

Pourquoi un centre de taraudage est-il le meilleur choix pour les pièces en aluminium plutôt qu'en acier ?
Vous avez du mal à rentabiliser l'usinage de pièces en aluminium sur des fraiseuses à haut rendement. Les temps de cycle sont trop longs et la finition est approximative. Vous avez besoin d'une solution plus rapide.
Les centres de taraudage sont optimisés pour l'aluminium car leurs broches à grande vitesse et à faible couple s'adaptent parfaitement à la nature souple et ductile de l'aluminium. Elles utilisent une accélération rapide et des changements d'outils rapides comme l'éclair pour minimiser les temps morts, alors qu'elles n'ont pas le couple de fin de course nécessaire pour couper l'acier dur sans décrochage ni vibration.
Certains propriétaires d'ateliers commettent l'erreur d'acheter la mauvaise machine pour le travail à effectuer. Ils essaient de couper de l'acier sur un centre de taraudage et cassent la broche, ou ils coupent de l'aluminium sur une fraise lourde et perdent de l'argent en temps. Permettez-moi de vous expliquer pourquoi le centre de perçage et de taraudage est le roi de la transformation de l'aluminium et pourquoi vous devriez le tenir à l'écart de l'acier lourd.
Comment la vitesse de rotation élevée d'un centre de taraudage profite-t-elle à l'usinage de l'aluminium ?
Vos pièces en aluminium présentent des aspérités. Les polir prend des heures. Vous vous demandez pourquoi votre machine n'est pas en mesure d'obtenir immédiatement une finition miroir.
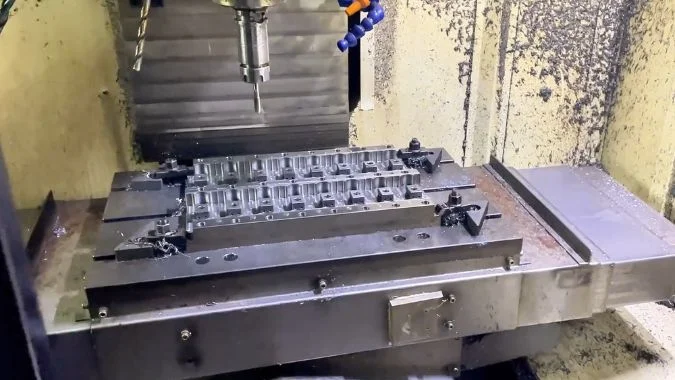
La vitesse élevée de la broche (plus de 20 000 tr/min) permet de faire fondre efficacement l'aluminium. Cette vitesse empêche le métal mou de coller à l'outil (arête rapportée), créant une finition de surface lisse tout en utilisant la force centrifuge pour éjecter les copeaux instantanément, évitant ainsi la recoupe.

L'aluminium est un métal délicat car il est mou et collant. Si vous le coupez lentement, il agit comme un chewing-gum. Il colle à l'outil de coupe. C'est ce que nous appelons un "bord construit1." Lorsque cela se produit, l'outil ne coupe pas proprement ; il déchire le métal. Il en résulte une surface rugueuse et laide qu'il faut ensuite polir.
A centre de taraudage2 résout ce problème grâce à la vitesse brute. La plupart de nos modèles tournent à des vitesses de 20 000 tr/min ou plus. Certains atteignent même 30 000 tr/min. Lorsque l'outil tourne aussi vite, l'aluminium se détache proprement. Il laisse immédiatement une surface brillante. Il n'est pas nécessaire de la polir par la suite. Vous économisez ainsi une étape entière de la production.
Pensez aussi aux puces. À grande vitesse, la force centrifuge agit comme un moteur à réaction. Elle projette immédiatement les copeaux hors de la zone de coupe. Cela évite que les copeaux ne rayent la pièce ou ne s'emmêlent autour de l'outil. C'est ce que nous appelons la stratégie "légère et rapide". Vous effectuez de petites coupes, mais vous vous déplacez incroyablement vite. Pour les petites pièces de moins de 50 mm, c'est le seul moyen d'obtenir une grande précision. Les électrobroches haut de gamme utilisées dans ces machines ont un faux-rond inférieur à 1µm, ce qui garantit la stabilité même à vitesse maximale.
Pourquoi un couple faible est-il un facteur limitant lors de l'utilisation de centres de taraudage pour l'acier ?
Vous essayez de percer un trou dans l'acier, mais la machine se bloque. La broche crie et l'outil se casse. Vous avez poussé la machine au-delà de ses limites.
L'acier nécessite une force de coupe élevée pour cisailler le matériau, ce qui exige un couple élevé à faible vitesse. Les centres de taraudage utilisent des broches à entraînement direct conçues pour la vitesse et non pour la puissance. Elles n'ont pas la force de torsion nécessaire pour couper efficacement l'acier, ce qui entraîne des vibrations, un glissement de l'outil et une surcharge du moteur.

