

Un centre d'usinage de profilés en aluminium peut-il également usiner de l'acier ?
Vous disposez d'une machine conçue pour l'aluminium, mais un client vous demande de découper une pièce en acier. Vous craignez que le matériau plus dur n'endommage votre équipement ou ne produise de mauvais résultats.
Oui, un centre d'usinage de profilés en aluminium peut usiner des aciers tels que l'acier matricé et l'acier #45. Il n'y a pas de différence fondamentale dans le processus de fraisage. La réussite réside dans l'ajustement de vos paramètres de coupe et le changement de vos outils. Vous devez privilégier la durée de vie et la rigidité de l'outil par rapport à la vitesse.
J'ai vu de nombreux propriétaires d'ateliers refuser des travaux sur l'acier parce qu'ils pensaient que leurs machines étaient "réservées à l'aluminium". C'est une erreur. Avec plus de 12 ans d'expérience dans le secteur des machines-outils, je sais que la machine est capable de fonctionner si vous la traitez correctement. Il suffit de changer sa façon d'envisager la coupe.
Comment les vitesses d'avance et de broche diffèrent-elles lorsqu'on passe de l'aluminium à l'acier ?
Si vous essayez de travailler l'acier à la même vitesse que l'aluminium, vous brûlerez votre outil en quelques secondes. La physique des matériaux est complètement différente.
L'usinage de l'aluminium est axé sur une grande efficacité, en utilisant des vitesses de broche élevées (souvent 3 à 4 fois supérieures à celles de l'acier) pour maximiser l'enlèvement de matière. L'usinage de l'acier est limité par la rigidité et la charge de l'outil. Vous devez définir les paramètres de manière prudente, en réduisant la vitesse et l'avance afin d'éviter une chaleur excessive et de protéger la machine.
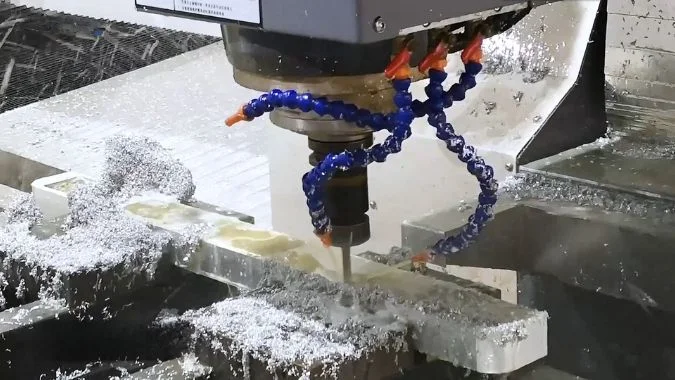
Lorsque nous machine en aluminium1L'aluminium est souple et dissipe bien la chaleur. L'aluminium est souple et dissipe bien la chaleur. Il veut coller à l'outil. Nous faisons donc tourner la broche rapidement - souvent à des milliers de tours/minute - et nous l'alimentons rapidement. Nous voulons arracher le matériau aussi vite que la machine le permet. Les copeaux volent partout et la chaleur part avec les copeaux.
L'acier est différent. Il est plus dur et génère beaucoup plus de résistance. Si l'on fait tourner l'acier à grande vitesse, on génère trop de frottement. Cela crée une chaleur massive que le matériau ne peut pas évacuer rapidement. Comme un centre d'usinage de profilés en aluminium n'est pas aussi lourd qu'un centre d'usinage spécialisé, il n'a pas la même rigidité. Les charges élevées le font vibrer.
Ainsi, lorsque je passe à l'acier, je ralentis tout. Je réduis considérablement la vitesse de la broche par rapport à l'aluminium. Cela permet de limiter la chaleur. Je diminue également la vitesse d'avance. Cela réduit la "charge de copeaux" ou la quantité de matière que la dent coupe par rotation. Cette approche prudente protège la machine. Elle empêche la broche de caler et le châssis de fléchir. Vous échangez du temps contre de la capacité. Il faut plus de temps pour couper la partie en acier2mais la pièce est correcte.
| Matériau | Objectif | Vitesse (RPM) | Vitesse d'alimentation | Facteur limitant |
|---|---|---|---|---|
| Aluminium | Haute efficacité | Haut | Haut | Évacuation des puces |
| Acier | Survie des outils | Faible | Faible | Rigidité de la machine |
Quels sont les ajustements à apporter à l'outillage si vous usinez de l'acier sur un centre en aluminium ?
Utiliser une fraise en aluminium sur de l'acier, c'est comme essayer de couper un steak avec une cuillère en plastique. La géométrie n'est pas la bonne et la fraise finira par se casser.
