

A cosa serve una contropunta su un tornio CNC nella lavorazione?
State cercando di tornire con precisione alberi lunghi e sottili come assi o persino canne di fucile sul vostro tornio CNC? Senza un supporto adeguato, questi pezzi possono facilmente oscillare, piegarsi sotto le forze di taglio o vibrare, causando una scarsa finitura superficiale e dimensioni imprecise.
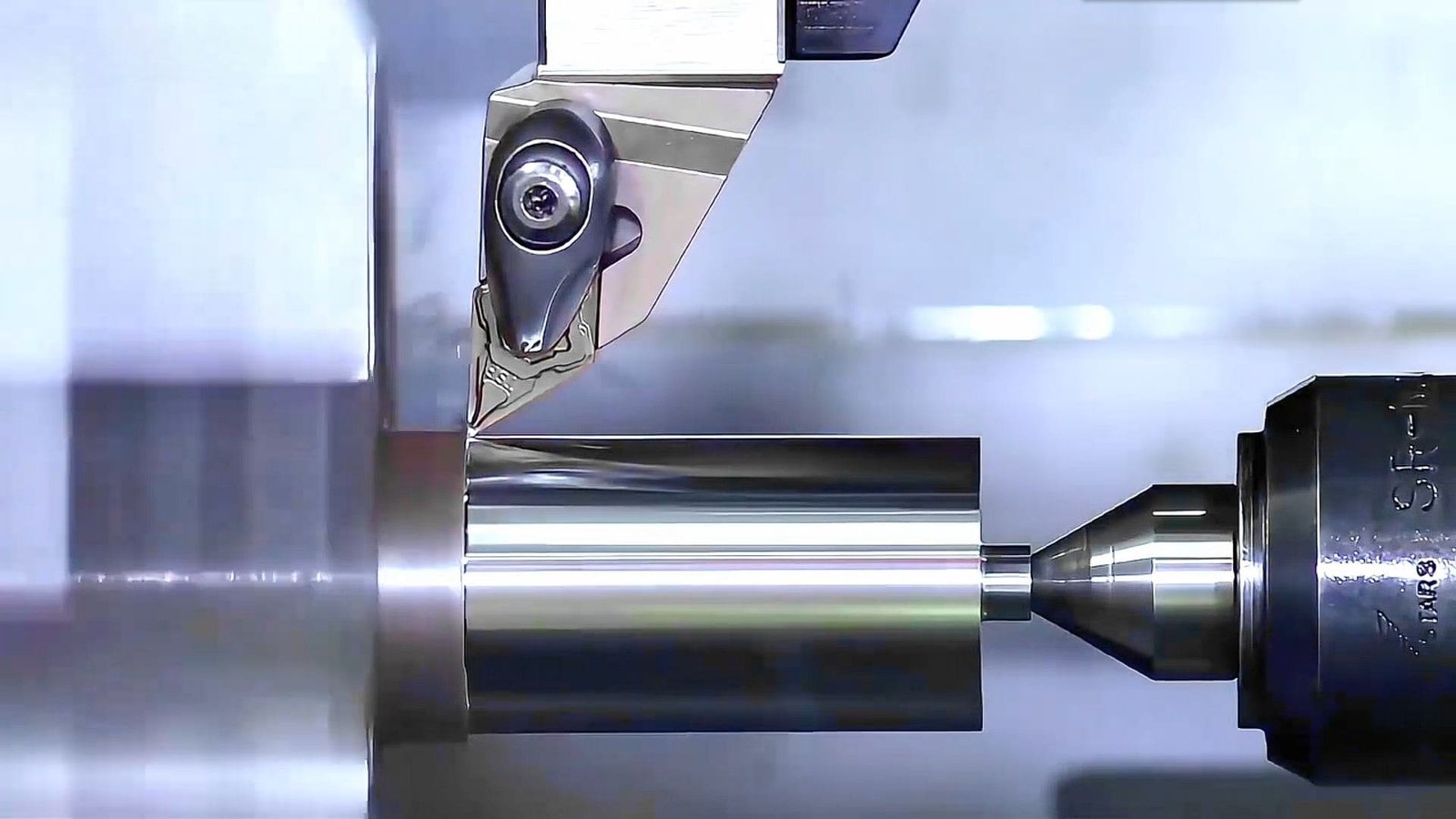
La contropunta sostiene principalmente l'estremità libera dei pezzi più lunghi tenuti nel mandrino principale, evitando deviazioni e vibrazioni. Garantisce la stabilità, consente una lavorazione accurata lungo la lunghezza del pezzo e può talvolta contenere gli utensili per le operazioni di centratura.

