

Pourquoi la tourbillonneuse CNC est-elle utilisée pour la quasi-totalité de la fabrication des vis à billes ?
Vous fabriquez des vis à billes lentement. Votre processus traditionnel de tournage et de rectification prend beaucoup de temps. Vous perdez des commandes au profit de concurrents plus rapides. Vous devez améliorer votre méthode d'usinage dès maintenant.
Les tourbillonneurs CNC remplacent le tournage traditionnel et la rectification grossière. Elles usinent les vis à billes cinq à trente fois plus vite. Cette technologie utilise une coupe multi arêtes à grande vitesse. Elle découpe des filets finis en arc gothique directement dans l'acier trempé jusqu'à 65 HRC. Elle offre une grande précision et réduit considérablement vos coûts de fabrication.
La fabrication traditionnelle de vis à billes est souvent confrontée à des goulets d'étranglement importants. L'utilisation de vieux tours et le meulage en plusieurs étapes peuvent allonger les cycles de production à plus d'un mois, tandis que la chaleur intense du meulage risque souvent de compromettre la dureté du métal. Pour rester compétitif, il est essentiel de trouver une solution plus efficace. La technologie de tourbillonnage CNC offre une solution moderne à ces défis de longue date. Voyons comment ce procédé redéfinit la production de vis à billes.
Comment le tourbillonnage CNC permet-il d'atteindre des vitesses de production nettement plus élevées que le filetage traditionnel ?
Votre tour traditionnel coupe les filets très lentement. Vous effectuez des dizaines de passes axiales pour atteindre la profondeur finale. Vous perdez des heures sur une seule pièce. Vous avez besoin d'une méthode plus rapide.
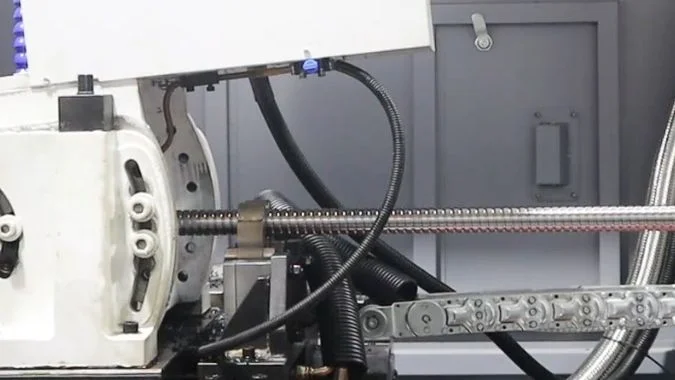
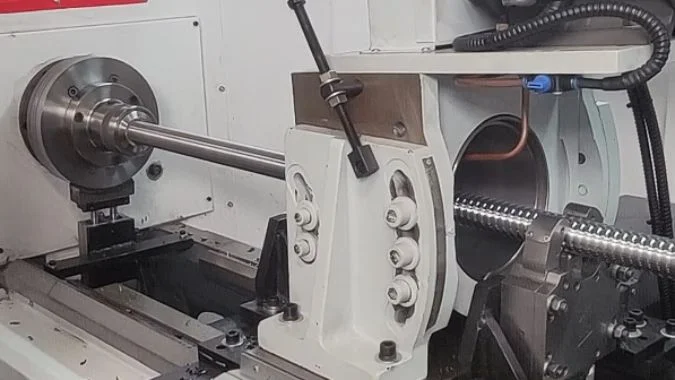
Le tourbillonnage CNC permet d'atteindre des vitesses massives grâce à un anneau de coupe rotatif. Cet anneau tourne de manière excentrique autour de la pièce à usiner qui tourne lentement. Il s'incline à l'angle exact de l'hélice. Plusieurs plaquettes en carbure coupent tangentiellement. La machine découpe le profil complet du filet en une seule passe continue à partir de la matière première.

