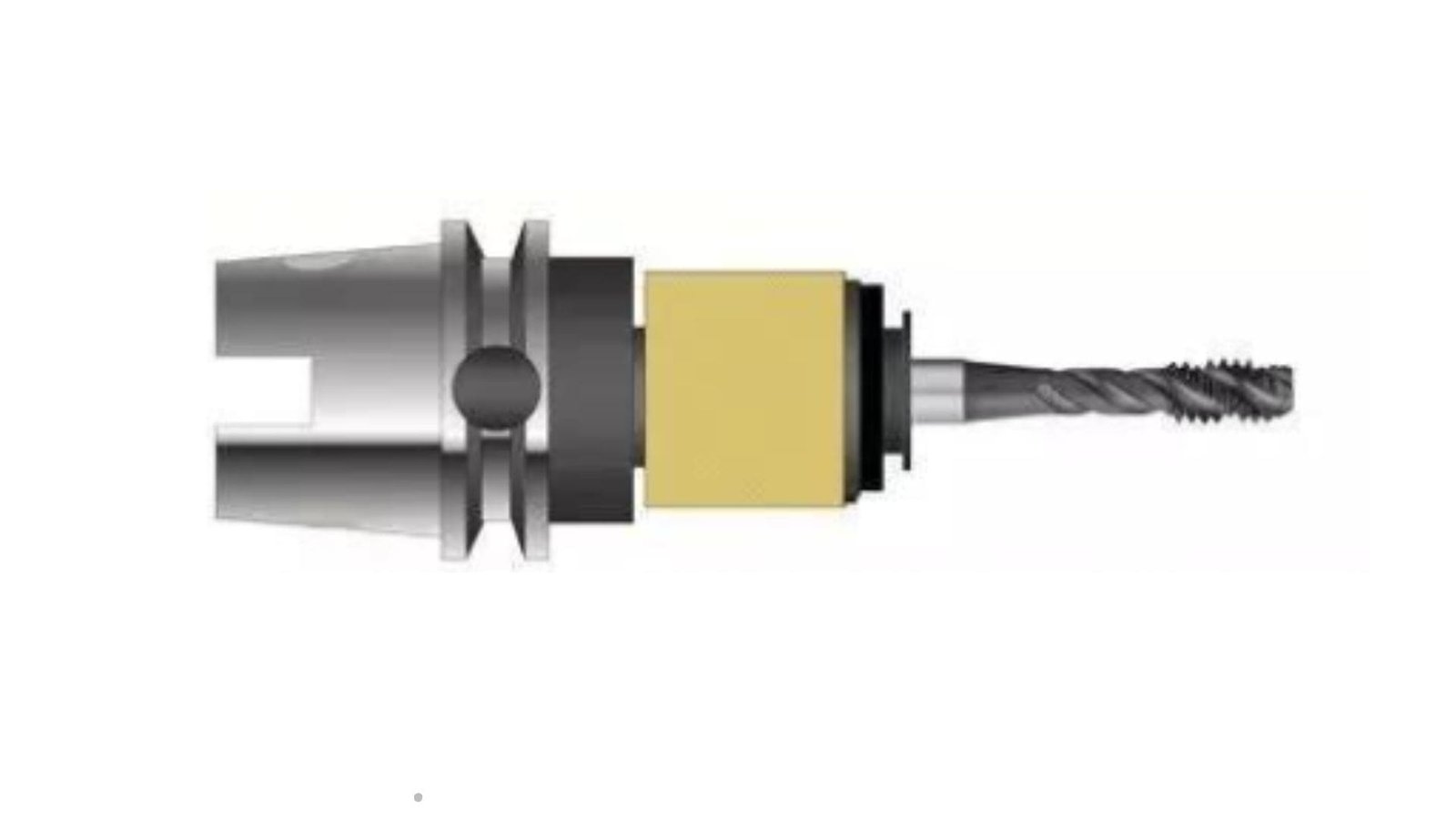
Cette méthode intègre le pardon dans le système en utilisant le porte-outil lui-même. Votre recherche met en évidence ses caractéristiques :
- Capacité d'adaptation : Parce qu'il n'exige pas une synchronisation électronique parfaite, le taraudage flexible peut fonctionner sur des machines dont le contrôle est moins précis ou supporter des erreurs de programmation mineures dans la vitesse d'avance. Il est plus tolérant.
