

Che cos'è una rettificatrice senza centri?
Difficoltà di precisione su pezzi senza punti di centratura? La rettifica standard spesso necessita di centri, ma cosa succede se i vostri pezzi semplicemente non li hanno o se un volume elevato rende la centratura impraticabile?
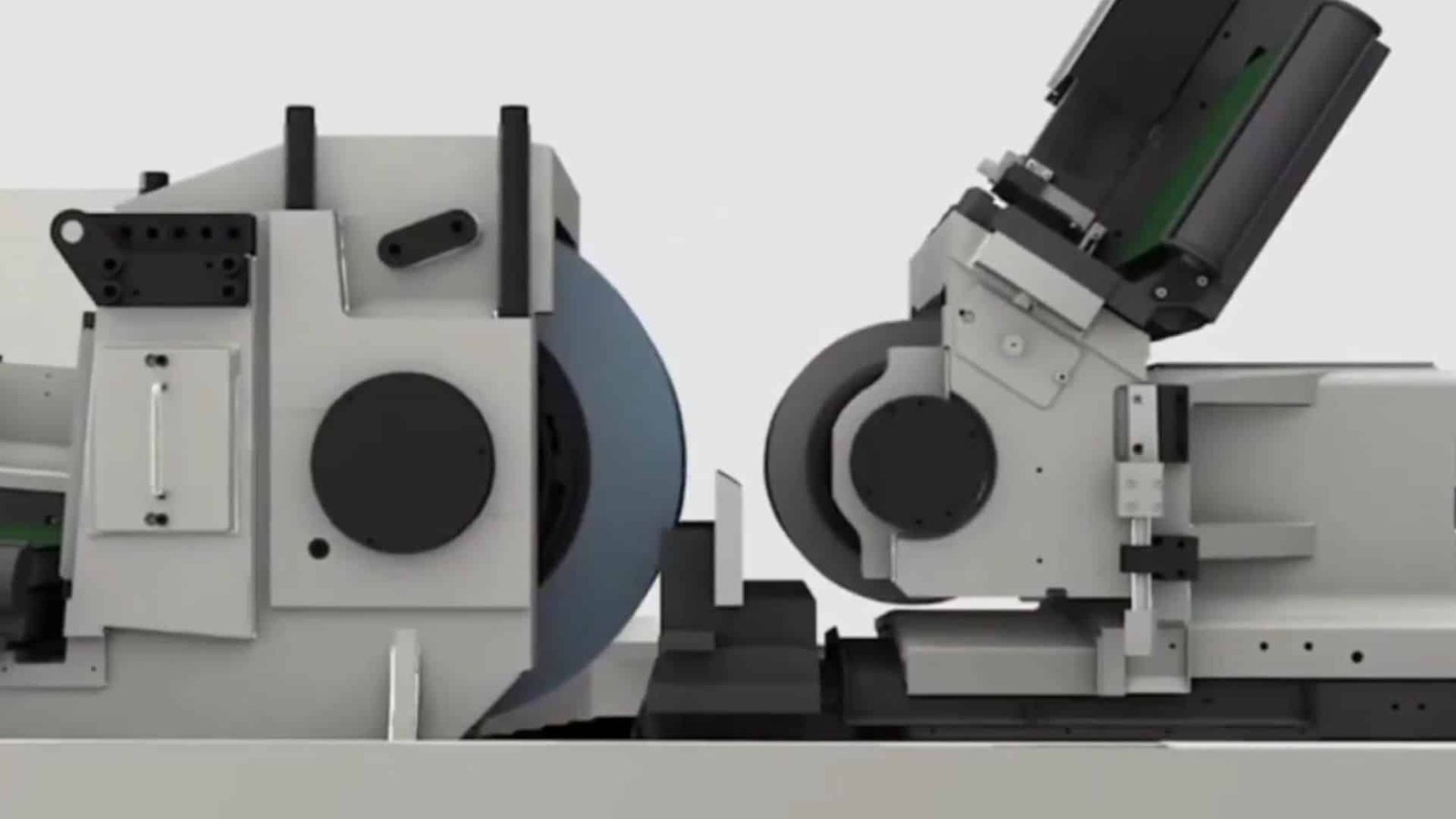
Una rettificatrice senza centri rifinisce l'esterno dei pezzi cilindrici utilizzando due mole, una mola e una mola di regolazione, più una lama di supporto. Non necessita di fori centrali, consentendo un'elevata precisione e un'efficiente produzione di massa di componenti.
