

Che cos'è il vortice interno?
Dovete lottare con velocità di fresatura lente e con il surriscaldamento dei pezzi durante i lunghi cicli di produzione. I metodi di tornitura tradizionali spesso consumano troppo rapidamente gli utensili e distorcono i componenti di precisione.
Il tourbillonnage interno è un processo di filettatura ad alta velocità in cui le frese montate sul lato interno di un anello rotante rimuovono il materiale da un pezzo che lo attraversa. Consente di tagliare filettature di profondità completa in una sola passata, riduce il trasferimento di calore al pezzo e gestisce con facilità acciai temprati fino a 65 HRC.

Spesso vedo clienti che hanno difficoltà a produrre viti lunghe in modo efficiente. Utilizzano torni standard o rettifiche e ottengono scarsi risultati. Il tourbillonnage interno è una tecnica specializzata, ma cambia tutto nella produzione di viti. Vi spiego come funziona e perché potreste averne bisogno per la vostra officina.
Come funziona il vortice interno?
Si osserva il funzionamento della macchina, ma la meccanica appare confusa perché gli assi non sono allineati. È necessario comprendere il movimento per ottimizzare il processo.
Il pezzo passa attraverso il centro di un anello di taglio rotante. L'anello è inclinato in base all'angolo di elica del filo. Mentre l'anello ruota ad alta velocità (fino a 400 m/min), il pezzo ruota lentamente nella stessa direzione, consentendo alle frese interne di formare il profilo completo del filetto in una sola passata.
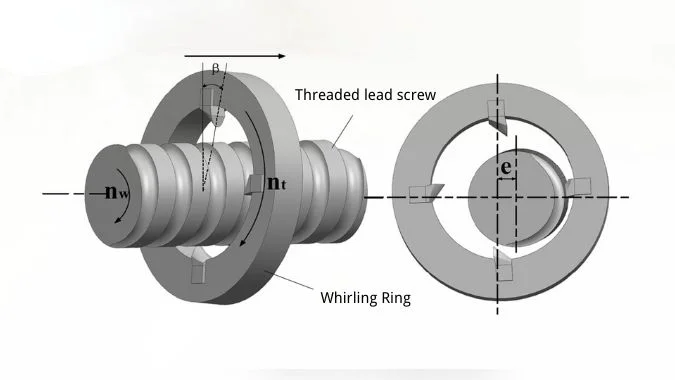
La meccanica di questo processo è unica e altamente efficiente. Nel vortice interno, le frese sono distribuite uniformemente sul lato interno di un disco di fresatura. L'asse di questo disco fresa non coincide con l'asse del pezzo. Al contrario, viene inclinato di un angolo specifico. Quest'angolo corrisponde all'angolo d'elica, solitamente indicato come γ, del filetto che vogliamo realizzare.
Durante l'operazione, il disco di fresatura aziona le frese a una velocità molto elevata. Il velocità lineare1 può spesso raggiungere i 400 metri al minuto. Mentre questo avviene, il pezzo ruota a bassa velocità (spesso da 20 a 50 giri/min) nella stessa direzione del disco della fresa. Questa differenza di velocità è fondamentale. Per ogni singola rotazione del pezzo, il disco di Il disco della fresa avanza di un passo di filettatura2 in direzione assiale.
Questo movimento consente alla macchina di lavorare e formare la scanalatura del filetto in un'unica passata. Poiché il disco della fresa è eccentrico rispetto al pezzo, in ogni momento solo una fresa impegna il metallo. La posizione dell'area di lavorazione rimane pressoché invariata. Questo crea trucioli corti e a forma di virgola. Lo spessore di taglio cambia periodicamente da piccolo a grande e di nuovo a piccolo. Questo azione di taglio intermittente3 Il sistema di taglio a tazza consente a ciascun utensile di raffreddarsi nell'aria tra un taglio e l'altro. I trucioli portano via la maggior parte del calore, quindi la temperatura del pezzo rimane bassa. In questo modo si evita la deformazione termica, che è un problema comune nella tornitura standard.
Quali sono la precisione e l'efficienza del vortice interno?
Volete una produzione più veloce, ma temete che la velocità eccessiva possa rovinare la vostra precisione. È necessario trovare un equilibrio tra l'elevata asportazione di materiale e i limiti geometrici.
Il tourbillonnage interno offre un'efficienza maggiore rispetto al tourbillonnage esterno, grazie al suo ampio inviluppo di taglio. Tuttavia, la precisione si basa sul mantenimento di un angolo d'elica inferiore a 14°. Il superamento di questo angolo provoca un sovrataglio del profilo del dente, per cui è necessario lavorare entro limiti geometrici specifici per garantire la precisione.