- Support flottant1: L'élément clé. Il permet au taraud de se déplacer légèrement dans le sens axial, ce qui compense les décalages entre le mouvement linéaire de la machine et le mouvement naturel du taraud en fonction du pas.
- La sécurité : Le flotteur intégré réduit le risque de rupture du taraud causée par des erreurs de synchronisation, ce qui en fait une option plus sûre sur les machines moins performantes ou dans les matériaux difficiles où le grippage peut se produire.
- Polyvalence : Peut être utilisé sur une plus large gamme de machines, y compris les anciens modèles sans cycles de taraudage rigides dédiés.
Cependant, la compensation mécanique signifie que le contrôle exact de la profondeur peut être moins précis que le taraudage rigide, que les cycles sont généralement plus lents et que les supports spécialisés peuvent être plus complexes et plus coûteux.
Qu'est-ce que le taraudage rigide ?
Vous devez produire des filetages très précis de manière constante, en particulier dans des matériaux exigeants ou pour des séries de production en grande quantité ? S'appuyer sur des supports de compensation comme dans le cas du taraudage flexible peut ne pas fournir la précision, la vitesse ou la fiabilité du processus nécessaires. Le taraudage rigide est la norme moderne pour le filetage CNC de haute performance.
Le taraudage rigide est une fonction CNC dans laquelle le système de commande de la machine synchronise précisément la vitesse de rotation de la broche et la vitesse d'avance de l'axe Z de manière électronique afin de correspondre exactement au pas du taraud utilisé, ce qui élimine la nécessité d'utiliser des supports de compensation.

Cela signifie que la machine entraîne activement le taraud le long de la trajectoire hélicoïdale correcte à l'aide d'une servocommande précise. Les principales caractéristiques sont les suivantes
- Synchronisation électronique : Le cœur du système. Le contrôleur CNC surveille en permanence la position de la broche (souvent via un encodeur) et ajuste la vitesse du moteur d'avance de l'axe Z pour maintenir une synchronisation parfaite avec le pas de filetage programmé.
- Maintien de l'outil solide : Utilise des porte-outils standard, non flottants, comme les pinces de serrage ER ou les pinces de taraudage rigides dédiées. Cela simplifie l'outillage et augmente la rigidité.
- Haute précision et rapidité2: Le mouvement étant parfaitement contrôlé, le taraudage rigide produit des filets avec une très grande précision de pas et permet des vitesses de taraudage et des avances beaucoup plus rapides que le taraudage flexible.
- Capacité de la machine requise : Il ne s'agit pas seulement d'un choix d'outillage ; la machine CNC doit disposent du matériel (servomoteurs, encodeurs) et du logiciel (options de cycle de taraudage rigide dans la commande) pour effectuer cette synchronisation. Elle est standard sur la plupart des machines modernes, mais peut être une option sur d'autres.
Le taraudage rigide offre un contrôle supérieur, ce qui le rend idéal pour les applications exigeant précision et efficacité, comme dans les secteurs de l'automobile, de l'aérospatiale et de la médecine.
Pourquoi le taraudage rigide est-il essentiel pour un taraudage efficace sur une perceuse à commande numérique ?
Vous savez que le taraudage rigide synchronise le mouvement de la machine, mais pourquoi est-il considéré comme si essentiel pour un taraudage CNC moderne et efficace ? Le taraudage flexible n'est-il pas suffisant ? Bien que le taraudage flexible fonctionne, le taraudage rigide offre des avantages fondamentaux qui se traduisent directement par une meilleure qualité, une plus grande efficacité et des coûts réduits lorsque la machine le supporte.