Questo supporto è fondamentale per molte operazioni di tornitura, soprattutto quando la lunghezza del pezzo è notevolmente superiore al suo diametro. Ma conoscere il suo ruolo di base non è sufficiente. In che modo il suo utilizzo influisce effettivamente sulla qualità dei pezzi che realizziamo e quali sono i fattori critici come il tipo di centro, l'allineamento e la pressione?
L'uso della contropunta può migliorare la precisione e la finitura superficiale dei pezzi lavorati?
Avete problemi di conicità, di segni di vibrazione o di scarsa rotondità sui pezzi torniti più lunghi, in particolare quelli con un elevato rapporto lunghezza/diametro? Questi problemi sono spesso dovuti alla flessione o alle vibrazioni del pezzo durante il taglio, che rovinano le tolleranze e l'aspetto finale.
Sì, l'uso della contropunta migliora significativamente la precisione e la finitura superficiale, fornendo un supporto rigido che riduce al minimo la flessione del pezzo e le vibrazioni. Questo porta direttamente a una migliore precisione dimensionale (meno conicità, migliore rotondità) e a una finitura più liscia.
Alla J&M Machine Tools sappiamo che quando un utensile da taglio spinge contro un pezzo lungo, vuole piegarsi. Senza questo fondamentale supporto di estremità, si ottengono incoerenze. La ricerca conferma i vantaggi:
- Stabilità e riduzione della flessione1: La contropunta funge da solido ancoraggio, mantenendo il pezzo stabile tra il mandrino e il centro della contropunta. Ciò contrasta le forze di taglio, impedendo al pezzo di piegarsi rispetto all'utensile, il che è essenziale per evitare la conicità, soprattutto su pezzi con rapporti lunghezza/diametro superiori a 2:1 o 3:1.
- Vibrazioni ridotte al minimo (chatter): Un pezzo supportato in modo sicuro è molto meno incline a vibrare durante il taglio. Meno vibrazioni significano una finitura superficiale significativamente più liscia (valore di rugosità inferiore) e una migliore rotondità, fondamentale per i componenti di alta precisione come quelli del settore aerospaziale.
- Miglioramento dell'allineamento e della concentricità2: Contribuisce a garantire che il pezzo in lavorazione ruoti fedelmente all'asse centrale del tornio, mantenendo la concentricità lungo tutta la sua lunghezza. Questo è fondamentale per ottenere diametri e forme precisi e costanti. La contropunta combatte efficacemente gli errori assiali e i problemi di rotondità che derivano da un supporto insufficiente.
Qual è la differenza tra l'uso di un centro vivo e di un centro morto nella contropunta?
Non sapete se utilizzare un centro "vivo" o "morto" nella vostra contropunta e come questa scelta influisca sulla vostra lavorazione CNC? Una scelta sbagliata può portare a un calore eccessivo, a un'usura prematura o a un supporto insufficiente, con ripercussioni sulla qualità e sull'efficienza del lavoro.
