

Pourquoi la vitesse de rotation d'un tour CNC à banc incliné est-elle plus élevée que celle d'un tour à banc plat ?
Vous avez besoin d'une production plus rapide. Un tour à banc plat tremble violemment à grande vitesse et abîme les pièces. Un tour à banc incliné résout ce problème en fonctionnant plus rapidement avec une stabilité parfaite.
Un tour CNC à banc incliné tourne à une vitesse de broche plus élevée car sa conception structurelle intégrée lui confère une rigidité supérieure. L'angle incliné aligne les forces de coupe sur la gravité, réduit les vibrations à grande vitesse et permet à la gravité d'évacuer instantanément les copeaux chauds. Cela permet d'utiliser des broches motorisées à grande vitesse.
Les plateaux inclinés fonctionnent confortablement entre 3 000 et 5 000 tours/minute. Les lits plats ont du mal à dépasser les 2 500 tours/minute. Permettez-moi d'analyser les raisons mécaniques exactes de cette différence de vitesse.
Comment le moulage en une seule pièce d'un tour à banc incliné réduit-il les vibrations à grande vitesse ?
Les lits plats se désagrègent à grande vitesse. Les pièces moulées d'une seule pièce arrêtent ces violentes secousses. Une base solide absorbe les vibrations facilement et en toute sécurité.
Un banc incliné moulé d'une seule pièce utilise du fer à fort amortissement avec des flocons de graphite pour absorber les vibrations. Il élimine les joints boulonnés, modifie la fréquence naturelle de la machine et utilise un tube de torsion creux pour maximiser la rigidité. Cela garantit la stabilité de la broche à des vitesses élevées.

Un lit plat sonne fort parce qu'il utilise des joints boulonnés. Ces joints agissent comme des parois dures et retiennent l'énergie des vibrations. Un véritable lit incliné utilise une seule pièce de fonte lourde. Nous n'utilisons jamais d'angle boulonné. La fonte massive contient paillettes de graphite microscopiques1. Ces flocons agissent comme de minuscules amortisseurs de chocs. Ils convertissent les vibrations cinétiques en une faible chaleur thermique. Nous pratiquons également un grand trou creux au centre du lit. Nous l'appelons tube de couple2. Ce tube creux augmente considérablement la résistance à la torsion sans ajouter de poids supplémentaire. Il permet également à l'air de circuler dans la machine. Ce flux d'air stabilise la température interne. La forme triangulaire améliore la rigidité globale de vingt pour cent. Nous testons la déflexion physique maximale sous de lourdes charges. Le banc incliné ne fléchit que de 0,012 millimètre. Un lit plat dévie de 0,027 millimètre. La fréquence de résonance primaire passe à 320 Hertz. Cette fréquence élevée empêche toute résonance dangereuse en cas de fonctionnement rapide de la broche.
Mesures de réduction des vibrations
| Fonctionnalité | Tour à banc plat | Tour à banc incliné |
|---|---|---|
| Joints structurels | Pièces boulonnées | Moulage en une seule pièce |
| Déflexion maximale | 0,027 millimètres | 0,012 millimètres |
| Fréquence de résonance | 210 Hertz | 320 Hertz |
| Forme interne | Blocs solides | Tube de couple creux |
Comment la distribution des forces de coupe dans un lit incliné empêche-t-elle le broutage à des régimes élevés ?
Une coupe rapide éloigne l'outil du métal. Cela provoque un violent broutage. La géométrie du banc incliné annule complètement cette poussée.
Le lit incliné alimente l'outil par la partie supérieure diagonale. La force de coupe importante est orientée vers le bas pour s'adapter à la gravité. Cette géométrie en triangle à angle droit résiste à la flexion, empêche le soulèvement de la pièce et prévient complètement le broutage à grande vitesse.