Les outils en aluminium utilisent de grands angles de coupe et de grandes goujures (1 ou 3 goujures) pour éviter le collage. Les outils en acier nécessitent des angles de coupe plus petits pour la solidité et des conceptions à cannelures multiples (4 ou plus) pour résister à des forces de coupe élevées. Vous avez besoin d'outils revêtus qui résistent à la chaleur et à l'abrasion.
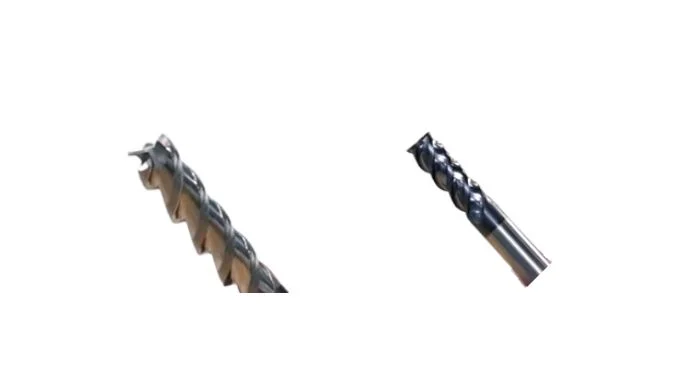
L'outil fait le travail. Vous devez choisir le bon. Nous vérifions toujours le bac à outils avant un travail. Pour l'aluminium, nous utilisons des outils qui ont l'air "tranchants" et "ouverts". Ils ont généralement une ou trois goujures. Les "vallées" (cannelures) entre les lames sont profondes et larges. Cela s'explique par le fait que les copeaux d'aluminium sont gros et collants. Ils ont besoin d'espace pour s'échapper. S'ils restent coincés, ils se soudent à l'outil.
Pour l'acier, nous avons besoin d'un outil qui soit ".fort3." Nous passons à des outils à quatre, cinq ou six cannelures. Pourquoi ? Parce que l'acier sollicite fortement l'arête de coupe. Un outil à grandes goujures a un noyau mince. Il est faible. Il se brisera sous la pression de l'acier. Un outil avec de nombreuses cannelures a un noyau épais. Il est rigide.
Examinez également le revêtement. Les outils en aluminium sont souvent non revêtus ou polis. Les outils en acier ont besoin de revêtements tels que TiAlN (nitrure de titane et d'aluminium)4. Ces revêtements agissent comme un bouclier thermique. Ils permettent à l'outil de résister aux températures élevées générées par la coupe de métaux durs. Nous modifions également l'angle. Nous utilisons un angle de coupe plus petit. L'arête de coupe est ainsi moins tranchante mais beaucoup plus résistante. Il pousse l'acier au lieu de le trancher comme un rasoir.
Pourquoi l'arrosage par déversement est-il souvent nécessaire pour l'usinage de l'acier, mais pas toujours pour les profilés en aluminium ?
Vous pouvez couper l'aluminium à sec et balayer les copeaux plus tard. Si vous essayez de le faire avec de l'acier, vous abîmerez la pièce et l'outil.
L'aluminium dissipe rapidement la chaleur, de sorte que le soufflage d'air suffit souvent à éliminer les copeaux. L'acier a une faible conductivité thermique, ce qui signifie que la chaleur s'accumule dans la coupe. Vous devez utiliser un liquide de refroidissement pour lubrifier l'outil, réduire les frottements et empêcher la déformation thermique de la pièce.

La chaleur est l'ennemie de la précision. Lorsque j'usine de l'aluminium, je me préoccupe surtout des copeaux. J'utilise un jet d'air ou un brouillard. L'air souffle les copeaux hors du trou. Comme l'aluminium conduit très bien la chaleur, celle-ci part avec le copeau. La pièce reste généralement suffisamment froide.
L'acier retient la chaleur. Sa conductivité thermique est faible. Lorsque vous fraisez de l'acier, le frottement est intense. L'outil chauffe. La pièce à usiner devient chaude. Si la pièce est chaude, elle se dilate. Vous pouvez couper la pièce à la taille parfaite, mais lorsqu'elle refroidit, elle rétrécit. Vos dimensions sont alors erronées. C'est ce que l'on appelle "déformation thermique5."
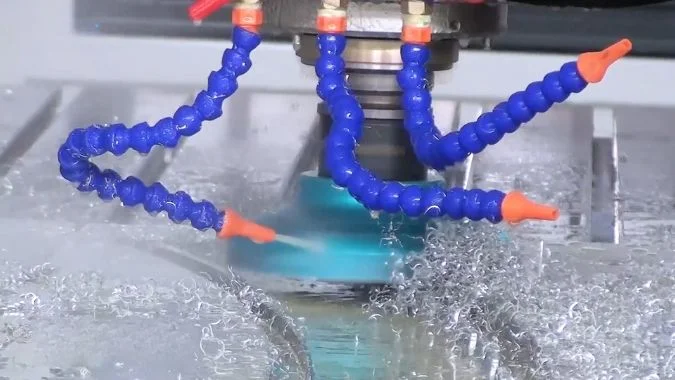
Pour y mettre fin, nous utilisons inondation du liquide de refroidissement6. Nous utilisons beaucoup de liquide de refroidissement. Cela a deux effets :
- Refroidissement : Il maintient la température stable. La pièce conserve la même taille. L'outil ne se ramollit pas à cause de la surchauffe.