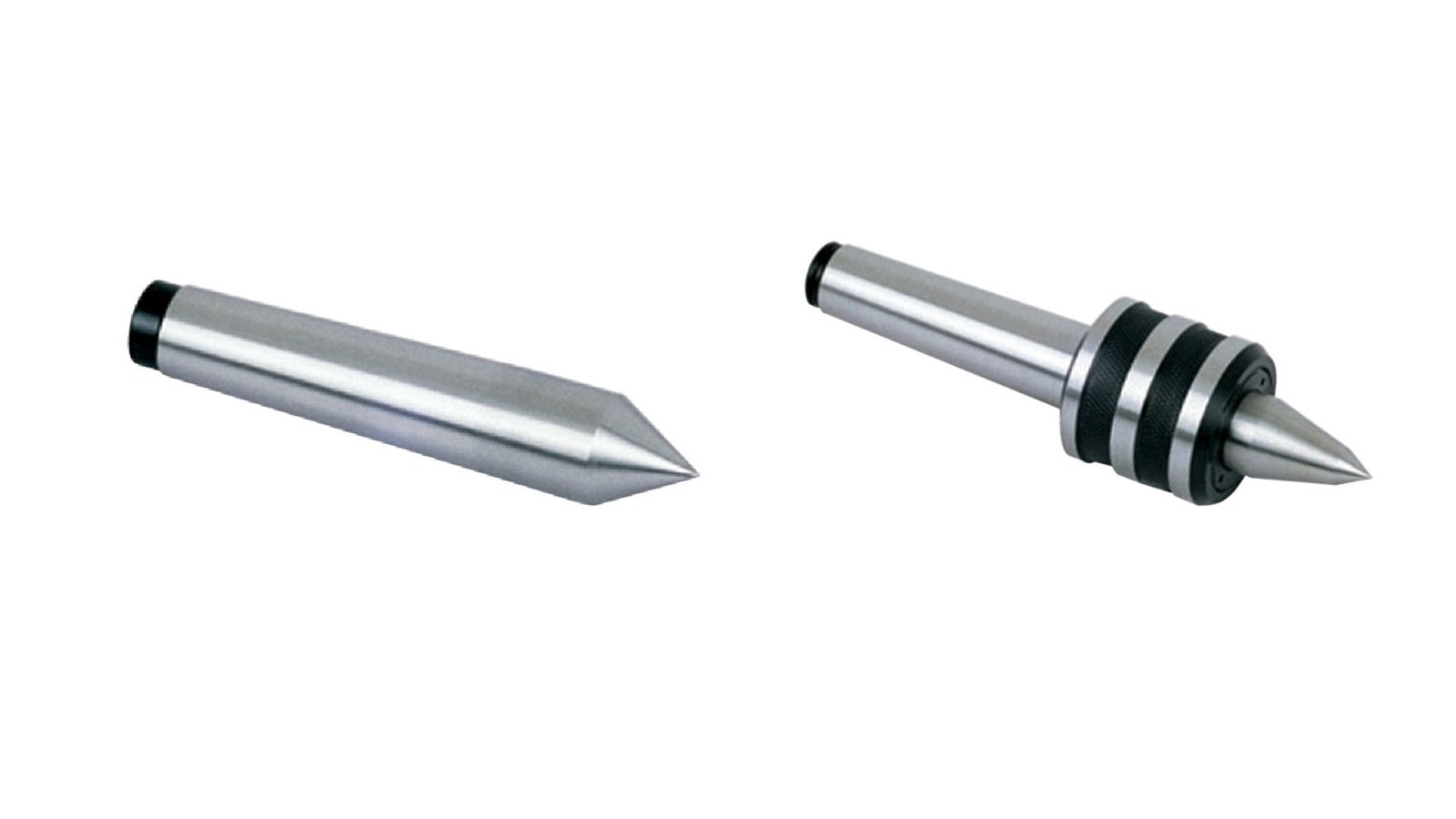
Un centro vivo è dotato di cuscinetti interni che consentono alla sua punta di ruotare con il pezzo in lavorazione, riducendo al minimo l'attrito e il calore. Un punto morto è solido; il pezzo ruota contro la sua punta stazionaria, generando maggiore attrito e calore.