L'efficienza è il principale punto di forza. Il vortice interno ha una lunga corsa dell'involucro. Rimuove rapidamente un volume enorme di materiale. Secondo la mia esperienza, ha un'efficienza relativa molto più elevata rispetto al tourbillonnage esterno, perché le forze di taglio sono consistenti e dirette in modo efficace. È possibile finire un pezzo molto più velocemente, spesso sostituendo i lenti processi di rettifica dei filetti anche su materiali temprati a 65 HRC.
Tuttavia, la precisione ha dei limiti fisici che è necessario rispettare. Poiché il pezzo passa attraverso il foro interno dell'albero principale, non possiamo inclinare troppo la testa della fresa. Il angolo di elica di lavorazione4 è generalmente limitato a 12°-14°. Si potrebbe pensare: "Perché non fare il foro interno più grande per inclinarlo di più?". Non è possibile farlo. Se si aumenta la dimensione del foro per ottenere un angolo più ripido, si perde il controllo del profilo. Si provoca un taglio eccessivo della forma del dente. La geometria viene meno. Non è possibile garantire la precisione del profilo del dente se si superano questi limiti strutturali. È necessario lavorare all'interno di questo specifico intervallo angolare.
| Caratteristica | Vantaggio | Limitazione |
|---|---|---|
| Volume di taglio | Grande, alta efficienza | Richiede una macchina robusta |
| Angolo dell'elica | Filettature standard ok | Max 12°-14° |
| Precisione del profilo | Alto in un solo passaggio | Tagli eccessivi se l'angolo è troppo ripido |
Quali sono i requisiti degli utensili per il Whirling interno?
Sulle viti finite si notano segni di utensili grossolani e le misure variano da un pezzo all'altro. L'attuale configurazione degli utensili è probabilmente la causa di questi problemi di qualità.
L'uso di teste in metallo duro saldate convenzionali comporta errori di impostazione e finiture approssimative, perché in genere solo un utensile taglia in modo efficace. È necessario utilizzare frese a gorgogliamento fissate in macchina che consentano la fresatura di forme con più utensili. In questo modo è possibile garantire un'origine uniforme e una qualità superficiale liscia utilizzando inserti come il CBN o la ceramica.

L'utensile determina la finitura. Molte officine cercano di risparmiare utilizzando teste in carburo saldate convenzionali. È un errore. È estremamente difficile regolare perfettamente questi utensili. Anche se si installano più frese, non si può garantire che siano tutte esattamente sulla stessa linea centrale. In pratica, di solito solo un utensile di formatura esegue effettivamente il taglio. Gli altri si limitano a far girare l'aria.
Questo comporta due problemi. In primo luogo, l'efficienza diminuisce perché non si utilizzano tutti i bordi. In secondo luogo, si ottengono segni di utensili grossolani sulla superficie. La precisione ne risente perché l'origine dell'installazione non è coerente. Per risolvere questo problema, è necessario risolvere il problema degli utensili. È necessario utilizzare frese a gorgogliamento montate a macchina5. Queste consentono una vera e propria fresatura multiutensile. Quando ogni inserto si trova in una tasca precisa, tutti tagliano insieme. In questo modo il profilo del dente è preciso. La qualità della superficie è più uniforme.
Per i materiali duri, utilizziamo inserti avanzati come CBN (nitruro di boro cubico)6 o ceramica. Questi materiali resistono al calore e all'abrasione del taglio dell'acciaio 65 HRC ad alta velocità. L'azione di taglio intermittente prolunga ulteriormente la durata dell'utensile, consentendo la dissipazione del calore durante la parte non tagliente della rotazione.
Quali sono i pezzi più comuni lavorati con il tourbillon interno?
Vi chiedete se questa macchina è adatta alla vostra linea di prodotti o se è troppo specializzata. Per giustificare l'investimento, è necessario sapere esattamente quali parti beneficiano di questa tecnologia.
Il tourbillonnage interno è ideale per i componenti lunghi e filettati come le viti a sfera, le viti di alimentazione e i vermi EPS per autoveicoli. È eccellente per la produzione di viti per estrusione e ingranaggi elicoidali. Tuttavia, non è adatto per filettature a grande diametro a causa delle limitazioni strutturali del disco della fresa.