Vous devez comprendre la différence entre la puissance et le couple. Les centres de taraudage sont rapides, mais ils ne sont pas assez musclés pour l'acier. L'acier présente une résistance au cisaillement et une dureté élevées (dureté Brinell 200-400+). Pour le couper, vous avez besoin d'une grande force de torsion (couple), en particulier à faible vitesse.
Les broches de centre de taraudage sont généralement "entraînement direct3"ou "électrobroches". Elles connectent le moteur directement à l'outil pour obtenir une vitesse de rotation élevée. Cette conception sacrifie le couple. Lorsque vous essayez de tarauder un trou dans de l'acier inoxydable, la résistance est énorme. La broche risque de ne pas avoir assez de force pour faire tourner le taraud.
Cela provoque un "cliquetis" ou des vibrations. L'outil peut glisser ou s'arrêter complètement. Si l'outil s'arrête alors que la machine tente de se déplacer, il se casse. J'ai vu des clients ruiner des broches coûteuses en essayant de les forcer à couper de l'acier allié. C'est comme essayer de tirer une remorque avec une voiture de course. Le moteur est rapide, mais il finira par s'éteindre sous l'effet de la charge. Si vous devez couper de l'acier, vous avez besoin d'une machine dotée d'une boîte de vitesses ou d'une puissance supérieure, et non d'un entraînement direct à grande vitesse.
| Fonctionnalité | Exigences en matière d'aluminium | Exigences en matière d'acier | Capacité du centre de taraudage |
|---|---|---|---|
| Matériau Dureté | Souple (50-150 HB) | Dur (200-400 HB) | Optimisé pour la douceur |
| Vitesse requise | Haut (>10k RPM) | Faible (<6k RPM) | Excellent |
| Couple requis | Faible | Haut | Pauvre |
| Stratégie de coupe | Léger et rapide | Lourd et lent | Léger et rapide |
Comment les taux d'accélération et de décélération rapides des centres de taraudage réduisent-ils les temps de cycle pour l'aluminium ?
Vous regardez votre machine perdre des secondes juste pour passer à la vitesse supérieure. Dans la production de masse, ces secondes perdues s'ajoutent aux heures de production perdues chaque jour.
Les centres de taraudage sont dotés de pièces mobiles ultra légères et de puissants servomoteurs. Ils peuvent passer de 0 à 12 000 tours/minute en seulement 0,6 seconde. Cette réduction drastique du temps de non coupe permet des mouvements rapides d'arrêt et de recul, essentiels pour le perçage de trous dans des pièces en aluminium.
Le temps, c'est de l'argent, surtout lorsqu'il s'agit de fabriquer des milliers de pièces, comme des étuis de téléphone ou des pièces de voiture. L'accélération et le ralentissement d'un broyeur normal prennent du temps. C'est comme un poids lourd. Un centre de taraudage est comme une voiture de sport. Il peut passer de 0 à 12 000 tr/min en 0,6 seconde. Il peut accélérer jusqu'à une vitesse de 48 mètres par minute en une fraction de seconde (0,18 seconde).
Pourquoi cela est-il important ? Parce que le forage et le taraudage impliquent de nombreux départs et arrêts. Vous percez un trou, vous vous arrêtez, vous vous déplacez et vous en percez un autre. Si la machine est lente à réagir, vous perdez du temps à l'attendre. C'est ce que nous appelons "l'attente"."temps de non-coupe4."
En réduisant ces temps d'arrêt, vous pouvez percer des trous beaucoup plus rapidement. Par exemple, sur un boîtier complexe en aluminium, une machine standard peut prendre 4 heures. Avec l'accélération rapide d'un centre de taraudage, nous pouvons le terminer en 1,8 heure. Cela représente un gain d'efficacité de près de 55%. La machine n'attend pas, elle agit instantanément. Le taraudage rigide reste parfaitement synchronisé car le moteur répond instantanément.
Comment la vitesse de changement d'outil d'un centre de taraudage se compare-t-elle à celle d'un centre d'usinage CNC ?
Vous comptez les secondes pendant que la machine change d'outil. Un, deux, trois, quatre. Cela semble une éternité quand on a vingt outils à utiliser.
Les centres de perçage et de taraudage utilisent un magasin "soucoupe volante" qui change d'outil en 0,9 à 1,2 seconde. Les centres d'usinage standard utilisent des changeurs à bras plus lents, qui prennent de 2 à 4 secondes. L'avantage de la vitesse du 50% est crucial pour les processus nécessitant des changements d'outils fréquents.