Comprendere la distinzione è fondamentale per ottimizzare la configurazione, soprattutto in un ambiente CNC esigente. La vostra ricerca fornisce un chiaro confronto:
| Caratteristica | Centro vivo | Centro morto (centro fisso) |
|---|---|---|
| Rotazione | La punta ruota con il pezzo tramite cuscinetti interni | La punta è fissa; il pezzo ruota contro di essa |
| Attrito/Calore | Basso attrito, minore generazione di calore | Attrito elevato, possibile generazione di calore significativo |
| Limite di velocità | Adatti a regimi di rotazione più elevati, comuni nella lavorazione CNC | Limiti di giri inferiori a causa dell'attrito e dell'accumulo di calore |
| Precisione | Ottima precisione di posizionamento, mantenimento della concentricità | Semplice, con una rigidità iniziale potenzialmente elevata |
| Indossare | Usura dei cuscinetti nel tempo (richiede manutenzione) | La punta si usura per attrito (necessita di lubrificazione) |
| Idoneità | Preferito per CNC (velocità, lunghe tirature, materiali sensibili al calore) | Configurazioni più semplici, torni manuali, velocità inferiori |
Per la maggior parte dei moderni Applicazioni del tornio CNC3 concentrandosi sulla velocità, sulla precisione e sull'efficienza, la centro live è la scelta standard. La sua capacità di ruotare riduce drasticamente l'attrito, evitando che il foro centrale del pezzo si bruci o si deformi e consentendo di raggiungere livelli più elevati. velocità di taglio4 senza problemi. I centri morti, pur essendo più semplici, richiedono un'attenta lubrificazione e una gestione della velocità per evitare l'usura e i danni da calore, rendendoli meno pratici per i lavori CNC automatizzati o di lunga durata.
In che modo il corretto allineamento e la pressione della contropunta influiscono sui risultati della lavorazione?
Avete impostato meticolosamente il vostro pezzo con la contropunta, ma avete ancora problemi di conicità, diametri incoerenti o finiture scadenti? Spesso il colpevole non è il pezzo o l'utensile, ma un allineamento o una pressione errata della contropunta.
Un corretto allineamento della contropunta è fondamentale; un disallineamento causa direttamente errori di conicità e rotondità. Una pressione errata (troppo bassa o troppo alta) provoca vibrazioni, deviazioni, finitura scadente, danni al pezzo e persino rischi per la sicurezza.

Pensate che i centri della contropunta e del mandrino devono formare una linea perfettamente retta, parallela all'asse Z del tornio. La vostra ricerca evidenzia la natura critica di questo aspetto:
- Effetti dell'allineamento5: Se il centro della contropunta non è perfettamente allineato (orizzontalmente o verticalmente) con l'asse del mandrino, costringe il pezzo a ruotare in modo eccentrico. Questo garanzie una conicità lungo la lunghezza del pezzo e può anche introdurre errori di rotondità. Il mantenimento dell'allineamento garantisce la rotazione concentrica del pezzo per ottenere tagli precisi.
- Effetti della pressione: Applicare la giusta quantità di pressione è un atto di equilibrio.
- Troppa poca pressione: Il pezzo da lavorare non è tenuto saldamente. Può vibrare eccessivamente (chatter), spostarsi leggermente durante il taglio o deviare sotto la pressione dell'utensile, con conseguente scarsa finitura superficiale, imprecisioni dimensionali6e la potenziale riduzione della durata degli utensili.
- Troppa pressione: Soprattutto su pezzi sottili o materiali delicati, una forza eccessiva può causare l'inarcamento o la deformazione del pezzo. Può inoltre danneggiare il foro centrale del pezzo, surriscaldare il centro (soprattutto i centri morti) o sollecitare eccessivamente i cuscinetti del centro vivo o addirittura i cuscinetti del mandrino della macchina.
Per ottenere risultati di alta qualità è necessario entrambi allineamento geometrico preciso e una pressione di serraggio appropriata e accuratamente controllata, adattata al pezzo e alle forze coinvolte nell'operazione di lavorazione.
Come si regola correttamente la posizione della contropunta?
Avete bisogno di allineare con precisione la vostra contropunta ma non siete sicuri della procedura migliore? Affidarsi a congetture o a semplici controlli visivi non è sufficiente per garantire l'accuratezza del CNC e probabilmente porterà allo scarto di pezzi a causa di errori di conicità o altri errori geometrici.
Regolare la contropunta facendola scorrere prima vicino al pezzo da lavorare, bloccandola, quindi regolando con precisione l'estensione del cannotto tramite il volantino/vite di comando. È importante verificare l'allineamento con un comparatore su una barra di prova o un diametro di precisione prima di applicare la pressione appropriata.