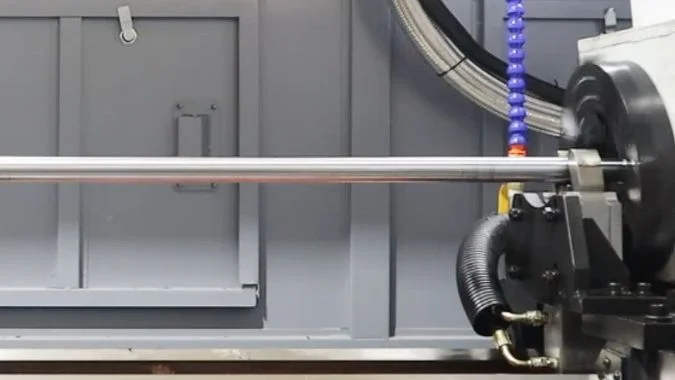
Les tours coupent un filet profond en vingt passes différentes. L'outil fait des allers-retours incessants. Cela représente une perte de temps considérable. Tourbillonnage CNC1 change complètement la géométrie de coupe. L'anneau de coupe principal tourne incroyablement vite, jusqu'à 8000 tours par minute. La broche qui maintient la pièce à usiner tourne très lentement. Le système CNC contrôle simultanément l'avance axiale, la profondeur radiale et l'angle d'hélice. L'anneau de coupe contient plusieurs plaquettes en carbure. Ces plaquettes tournent autour de la tige métallique lente. Elles coupent toute la profondeur de la fil d'arche gothique2 instantanément. L'action de coupe tangentielle répartit la lourde charge sur plusieurs arêtes de coupe en même temps. La vitesse de coupe en fraisage atteint 400 mètres par minute. La machine est également équipée d'un banc très rigide et d'appuis en carbure de tungstène. Cette structure solide arrête les fortes vibrations. Elle maintient parfaitement droits de longs arbres allant jusqu'à huit mètres. Vous obtenez un profil de filetage fini en quelques minutes au lieu de plusieurs heures.
Comparaison de la vitesse de production
| Caractéristiques de l'usinage | Tournage traditionnel de fils | Technologie de tourbillonnement CNC |
|---|---|---|
| Passages de coupe | Nécessite des dizaines de passages lents | Coupe en profondeur en un seul passage |
| Action de coupe | Coupe axiale à point unique | Coupe tangentielle à plusieurs tranchants |
| Support d'arbre | Lunettes de tour standard | Supports en carbure de tungstène |
| Efficacité globale | Temps de cycle très lent | Cinq à trente fois plus rapide |
Pourquoi l'état de surface produit par le tourbillonnage est-il souvent comparable à celui du filetage traditionnel ?
Vous vous inquiétez de la rugosité de la surface. Vous pensez que la coupe à grande vitesse laisse de vilaines marques d'outil sur vos vis. Vos clients rejettent les surfaces rugueuses. Vous devez comprendre la qualité des surfaces tourbillonnaires.
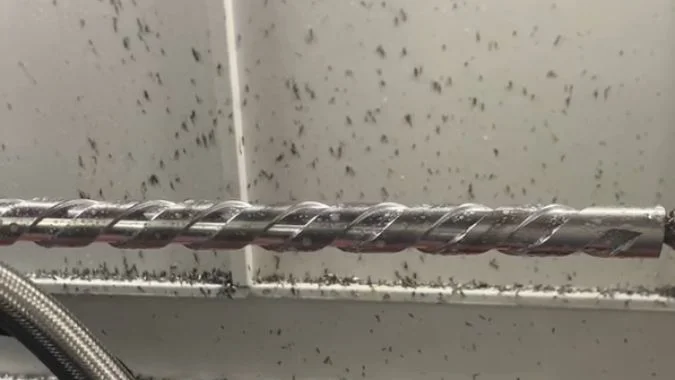
Le tourbillonnage crée une finition lisse car plusieurs arêtes de coupe entrent et sortent tangentiellement. La charge de copeaux par dent reste très faible. La pression de coupe intermittente empêche l'accumulation de chaleur. La température de la pièce métallique n'augmente que légèrement. Cela permet d'éviter les déformations thermiques et d'obtenir une finition de surface propre.
