
Quelles sont les différences entre les porte-outils BT et BBT ?
Vous investissez dans des machines CNC haut de gamme, mais perdez-vous en précision à cause d'un simple écart dans votre porte-outil ? Comprendre la distinction entre les systèmes BT standard et les systèmes BBT à double contact est essentiel pour la fabrication de précision.
La principale différence réside dans la surface de contact. Les porte-outils BT standard n'entrent en contact avec la broche que par le biais du cône, ce qui laisse un espace entre la bride et la face de la broche. Les supports BBT présentent une conception à double contact, touchant simultanément le cône et la face de la broche, ce qui élimine cet espace et augmente considérablement la rigidité.
Les porte-outils BT standard ont été le cheval de bataille de l'industrie pendant des décennies, mais ils présentent des limites physiques lorsqu'on les sollicite fortement. Le système BBT (souvent appelé "Big Plus" ou double contact) résout ces limitations en modifiant la façon dont le porte-outil est placé dans la broche. Examinons les changements de conception spécifiques qui rendent le système BBT unique.
Quelles sont les structures du porte-outil BT et du porte-outil BBT ?
Au premier coup d'œil, ces deux supports semblent presque identiques, mais un examen plus approfondi de la collerette et du cône révèle la magie de l'ingénierie qui les différencie.
Le support BT utilise un rapport de conicité de 7:24 et s'appuie uniquement sur cette forme de cône pour l'alignement, ce qui laisse un espace visible d'environ 3 mm au niveau de la bride. Le support BBT utilise les mêmes dimensions de cône mais modifie les tolérances de la bride et de la face de la broche pour assurer un contact simultané aux deux points.
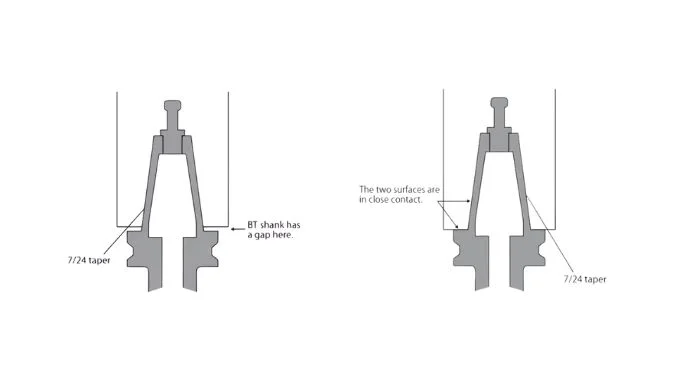
Pour comprendre la structure, nous devons examiner les bases de la conception "BT". BT est l'abréviation de "Cône Morse1"avec une construction de tige spécifique utilisée dans le monde entier. La géométrie de base est le cône 7:24. Cela signifie que pour chaque 24 mm de longueur axiale, le diamètre de la tige diminue de 7 mm. On retrouve cette caractéristique dans toutes les tailles standard, qu'il s'agisse de la petite BT30, de la BT40 standard ou de la BT50 à usage intensif.
Dans un montage BT classique, la connexion est simple. La tige conique est tirée dans la broche par le goujon de traction. Elle se cale fermement. Toutefois, les normes de fabrication du BT sont conçues de manière à ce que la face plate du support (la bride) ne touche jamais le nez de la broche. Il y a généralement un espace d'environ 3 mm. Cet espace garantit que le cône s'insère complètement sans interférence.
La conception structurelle du BBT modifie cette règle. Développée à l'origine par Big Daishowa, cette "Système à double contact2 resserre les tolérances de manière significative. La déformation élastique de la broche est prise en compte dans la conception. Lorsque la barre de traction tire le support BBT vers le haut, le cône entre en contact en premier, et lorsque la broche se dilate légèrement sous l'effet de la force de serrage, la face du support entre fermement en contact avec la face de la broche. L'écart de 3 mm est ainsi complètement comblé. Pour y parvenir, le support et la broche doivent être rectifiés selon des spécifications exactes.