Le changeur d'outils est la partie la plus active de la machine. Dans un centre de perçage et de taraudage, nous utilisons un modèle spécifique appelé "soucoupe volante". Il est placé juste à côté de la broche. Il est petit et léger. C'est pourquoi il peut changer d'outil en 0,6 à 1,2 seconde (d'outil à outil). Le temps de changement de puce à puce est d'environ 1,6 seconde.
Comparez cela à un centre d'usinage vertical standard. Ces machines utilisent généralement un bras mécanique lourd ou un parapluie. Il leur faut 2 à 4 secondes pour changer d'outil. Cela ne semble pas être une grande différence, n'est-ce pas ?
Mais pensez à une pièce qui nécessite 20 outils différents. Vous gagnez 2 secondes à chaque changement. Cela représente 40 secondes par pièce. Sur une année, cela représente des milliers d'euros. Les outils sont également plus petits (généralement BT30), ce qui les rend plus légers à déplacer. La combinaison de l'outil léger et du magasin compact fait que le centre de taraudage 30% à 50% est plus rapide à changer les engrenages qu'une fraise standard.
Conclusion
Les centres de taraudage dominent l'usinage de l'aluminium grâce à des vitesses de rotation élevées, une accélération rapide et des changements d'outils rapides, mais ils ne disposent pas du couple nécessaire pour l'acier ; le choix de la bonne machine garantit l'efficacité et la longévité.
-
Il traite des causes et des stratégies éprouvées en matière d'outillage et de coupe pour arrêter la formation d'arêtes, améliorer l'état de surface et réduire les retouches. ↩
-
Explique les spécifications des centres de taraudage, les vitesses de broche et les flux de travail qui éliminent le polissage et augmentent la vitesse de production. ↩
-
Voir les spécifications de couple, les compromis et quand choisir des broches à engrenage ou à puissance plus élevée pour éviter le broutage, les glissements ou l'épuisement de la broche pendant le taraudage de l'acier. ↩
-
Comprendre les temps morts et les moyens pratiques de minimiser les mouvements inutiles, afin de réduire le temps de cycle global et les coûts de fabrication. ↩

Chris Lu
Fort de plus d'une décennie d'expérience pratique dans l'industrie des machines-outils, en particulier des machines à commande numérique, je suis là pour vous aider. Que vous ayez des questions suscitées par cet article, que vous ayez besoin de conseils pour choisir le bon équipement (CNC ou conventionnel), que vous envisagiez des solutions de machines personnalisées ou que vous soyez prêt à discuter d'un achat, n'hésitez pas à me CONTACTER. Trouvons ensemble la machine-outil idéale pour vos besoins.