Capire come queste macchine riescano in questa impresa è il primo passo per capire il loro valore. Abbiamo lavorato con molti clienti che hanno scoperto che la rettifica senza centri ha risolto i colli di bottiglia della produzione che i metodi convenzionali non potevano toccare. Vediamo più da vicino come funzionano e perché sono così efficaci per determinati lavori.
Come funziona una rettificatrice senza centri?
Come si fa a rettificare con precisione senza tenere il centro del pezzo? Sembra difficile, ma la sapiente interazione dei componenti chiave rende il processo molto controllato ed efficiente.
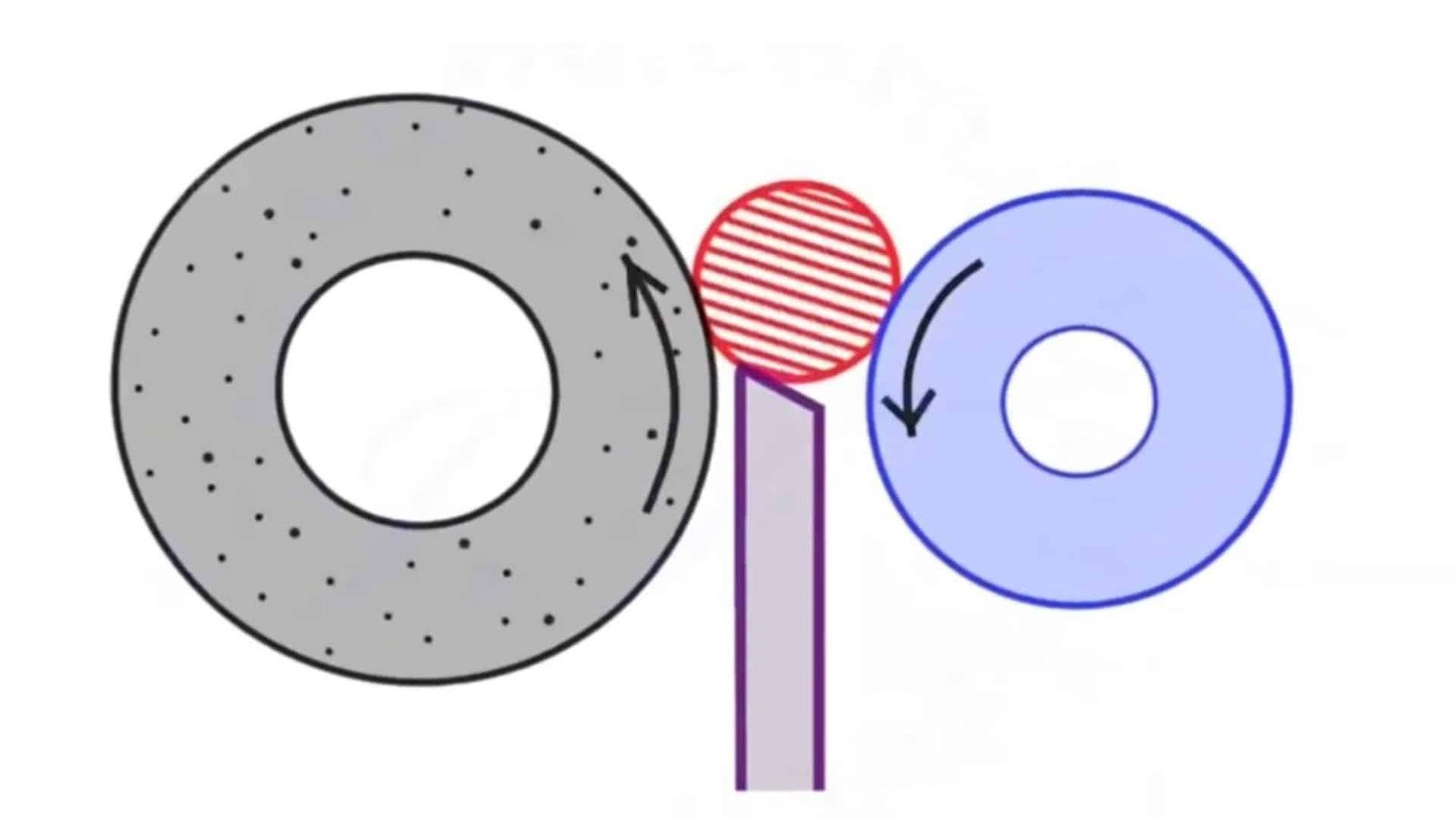
Utilizza una mola veloce per il taglio, una mola di regolazione più lenta per il controllo e una lama di appoggio per il lavoro. Il pezzo da lavorare si trova tra di loro, ruotato e alimentato con precisione dall'azione della mola di regolazione.