Comparaison des structures
| Fonctionnalité | Système BT standard | Système BBT à double contact |
|---|---|---|
| Rapport de conicité | 7:24 | 7:24 |
| Espace contact | Cône uniquement | Cône + face de la broche |
| Espace entre les brides | ~3mm d'écart | 0mm (contact total) |
| Origine de la fabrication | Norme mondiale (MAS 403) | Big Daishowa (Japon) |
Qu'est-ce qui fait qu'un système à double contact est supérieur à un système à cône seul en termes de rigidité ?
Lorsque vous faites fonctionner une machine à grande vitesse, la physique commence à jouer contre vous. L'espace structurel dans les supports standard devient un point faible qui nuit à la rigidité.
Les systèmes à double contact sont supérieurs car le contact frontal agit comme une butée dure, empêchant l'outil d'être tiré dans la broche par la force centrifuge. Ce point d'appui supplémentaire augmente la rigidité globale de 20% à 30% par rapport aux systèmes à cône seul, ce qui réduit considérablement les vibrations et la déflexion.

Voyons pourquoi l'écart de 3 mm dans les porte-outils standard pose un tel problème. Lorsque je fais tourner une broche à haute vitesse - disons entre 12 000 et 18 000 tours/minute - la force centrifuge prend le dessus. L'arbre de la broche tourne si vite que l'embouchure de la broche se dilate vers l'extérieur. Elle s'ouvre comme une cloche.
Dans un système BT standard, la seule chose qui maintient l'outil en place est le cône. Lorsque la bouche de la broche s'ouvre, le porte-outil perd son ajustement serré. La force de la barre de traction tire alors le porte-outil plus profondément dans la broche. C'est ce que nous appelons le "pull-in". C'est un cauchemar pour la précision. Il modifie la position de l'axe Z, ce qui signifie que votre outil coupe maintenant plus profondément que vous ne l'aviez programmé.
Le système BBT l'empêche physiquement. La bride du support étant fermement appuyée contre la face de la broche, l'outil ne peut pas être tiré vers l'arrière. Le contact avec la face agit comme une barrière rigide. Ce double support crée une base plus large pour l'outil et absorbe l'énergie des vibrations. Nos observations montrent que cette conception permet d'augmenter la durée de vie globale de l'outil. rigidité de la broche3 de manière significative.
Données sur l'impact des performances
| Mesure de la performance | Porte-outils BT | Porte-outils BBT | Amélioration |
|---|---|---|---|
| Rigidité de la broche | Base de référence | +20% à 30% | Augmentation significative de la stabilité |
| Z-Axis Pull-In4 | Se produit à haut régime | Éliminé | Meilleure précision de la profondeur |
| Vibrations | Plus élevé (enclin au bavardage) | Supprimée | Finition de surface plus lisse |
Le passage du BT standard au BBT peut-il se traduire directement par une augmentation de la durée de vie des outils de coupe ?
Les outils en carbure sont coûteux. Si votre porte-outil vibre, vous frappez essentiellement vos fragiles fraises à mort à chaque rotation.
Oui, le passage au BBT prolonge directement la durée de vie de l'outil en stabilisant l'arête de coupe. La rigidité accrue empêche les micro-vibrations et le broutage, qui sont les principales causes des coins ébréchés et des défaillances prématurées des outils en carbure, ce qui permet d'obtenir des schémas d'usure cohérents.

Vous pouvez acheter les produits les plus chers broyeur à bouts revêtus5 Le carbure de tungstène est l'un des meilleurs matériaux au monde, mais si vous le placez dans un support mal fixé, il s'abîmera. Le carbure est incroyablement dur, mais il est également fragile. Il déteste les vibrations.
Dans un système BT standard, ce minuscule mouvement permis par l'espace - même s'il est microscopique - provoque le "fretting". Le fretting est un type d'usure causé par des micro-vibrations entre le porte-outil et la broche. Ces vibrations descendent jusqu'à l'arête de coupe. Lorsque l'outil entre dans la coupe, s'il vibre, les coins de la fraise s'écaillent. Une fois le revêtement écaillé, la chaleur s'accumule et l'outil se consume.