Questa tecnologia è specifica. Non è adatta a tutti i bulloni e i dadi. È per le parti filettate complesse e di alto valore in cui il pezzo è un albero lungo o una vite. La vediamo utilizzata più spesso per viti per estrusione7 e Pompe a rotore PC. Questi richiedono filettature lunghe e consistenti che si deformerebbero con il calore della tornitura standard. Nell'industria automobilistica, è standard per scatola dello sterzo EPS vermi. È perfetto anche per rulli diamantati e la creazione di precisi scanalature per l'olio.
Viti a sfera e viti di alimentazione sono il pane e il burro del whirling interno. Lo vediamo anche utilizzato per ingranaggi elicoidali. Tuttavia, ci sono dei limiti. Non è possibile lavorare pezzi con derivazioni molto grandi. Le dimensioni strutturali del disco della fresa lo limitano. Inoltre, l'evacuazione dei trucioli è limitata. È necessario pianificare il flusso dei trucioli. Se il piombo è troppo grande, i trucioli possono intasare l'anello di taglio. Tuttavia, per i pezzi sopra elencati, in particolare per gli alberi lunghi e sottili, è il metodo più efficiente disponibile.
| Categoria | Parti specifiche |
|---|---|
| Controllo del movimento | Vite a ricircolo di sfere, vite di alimentazione |
| Automotive | Vite senza fine EPS, ingranaggio di sterzo |
| Industriale | Vite di estrusione, pompa a rotore PC |
| Specializzato | Rullo diamantato, Scanalatura d'olio, Ingranaggio elicoidale |
Conclusione
Il tourbillonnage interno offre una filettatura ad alta velocità e a passaggio singolo per viti e viti senza fine. Grazie all'utilizzo di utensili precisi montati in macchina e alla gestione degli angoli d'elica, si ottengono efficienza e finitura superiori rispetto alla fresatura tradizionale.
-
Scoprite come la velocità lineare influisce sull'efficienza e sulla qualità della fresatura, fondamentale per ottimizzare i processi di lavorazione. ↩
-
Scoprite il preciso meccanismo di avanzamento del disco da taglio che consente la formazione di scanalature per filetti in un solo passaggio con un'elevata precisione. ↩
-
Scoprite perché l'azione di taglio intermittente favorisce il raffreddamento dell'utensile e previene la deformazione termica durante la fresatura. ↩
-
Scoprite perché mantenere l'angolo d'elica di lavorazione tra 12° e 14° è fondamentale per la precisione e per evitare i tagli eccessivi nella lavorazione. ↩
-
Esplorate questo articolo per capire come le frese a vortice montate in macchina migliorino l'accuratezza e la qualità della superficie, assicurando che tutti gli inserti taglino con precisione. ↩
-
Scoprite perché gli inserti in CBN sono ideali per il taglio ad alta velocità di materiali duri, grazie alla loro resistenza al calore e alla loro durata, che migliorano la durata e le prestazioni dell'utensile. ↩
-
Imparate a conoscere le viti per estrusione e a capire perché il tourbillonnage interno è ideale per creare filettature precise e lunghe senza deformazioni. ↩

Chris Lu
Avvalendomi di oltre un decennio di esperienza pratica nel settore delle macchine utensili, in particolare con le macchine CNC, sono qui per aiutarvi. Se avete domande suscitate da questo post, se avete bisogno di una guida per la scelta dell'attrezzatura giusta (CNC o convenzionale), se state esplorando soluzioni di macchine personalizzate o se siete pronti a discutere un acquisto, non esitate a CONTATTARMI. Troviamo la macchina utensile perfetta per le vostre esigenze.