Le taraudage rigide est crucial car sa synchronisation électronique précise garantit la précision et la qualité du filetage, prolonge considérablement la durée de vie du taraud en éliminant les forces axiales de poussée et de traction, permet des vitesses de coupe beaucoup plus élevées pour une meilleure efficacité, et utilise des porte-outils plus simples, moins coûteux et plus rigides.

Voyons pourquoi ces avantages font du taraudage rigide la méthode préférée sur les machines de perçage CNC performantes, en nous appuyant sur vos observations :
- Précision inégalée (alimentation synchronisée)3: Le lien direct, contrôlé électroniquement, entre la rotation et l'avance garantit que le taraud coupe le filet avec précision selon le pas spécifié, révolution après révolution. Cela élimine les erreurs de pas et permet d'obtenir des filetages toujours précis et de haute qualité, essentiels pour les ajustements exigeants.
- Durée de vie plus longue du robinet (force axiale minimisée)4: En adaptant parfaitement l'avance au pas, la machine évite d'exercer une pression axiale indésirable (en poussant ou en tirant) sur le taraud. Cela réduit considérablement les contraintes exercées sur les arêtes de coupe et prévient l'usure prématurée ou la rupture, ce qui prolonge considérablement la durée de vie de l'outil.
- Efficacité accrue (vitesses plus élevées)5: Le contrôle précis et l'élimination du décalage mécanique permettent de tarauder à des vitesses de broche et des vitesses d'avance beaucoup plus élevées que ce qui est généralement possible ou sûr avec le taraudage flexible. Cela permet de réduire considérablement les temps de cycle, d'augmenter le rendement de la machine et de réduire les coûts de fabrication, ce qui est particulièrement visible dans la production en grande série.
- Outillage simplifié et rentable : Le taraudage rigide utilise des porte-outils standards et solides (comme les pinces de serrage ER). Ceux-ci sont intrinsèquement plus rigides, de conception plus simple et généralement moins coûteux que les porte-outils complexes à tension/compression nécessaires pour le taraudage flexible.
Essentiellement, pour toute machine de perçage CNC moderne qui en est équipée, le taraudage rigide offre un contrôle supérieur du processus, ce qui conduit directement à de meilleurs résultats : des filets de meilleure qualité, des outils plus durables, une production plus rapide et des dépenses d'outillage réduites.
Une perceuse à commande numérique a-t-elle besoin d'un liquide de refroidissement pendant le taraudage ?
Vous préparez une opération de taraudage sur votre perceuse CNC et vous vous demandez s'il faut utiliser un liquide de refroidissement ? Le taraudage génère des frottements et de la chaleur importants, en particulier dans les matériaux plus durs comme l'acier inoxydable ou à des vitesses plus élevées. Ne pas utiliser de liquide de refroidissement peut sembler plus propre ou plus simple au départ, mais cela entraîne souvent des problèmes qui coûtent plus cher à long terme.
Oui, l'utilisation d'un liquide de refroidissement pendant le taraudage CNC est presque toujours nécessaire et fortement recommandée. Le liquide de refroidissement assure une lubrification essentielle, un refroidissement et un rinçage des copeaux, ce qui améliore directement la qualité du filetage, empêche la rupture du taraud et prolonge considérablement la durée de vie de l'outil de taraudage.