- Lubrification : Il rend la surface glissante. Cela réduit la friction entre l'outil et l'acier. Une friction plus faible signifie qu'il faut moins de force pour couper. Comme un centre de profilage en aluminium n'est pas aussi rigide qu'un centre d'usinage, tout ce qui réduit la force de coupe aide la machine à couper en douceur sans trembler.
Quels changements sont nécessaires en raison des limites de rigidité des centres d'usinage de profilés en aluminium ?
Votre machine est conçue pour la vitesse, pas pour la force brute. Si vous la poussez trop fort contre de l'acier, elle se plaindra en vibrant.
La rigidité de la machine est relative ; vous pouvez usiner des matériaux plus durs si vous modifiez votre approche. Les centres en aluminium sont plus légers. Pour traiter l'acier, vous devez minimiser les vibrations en effectuant des coupes plus légères (profondeur de coupe plus faible) et en augmentant le nombre de passes. Cela permet de réduire la charge sur le bâti de la machine.
La rigidité est simplement une mesure de l'ampleur de la flexion de la machine sous l'effet de la charge. Un centre d'usinage robuste est comme un char d'assaut. Il ne plie pas. Un centre profilé en aluminium est plus léger. Il est conçu pour des mouvements rapides. Lorsque vous coupez de l'acier, la résistance crée une force de "refoulement". Si cette force est trop importante, la structure de la machine fléchit légèrement. Cela provoque un "broutage" ou une déflexion. Vous entendez un bruit fort et la surface de l'acier ressemble à un disque de tourne-disque.
Cela signifie-t-il que vous ne pouvez pas couper de l'acier ? Non. Cela signifie que vous devez réduire la force. Pour ce faire, nous modifions le paramètre "Profondeur de coupe7"(Ap) et "Largeur de coupe8"(Ae). Au lieu d'essayer de couper 5 mm de profondeur en une seule passe, je coupe 1 mm de profondeur. Je fais cinq passes au lieu d'une.
Cela réduit la charge sur la broche et le châssis. La force devient suffisamment faible pour que la machine redevienne rigide. Cela prend plus de temps. Vous ne pouvez pas rivaliser avec un centre d'usinage lourd en termes de vitesse. Mais vous pouvez rivaliser en termes de qualité. En respectant les limites de la machine et en prenant des coups plus légers, je peux produire des pièces en acier qui sont tout aussi précises que celles provenant d'une machine plus lourde.
Conclusion
Un centre de profilage en aluminium peut usiner de l'acier si vous vous adaptez. Vous devez utiliser des outils multi-cannelures plus puissants, du liquide de refroidissement et des paramètres prudents pour respecter les limites de rigidité de la machine.
-
Explorez ce lien pour découvrir des techniques et des conseils efficaces pour l'usinage de l'aluminium. ↩
-
Découvrez des conseils d'experts sur la découpe de pièces en acier pour garantir la précision et la qualité de vos projets d'usinage. ↩
-
Comprendre l'importance de la résistance des outils de coupe permet d'améliorer l'efficacité de l'usinage et la longévité des outils. ↩
-
L'étude des revêtements TiAlN peut permettre d'améliorer les performances et la durabilité des outils dans les applications à haute température. ↩
-
La compréhension de la déformation thermique est cruciale pour l'usinage de précision, car elle affecte les dimensions finales de votre pièce. ↩
-
L'étude du liquide de refroidissement peut améliorer votre processus d'usinage en maintenant la température et en réduisant les frottements, ce qui permet d'obtenir de meilleurs résultats. ↩
-
La compréhension de la profondeur de coupe est essentielle pour optimiser les processus d'usinage et obtenir des résultats de haute qualité. ↩
-
L'exploration de la largeur de coupe peut vous aider à améliorer l'efficacité de l'usinage et la qualité de vos produits finis. ↩

Chris Lu
Fort de plus d'une décennie d'expérience pratique dans l'industrie des machines-outils, en particulier des machines à commande numérique, je suis là pour vous aider. Que vous ayez des questions suscitées par cet article, que vous ayez besoin de conseils pour choisir le bon équipement (CNC ou conventionnel), que vous envisagiez des solutions de machines personnalisées ou que vous soyez prêt à discuter d'un achat, n'hésitez pas à me CONTACTER. Trouvons ensemble la machine-outil idéale pour vos besoins.