Le tournage traditionnel à point unique laisse des vallées profondes et des pics élevés sur le métal. L'outil unique creuse le métal avec force. Le tourbillonnage fonctionne tout à fait différemment. L'anneau de coupe contient de nombreuses plaquettes en carbure. Ces plaquettes frappent le métal l'une après l'autre très rapidement. L'entrée tangentielle de la fraise enlève la matière en douceur. La vitesse élevée élimine très proprement les minuscules copeaux de métal en forme de virgule. Ces copeaux en forme de virgule évacuent efficacement la chaleur de coupe. La température de la pièce n'augmente que de quelques degrés par rapport à la température ambiante. La trajectoire de coupe à arêtes multiples se chevauche parfaitement. Ce chevauchement aplanit les pics et les creux de la surface du métal. La rugosité de la surface tombe à Ra 0,8 microns3 de manière fiable. La conception de la machine joue également un rôle important. La broche du tour principal tourne très lentement. Le système ne génère pratiquement aucune vibration. Cette stabilité dynamique permet d'éviter les marques de broutage sur la surface du filet. Les tourbillonnant4 utilise également de l'air comprimé pour évacuer les copeaux chauds. Cette méthode de découpe à sec empêche les copeaux de rayer la surface lisse nouvellement découpée.
Facteurs d'état de surface
| Élément de processus | Effet de retournement à point unique | Effet de tourbillon du fil |
|---|---|---|
| Outil de coupe | Un bord creuse en profondeur | Des bords multiples pour une coupe en douceur |
| Contrôle de la chaleur | Le métal absorbe la chaleur de coupe | Les puces à virgule évacuent la chaleur |
| Pression de l'outil | Une forte pression constante | Pression lumineuse intermittente |
| Enlèvement des copeaux | Le liquide de refroidissement retient les copeaux à l'intérieur | L'air comprimé projette des copeaux |
Le tourbillonnage CNC permet-il d'obtenir un meilleur état de surface que le filetage traditionnel ?
Vous rectifiez les filets pour obtenir une finition parfaite. La chaleur de meulage endommage la dureté du métal. Vous créez des microfissures dangereuses dans vos pièces. Vous avez besoin d'une méthode plus sûre pour finir les filetages.
Le tourbillonnage CNC surpasse le tournage brut et rivalise avec la rectification coûteuse en toute sécurité. Le tourbillonnage permet d'obtenir un Ra de 0,8 micron sans causer de dommages thermiques. Il élimine la formation d'une couche blanche, fréquente lors de la rectification. Les coupes par tourbillonnage créent une microstructure de surface qui retient mieux le lubrifiant. Cela prolonge la durée de vie de la vis à billes.
La meule crée un frottement massif et de la chaleur. Cette chaleur provoque un recuit du chemin de roulement. L'acier dur redevient mou. De minuscules microfissures se forment à la surface du filetage. Nous appelons ces dommages causés par la chaleur formation d'une couche blanche5. Le tourbillonnage CNC résout parfaitement ce problème. Nous appelons ce processus "fraisage" au lieu de "rectification". Le tournage brut standard permet d'obtenir une finition grossière Ra 3.2. Vous devez la rectifier ultérieurement. Le tourbillonnage permet d'obtenir une finition Ra 0,8 en une seule étape. Une bonne rectification de finition peut atteindre Ra 0,2 micron, mais cela coûte trop de temps et d'argent. Le tourbillonnage offre un avantage mécanique unique par rapport au meulage. Les coupes intermittentes du tourbillonnage laissent une microstructure spécifique sur la surface du métal. Cette microstructure offre un volume de rétention du lubrifiant supérieur. L'huile reste mieux à l'intérieur du filetage. Cela réduit considérablement le frottement. Les inserts tourbillonnants frappent également le métal avec un impact important. Cet impact provoque un effet de durcissement à froid. Vous obtenez ainsi une vis à billes plus résistante, sans dommage thermique.
Comparaison de la qualité de finition
| Méthode d'usinage | Finition de surface typique Ra | Effet de l'état de surface |
|---|---|---|
| Tournage standard | Ra 3,2 à 6,3 microns | La surface rugueuse doit être rectifiée |
| Meulage de précision | Ra 0,2 à 0,8 microns | La chaleur élevée provoque une couche blanche |
| Tourbillon CNC | Ra 0,4 à 1,6 microns | L'usinage à froid durcit la surface |
| Broyage ou tourbillonnement | Les microfissures sont fréquentes | Retient parfaitement le lubrifiant |
Quels sont les avantages économiques de l'utilisation de la technologie de tourbillonnage CNC dans la fabrication de vis à billes à grand volume ?
Vous perdez de l'argent en raison de coûts de production élevés. Votre fabrication actuelle de vis à billes prend cinquante jours. Vous mettez au rebut trop de pièces coûteuses. Vous devez réduire vos coûts de manière drastique dès maintenant.