La perfetta coassialità tra la contropunta e l'asse del mandrino non è indispensabile per i lavori di precisione. Sulla base delle pratiche standard e delle vostre ricerche dettagliate, ecco un metodo affidabile:
- Allentare il blocco: Rilasciare il meccanismo di bloccaggio principale che fissa il corpo della contropunta alle vie di corsa del tornio.
- Posizione grezza: Far scorrere manualmente l'intero gruppo della contropunta lungo le vie fino alla posizione approssimativa richiesta per la lunghezza del pezzo.
- Corpo di chiusura: Serrare saldamente il blocco principale per fissare la posizione del corpo della contropunta sul piano di lavoro.
- Regolare la penna d'oca: Utilizzare il volantino o la vite di comando per estendere il cannotto della contropunta (la parte che sostiene il centro) verso il pezzo da lavorare. Installare il centro appropriato (vivo o morto).
- Controllare l'allineamento (fase critica):
- Montate una barra di prova di precisione tra i centri o tornite un diametro preciso su un pezzo tenuto nel mandrino.
- Usare un comparatore sensibile montato sul carrello/scivolo trasversale.
- Verificare la presenza di allineamento verticale facendo scorrere l'indicatore sulla superficie superiore della barra di prova/diametro o sul cannotto della contropunta stessa. Regolare l'altezza (spesso utilizzando spessori sotto la base della contropunta, se necessario) fino a quando la lettura è coerente.
- Verificare la presenza di allineamento orizzontale facendo scorrere l'indicatore lungo il lato rivolto verso l'operatore. Regolare le viti di regolazione laterale della contropunta fino a quando la lettura è coerente lungo tutta la lunghezza.
- Applicare la pressione: Far avanzare con cautela il cannotto per far coincidere il centro con il foro centrale del pezzo. Applicare una pressione sufficiente a trattenere saldamente il pezzo senza deformarlo - questo spesso richiede una certa sensibilità o un riferimento alle specifiche della macchina.
- Verificare la stabilità: Prima di iniziare il taglio, provare a muovere delicatamente l'estremità del pezzo vicino alla contropunta per assicurarsi che sia ben salda e senza gioco. Per i pezzi lunghi e critici, si consiglia di eseguire un taglio di prova e di misurare la conicità, effettuando le regolazioni di precisione necessarie per compensare l'eventuale usura della via.
Questo processo metodico assicura che la contropunta fornisca un supporto preciso e stabile.
Conclusione
La contropunta è un componente del tornio CNC fondamentale per sostenere i pezzi più lunghi, migliorando drasticamente la precisione di lavorazione e la finitura superficiale. Per ottenere risultati ottimali, è essenziale comprendere la differenza tra centri vivi e centri morti e assicurare meticolosamente l'allineamento e la pressione corretti.
-
La comprensione di questo concetto è fondamentale per migliorare l'accuratezza della lavorazione e prevenire i difetti nei pezzi. ↩
-
Questa conoscenza è essenziale per garantire la precisione dei processi produttivi, soprattutto per i componenti di alta precisione. ↩
-
Rimanete aggiornati sulle ultime tendenze nelle applicazioni dei torni CNC per migliorare i vostri processi di lavorazione. Consultate questa risorsa per ottenere informazioni preziose. ↩
-
Scoprite come le velocità di taglio influiscono sulle prestazioni per ottimizzare le vostre operazioni CNC. Questo link fornisce le conoscenze essenziali per ottenere risultati migliori. ↩
-
La comprensione degli effetti dell'allineamento è fondamentale per ottenere precisione nelle operazioni al tornio, assicurando una migliore qualità e accuratezza del lavoro. ↩
-
L'identificazione delle cause delle imprecisioni dimensionali può migliorare i processi di lavorazione, garantendo una maggiore qualità e precisione dei progetti. ↩

Chris Lu
Avvalendomi di oltre un decennio di esperienza pratica nel settore delle macchine utensili, in particolare con le macchine CNC, sono qui per aiutarvi. Se avete domande suscitate da questo post, se avete bisogno di una guida per la scelta dell'attrezzatura giusta (CNC o convenzionale), se state esplorando soluzioni di macchine personalizzate o se siete pronti a discutere un acquisto, non esitate a CONTATTARMI. Troviamo la macchina utensile perfetta per le vostre esigenze.