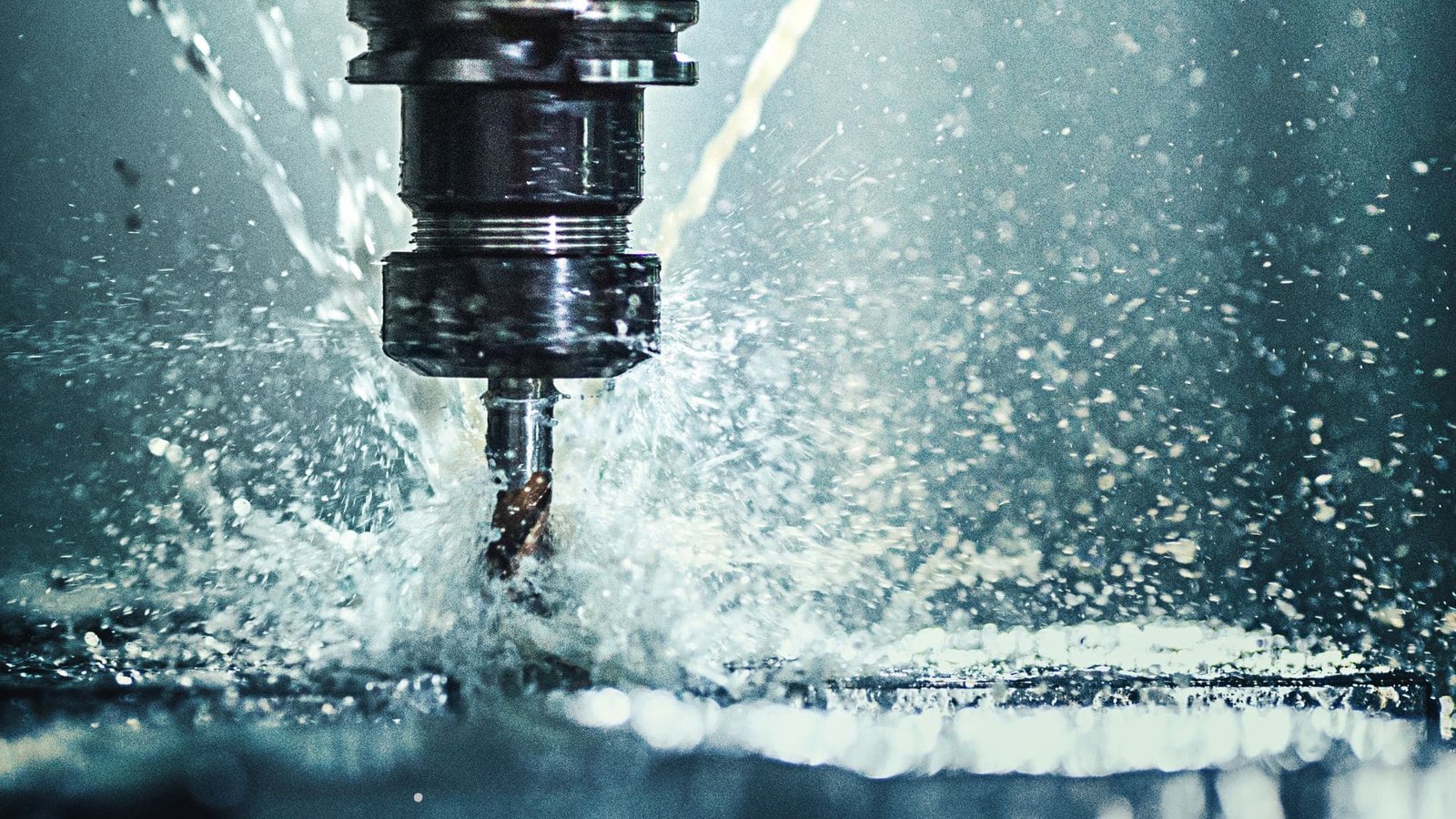
Le taraudage est un processus de coupe à friction élevée, et la gestion de la chaleur et des copeaux générés est essentielle pour réussir. Votre recherche explique pourquoi liquide de refroidissement6 est vital et les types couramment utilisés :
- Pourquoi le liquide de refroidissement est crucial :
- Lubrification : Réduit la friction entre les arêtes de coupe du taraud et le matériau de la pièce. Cela réduit le couple nécessaire, rend l'action de coupe plus douce, empêche le soudage du matériau sur le taraud (en particulier dans l'aluminium) et améliore la finition de la surface.