Sur un plateau horizontal, la force de coupe principale pousse directement vers le bas. Mais la force radiale pousse l'outil horizontalement loin du métal en rotation. Cela crée un important moment de flexion à quatre-vingt-dix degrés. Le chariot transversal de la machine agit comme un plongeoir. Il rebondit et crée un broutage à grande vitesse. A lit incliné3 modifie complètement cette géométrie. Nous inclinons généralement le banc à un angle de quarante-cinq degrés. L'outil coupe à partir de la position diagonale supérieure. La force de coupe massive est dirigée en diagonale vers le bas. Cette force pousse directement dans la partie la plus épaisse du lit de fer. La gravité tire la lourde pièce vers le bas, exactement dans la même direction. Ces deux forces travaillent ensemble pour maintenir l'ensemble stable. Cet alignement réduit l'amplitude des vibrations de 40 %. Le lourd chariot de l'axe X repose également sur cette pente inclinée. La gravité tire le chariot vers le bas en permanence. Cette traction constante précharge la vis à billes de l'axe X. Elle pousse les billes d'acier internes vers le bas. Elle pousse les billes d'acier internes fermement contre les filets. Cette action élimine complètement jeu mécanique4. La machine maintient une précision parfaite.
Alignement de la force de coupe
| Caractéristique dynamique | Conception d'un lit plat | Design de lit incliné |
|---|---|---|
| Position de coupe de l'outil | Approche latérale horizontale | Approche diagonale par le haut |
| Direction de la force de coupe | Pousse l'outil vers l'extérieur | Pousse l'outil vers le bas |
| Vis à billes de l'axe X | Course horizontale libre | La gravité supprime le contrecoup |
| Géométrie de la machine | Forme de rectangle plat | Triangle rectangle |
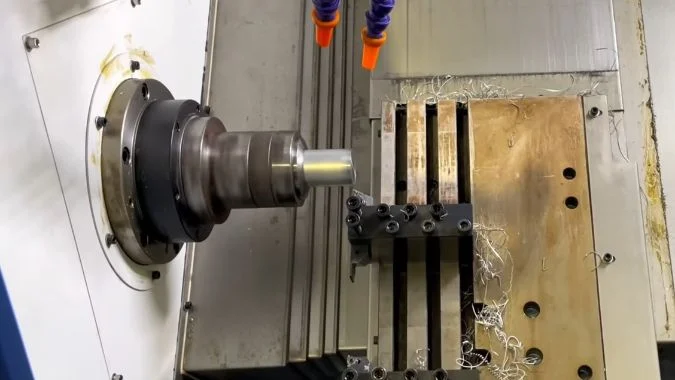
Quel rôle joue l'enlèvement de copeaux assisté par gravité dans le maintien de vitesses de broche élevées ?
Les vitesses rapides créent rapidement des copeaux chauds. Les copeaux empilés brûlent les machines. Les lits inclinés font tomber les copeaux instantanément pour que la machine fonctionne rapidement.
Les vitesses élevées des broches génèrent une chaleur considérable. Les glissières inclinées permettent à la gravité de tirer les copeaux chauds vers le bas, dans un convoyeur automatique. Cette évacuation rapide évite les déformations thermiques, protège les glissières de précision et garantit un usinage continu à grande vitesse sans arrêts de nettoyage manuels.