Le tourbillonnage CNC réduit le cycle de fabrication de cinquante à trois jours. Il élimine la lenteur de l'étape de meulage grossier et les opérations complexes de ramassage du plomb. Cette machine supprime les coûts d'élimination des copeaux de meulage toxiques. Vous économisez de l'argent, utilisez des plaquettes réaffûtables et réduisez votre taux de rebut à près de zéro.
La fabrication traditionnelle de vis à billes engendre des profits considérables. Une usine découpe d'abord le métal brut sur un tour. Ensuite, elle le traite thermiquement pour le rendre dur. Puis elle le meule lentement. Ces opérations se déroulent en vingt étapes distinctes. Des opérations complexes de ramassage du plomb sont nécessaires pour aligner à nouveau le filetage après le traitement thermique. Ce cycle bloque l'argent dans l'usine pendant un mois. Une tourbillonneuse CNC résout immédiatement ce problème de trésorerie. Une tourbillonneuse coupe le métal dur directement après le traitement thermique. Il s'agit d'une coupe à sec6. Il supprime toute l'étape du broyage grossier. Une seule machine remplace complètement plusieurs installations de meulage. La machine n'a besoin que d'air comprimé pour évacuer les copeaux. Vous n'achetez plus de fluides de coupe sales et coûteux. Vous éliminez les coûts d'élimination des copeaux de meulage toxiques. Votre usine reste propre. Vous pouvez également utiliser des plaquettes réaffûtables pour économiser de l'argent sur l'outillage. Le système CNC utilise la compensation dynamique pour empêcher la vis longue de se plier. Vous n'abîmez pas les pièces. Votre taux de rebut est inférieur à zéro virgule trois pour cent.
Ventilation de la réduction des coûts
| Facteur économique | Fabrication traditionnelle | Technologie de tourbillonnement CNC |
|---|---|---|
| Cycle de production | Cela prend de trente à cinquante jours | Finition en un à trois jours |
| Étapes de la production | Plus de vingt étapes distinctes | L'ébauche et la finition en une seule opération |
| Gestion des déchets | Élimination des copeaux de meulage toxiques | Nettoyer les copeaux métalliques secs |
| Empreinte de la machine | Nécessite plusieurs configurations de broyage | Une seule machine pour tout finir |
Conclusion
Vous devez passer à une tourbillonneuse CNC pour la fabrication de vis à billes. Elle permet de réduire le temps de production, de créer d'excellentes surfaces, d'éliminer la chaleur dangereuse du meulage et de maximiser complètement les bénéfices de votre usine.
-
Découvrez le processus, les avantages, les conseils d'installation et les données de performance pour comparer le tourbillonnage avec le filetage multipasse traditionnel pour des filetages d'arbres plus rapides et plus précis. ↩
-
Découvrez la géométrie, les avantages de la répartition des charges, l'impact de l'état de surface et les conseils en matière d'outillage et d'inspection pour produire des filets en arc gothique précis. ↩
-
Vous trouverez des conseils pratiques sur les paramètres et les réglages qui permettent d'obtenir systématiquement un Ra de 0,8 micron pour des finitions de surface de haute qualité. ↩
-
Explorez le tourbillonnage pour découvrir comment les fraises multi-inserts et l'entrée tangentielle permettent d'obtenir des filets lisses, à faible chaleur et avec un minimum de broutage. ↩
-
Lisez les analyses d'experts sur la formation de couches blanches pour en connaître les causes, les risques tels que le recuit des chemins de roulement et les mesures d'atténuation éprouvées pour prévenir les microfissures et les dommages causés par la chaleur. ↩
-
Découvrez comment la coupe à sec élimine les fluides de coupe et les coûts d'élimination, préserve la propreté des usines et s'associe à des plaquettes réaffûtables pour réduire les coûts. ↩

Chris Lu
Fort de plus d'une décennie d'expérience pratique dans l'industrie des machines-outils, en particulier des machines à commande numérique, je suis là pour vous aider. Que vous ayez des questions suscitées par cet article, que vous ayez besoin de conseils pour choisir le bon équipement (CNC ou conventionnel), que vous envisagiez des solutions de machines personnalisées ou que vous soyez prêt à discuter d'un achat, n'hésitez pas à me CONTACTER. Trouvons ensemble la machine-outil idéale pour vos besoins.