- Refroidissement : Dissipe la chaleur intense générée dans la zone de coupe. Cela empêche le taraud de se ramollir (perte de dureté) et de s'user rapidement, et évite les problèmes de dilatation thermique qui peuvent affecter la précision du filetage.
- Chip Flushing : Permet d'éliminer les petits copeaux, souvent étroitement enroulés, produits pendant le taraudage. Cela empêche les copeaux de s'accumuler dans les goujures du taraud, ce qui peut entraîner le blocage, la rupture ou la coupe de filets surdimensionnés ou endommagés. Un rinçage efficace est particulièrement important dans les trous borgnes.
- Types de liquides de refroidissement courants et livraison :
- Fluides hydrosolubles (émulsions, semi-synthétiques) : Offrent un bon équilibre entre le refroidissement et la lubrification. Largement utilisé, rentable. L'utilisation de concentrations plus riches (par exemple, 8-10%) peut améliorer la lubrification pour le taraudage.
- Fluides synthétiques : Principalement à base d'eau, ils offrent un excellent refroidissement et une grande propreté. Le pouvoir lubrifiant varie.
- Huiles de coupe (huiles pures) : Fournissent une lubrification supérieure, souvent préférée pour les matériaux durs (aciers inoxydables, alliages) ou le taraudage de formes. Capacité de refroidissement inférieure à celle des fluides à base d'eau.
- Livraison : L'arrosage par inondation est courant. L'arrosage à travers la broche (le liquide de refroidissement est acheminé par des canaux dans la broche et l'outil) est très efficace pour rincer les copeaux, en particulier dans les trous profonds ou borgnes.
Le choix idéal du liquide de refroidissement dépend du matériau (par exemple, huile pure pour les aciers, émulsions spécifiques pour l'aluminium), du type de taraudage (coupe ou formage) et des pratiques de l'atelier. Cependant, négliger complètement le liquide de refroidissement pendant le taraudage est une recette pour une défaillance prématurée de l'outil, une mauvaise qualité du filetage et un risque de rebut de la pièce à usiner.
Conclusion
Pour un taraudage efficace, une perceuse à commande numérique a besoin d'un contrôle précis, comme une synchronisation rigide du taraudage, une vitesse variable, un bon maintien de l'outil et un bon arrosage, afin de garantir des filetages précis, une bonne durée de vie de l'outil et une production efficace.
-
L'étude du rôle des supports flottants peut vous aider à optimiser vos opérations de taraudage et à réduire les erreurs. ↩
-
L'étude de l'impact de la haute précision et de la vitesse peut améliorer votre connaissance de l'efficacité de l'usinage et de la précision du filetage. ↩
-
Découvrez comment l'alimentation synchronisée améliore la précision de l'usinage CNC, garantissant des filets de haute qualité et la précision de la production. ↩
-
Découvrez l'importance de la minimisation de la force axiale dans l'usinage CNC et comment elle contribue à prolonger la durée de vie de l'outil et à améliorer l'efficacité. ↩
-
Découvrez les avantages des vitesses de broche plus élevées dans le domaine du taraudage CNC, notamment une efficacité accrue et des coûts de fabrication réduits. ↩
-
Comprendre le rôle du liquide de refroidissement peut considérablement améliorer l'efficacité de votre taraudage et la longévité de votre outil. Explorez cette ressource pour obtenir des informations approfondies. ↩

Chris Lu
Fort de plus d'une décennie d'expérience pratique dans l'industrie des machines-outils, en particulier des machines à commande numérique, je suis là pour vous aider. Que vous ayez des questions suscitées par cet article, que vous ayez besoin de conseils pour choisir le bon équipement (CNC ou conventionnel), que vous envisagiez des solutions de machines personnalisées ou que vous soyez prêt à discuter d'un achat, n'hésitez pas à me CONTACTER. Trouvons ensemble la machine-outil idéale pour vos besoins.