Les vitesses de broche rapides transfèrent 80 % de la chaleur de coupe directement dans les copeaux de métal. Les machines à banc plat attrapent ces copeaux chauds sur leurs rails horizontaux. Les copeaux s'empilent rapidement autour de l'outil de coupe. Cet amas chaud transfère une chaleur massive dans le bâti de la machine. Le lit métallique se dilate de manière inégale. Vos pièces de précision ne sont pas de la bonne taille. Vous devez constamment arrêter la broche pour nettoyer le désordre. Un banc incliné résout complètement ce problème de chaleur. L'angle prononcé agit comme un toboggan naturel. Les copeaux chauds tombent instantanément de la zone de coupe. Ils tombent directement dans le convoyeur de copeaux situé en dessous. Ce flux par gravité améliore la dissipation de la chaleur de 30 %. Les copeaux ne restent jamais sur le guidages linéaires à rouleaux5. Ils ne détruisent jamais le film microscopique d'huile de lubrification sur les rails. La coupe continue à grande vitesse sur un banc incliné limite la perte de précision thermique à seulement 0,004 millimètre par mètre. Vous pouvez faire fonctionner la machine à vitesse maximale toute la journée. Vous réduisez les temps d'arrêt liés à la maintenance et augmentez les bénéfices de votre usine.
Gestion de la chaleur
| Condition | Lit plat | Lit incliné |
|---|---|---|
| Chemin de puce | Empilement sur des rails plats | Glisser sur une pente raide |
| Transfert de chaleur | Le lit de la machine se déforme | tombe dans le convoyeur |
| Perte de précision | Distorsion thermique élevée | 0,004 millimètre par mètre |
| Arrêt de la machine | Nettoyage manuel fréquent | Fonctionnement rapide et continu |
Pourquoi un tour à banc incliné gère-t-il mieux les forces centrifuges lors d'une rotation rapide ?
Les mandrins en rotation créent des tractions sauvages vers l'extérieur. Ces forces centrifuges détruisent la précision. Les lits inclinés absorbent cette traction facilement et en toute sécurité.
La rotation rapide génère des forces centrifuges extrêmes qui tentent de projeter la pièce vers l'extérieur. Le banc incliné abaisse le centre de gravité et utilise une section transversale massive pour résister à cette force de flexion. Cette conception stable protège parfaitement les roulements de broche avancés.
Vous attachez un rocher lourd à une ficelle et vous le faites tourner. Le rocher tire fortement sur votre main. C'est ce que nous appelons la force centrifuge. Le mandrin de votre tour fait exactement la même chose. Il fait tourner des pièces métalliques lourdes à 5 000 tours par minute. Un tour à banc plat maintient la broche en hauteur, au-dessus des glissières. Ce centre de gravité élevé crée un long levier. La force centrifuge utilise ce levier pour tordre la broche hors de l'alignement. Cette torsion détruit le roulements de broche6 rapidement. A tour à banc incliné7 gère facilement cette force importante. La conception angulaire abaisse considérablement le centre de gravité. Elle rapproche la boîte à broches et la tourelle du sol lourd. La structure triangulaire massive résiste facilement à la traction radiale vers l'extérieur. Cet environnement stable supporte parfaitement les motobroches de pointe et les roulements en céramique à grande vitesse. La transmission de la force vers le bas protège ces roulements sensibles des forces de cisaillement latérales. Les roulements de votre broche peuvent durer jusqu'à 20 000 heures de fonctionnement. Nous équipons également ces machines de guidages linéaires à rouleaux rapides. Ces rails à faible frottement permettent des mouvements rapides de l'outil sans aucune résistance au glissement.
Atténuation de la force centrifuge
| Composant de la machine | Faiblesse du lit plat | Résistance du lit incliné |
|---|---|---|
| Centre de gravité | Au-dessus de la base | Bas et près du sol |
| Roulements de broche | S'usent rapidement | Durée de vie jusqu'à 20 000 heures |
| Chemins de guidage de la machine | Chemins de roulement à friction lourde | Guides linéaires rapides à rouleaux |
| Capacité de vitesse | Limité aux virages lourds | Excellente pour le travail par lots à grande vitesse |
Conclusion
Un tour à banc incliné fonctionne plus rapidement car sa structure triangulaire en fer, l'alignement de la force de coupe vers le bas et l'évacuation rapide des copeaux par gravité contrôlent parfaitement les vibrations, la chaleur et les forces centrifuges.
-
Trouvez des articles sur la science des matériaux qui montrent comment les flocons de graphite dissipent les vibrations cinétiques en chaleur, améliorant ainsi l'amortissement et réduisant le bruit et la résonance des machines. ↩
-
Explorez les ressources techniques qui expliquent comment un tube de torsion creux augmente la rigidité en torsion tout en réduisant le poids et en permettant un flux d'air interne pour la stabilité thermique. ↩
-
Lisez les comparaisons d'experts montrant comment les lits inclinés alignent les forces de coupe, réduisent les vibrations et améliorent la rigidité pour un usinage plus précis et sans bavures. ↩
-
Vous trouverez des guides techniques sur les techniques de précharge des vis à billes qui éliminent le jeu et améliorent la précision de positionnement et la répétabilité. ↩
-
Découvrez les stratégies de protection et les meilleures pratiques pour empêcher les copeaux chauds de détruire le film lubrifiant microscopique et pour prolonger la durée de vie du guidage. ↩
-
Découvrez les conseils d'experts en matière de maintenance, les types de roulements et les pratiques de prolongation de la durée de vie pour protéger les roulements de broche et réduire les temps d'arrêt coûteux. ↩
-
Lisez les comparaisons, les avantages de la conception et les exemples concrets pour comprendre pourquoi un tour à banc incliné améliore la stabilité de la broche et permet l'usinage à grande vitesse. ↩

Chris Lu
Fort de plus d'une décennie d'expérience pratique dans l'industrie des machines-outils, en particulier des machines à commande numérique, je suis là pour vous aider. Que vous ayez des questions suscitées par cet article, que vous ayez besoin de conseils pour choisir le bon équipement (CNC ou conventionnel), que vous envisagiez des solutions de machines personnalisées ou que vous soyez prêt à discuter d'un achat, n'hésitez pas à me CONTACTER. Trouvons ensemble la machine-outil idéale pour vos besoins.