Le Système BBT6 bloque l'outil en place. Comme le contact frontal empêche l'outil de basculer ou de s'incliner sous une charge importante, l'arête de coupe pénètre dans le matériau en douceur à chaque fois. Le "broutage" est supprimé. Cela signifie que vous pouvez souvent travailler à des vitesses d'avance plus élevées sans endommager l'outil. Nous avons vu des cas où le simple fait de passer à des porte-outils à double contact a doublé la durée de vie d'une fraise dans des matériaux difficiles comme le titane ou l'acier inoxydable.
Quelles sont les limites de compatibilité lorsque l'on mélange des porte-broches et des broches BT et BBT ?
Vous craignez peut-être que le passage au BBT signifie que vous devez jeter vos anciens outils. Heureusement, la conception permet une certaine flexibilité, mais vous devez connaître les règles.
Les porte-outils BBT et BT sont généralement interchangeables, ce qui signifie qu'ils s'adaptent et fonctionnent dans les broches de l'un et de l'autre. Cependant, les avantages du double contact ne sont obtenus que lorsqu'un porte-outil BBT est associé à une broche BBT ; les mélanger donne une connexion conique standard avec une rigidité réduite.
L'un des aspects les plus intéressants de la BBT design7 est qu'elle ne vous oblige pas à mettre votre stock au rebut. Les fabricants ont conservé la même géométrie de base. Toutefois, vous devez gérer vos attentes en matière de performances.
Il est possible de faire des mélanges, mais les résultats varient. Si vous mettez un support standard dans une broche BBT, cela fonctionne, mais vous perdez la magie du "double contact" parce que la face du support n'est pas mise à la terre pour toucher la broche. Inversement, si vous mettez un support BBT dans une broche standard plus ancienne, la face de la broche n'est pas préparée à le recevoir, et vous obtenez à nouveau un écart. Pour faciliter la compréhension, j'ai décomposé les combinaisons ci-dessous.
Matrice de compatibilité
| Type de support | Type de broche | Contact direct ? | Performance résultante |
|---|---|---|---|
| Détenteur de BBT | Broche BBT | OUI | Grande rigidité (double contact) |
| Support BT | Broche BBT | NON | Rigidité standard (l'écart existe) |
| Détenteur de BBT | Broche BT | NON | Rigidité standard (l'écart existe) |
Remarque : Bien que le mélange soit sûr pour les travaux généraux, il faut toujours utiliser un jeu de BBT adapté pour les opérations de haute précision ou les travaux lourds afin d'éviter une usure inégale du cône de la broche au fil du temps.
Conclusion
Les porte-outils BT standard laissent un espace, ce qui entraîne une instabilité. Les porte-outils BBT utilisent un double contact pour combler cet espace, augmentant ainsi la rigidité jusqu'à 30%, prolongeant la durée de vie de l'outil et garantissant la précision à grande vitesse.
-
Il est essentiel de comprendre le cône morse pour saisir les principes fondamentaux de la conception des porte-outils et de leurs applications dans l'usinage. ↩
-
L'exploration du système BBT à double contact donnera un aperçu des technologies de serrage avancées qui améliorent la précision et les performances. ↩
-
Comprendre la rigidité de la broche est essentiel pour améliorer la précision et les performances de l'usinage, ce qui rend cette ressource inestimable. ↩
-
L'étude de la traction sur l'axe Z vous aidera à comprendre son impact sur la précision de la profondeur de l'outil, essentielle pour un usinage de haute qualité. ↩
-
Explorez ce lien pour comprendre comment les fraises revêtues améliorent les performances et la longévité des applications d'usinage. ↩
-
Découvrez les avantages du système BBT pour la stabilité et la performance de l'outil, garantissant de meilleurs résultats d'usinage. ↩
-
Explorez ce lien pour comprendre la conception innovante du BBT et la manière dont il améliore les performances sans nécessiter de modifications de l'inventaire. ↩

Chris Lu
Fort de plus d'une décennie d'expérience pratique dans l'industrie des machines-outils, en particulier des machines à commande numérique, je suis là pour vous aider. Que vous ayez des questions suscitées par cet article, que vous ayez besoin de conseils pour choisir le bon équipement (CNC ou conventionnel), que vous envisagiez des solutions de machines personnalisées ou que vous soyez prêt à discuter d'un achat, n'hésitez pas à me CONTACTER. Trouvons ensemble la machine-outil idéale pour vos besoins.