Approfondiamo la meccanica. L'impostazione corretta è fondamentale e ho trascorso innumerevoli ore ad aiutare i team a mettere a punto queste interazioni per ottenere risultati ottimali.
I componenti principali spiegati
La magia avviene grazie al coordinamento di quattro parti principali:
- Mola: Questo è il motore. Realizzata con abrasivi duri come l'ossido di alluminio o il carburo di silicio, ruota ad alta velocità (migliaia di metri di superficie al minuto) per rimuovere il materiale con precisione. Le sue specifiche dipendono interamente dal lavoro: il materiale da rettificare, l'asportazione necessaria e la finitura desiderata.
- Ruota di regolazione: Questa ruota è fondamentale per il controllo. Spesso realizzata con un abrasivo legato alla gomma per ottenere un buon attrito, ruota molto più lentamente. Il suo compito principale è quello di far girare il pezzo (per attrito) a una velocità costante e, soprattutto, di controllare l'avanzamento. In alimentazione passante Questa mola è leggermente inclinata o inclinatoche crea una forza assiale che spinge il pezzo in lavorazione attraverso la zona di rettifica.
- Lavoro Riposo Lama1: Questa lama stazionaria si trova sotto il pezzo in lavorazione, sostenendolo tra le due ruote. La sua altezza rispetto ai centri delle ruote e l'angolo superiore sono regolazioni fondamentali. Un posizionamento corretto garantisce la stabilità e aiuta a ottenere la rotondità e le dimensioni desiderate. Io dico sempre: se avete problemi di rotondità, controllate prima l'altezza della lama!
- Base macchina: Fornisce una base rigida per tutti i componenti, assicurando la stabilità e l'allineamento che sono fondamentali per la rettifica di precisione.
Tre tipi principali di rettifica senza centri
A seconda della forma del pezzo, utilizziamo modalità diverse:
- Alimentazione passante: È la più comune per i cilindri semplici e diritti, come perni o aste. I pezzi vengono alimentati in modo continuo, uno dopo l'altro, attraverso lo spazio tra le ruote. La ruota di regolazione inclinata fornisce la spinta assiale. Questa soluzione viene utilizzata spesso per lavori ad alto volume in cui la velocità è fondamentale.
- Alimentazione (o immersione)2: Utilizzata per pezzi con teste, spalle, rastremazioni o diametri multipli come bulloni o steli di valvole. Il pezzo in lavorazione poggia sulla lama e la lama/il pezzo o le mole si muovono radialmente (a tuffo) per rettificare il profilo. Spesso la mola viene lavorata in base alla forma negativa dell'elemento del pezzo. Ciò richiede un'accurata lavorazione e messa a punto della mola.
- Alimentazione finale: Ideale per i pezzi conici in cui il pezzo viene alimentato assialmente contro un arresto, rettificato e poi ritirato. Si pensi alla rettifica della conicità degli aghi o degli stantuffi. È meno comune nella nostra officina, ma è essenziale per i requisiti specifici dei pezzi conici.
Quali sono i vantaggi delle smerigliatrici senza centri rispetto alle smerigliatrici circolari esterne?
La rettifica senza centri è sempre migliore di quella standard? Non sempre, ma conoscere i vantaggi specifici aiuta a scegliere il processo giusto per le proprie esigenze produttive e a evitare costosi errori.
I vantaggi principali includono l'assenza di fori centrali (che migliora il potenziale di precisione), un'elevata produttività grazie all'alimentazione continua, possibilità di arrotondamento/finitura superiori e un supporto migliore che riduce al minimo la deflessione sui pezzi lunghi e sottili.
Analizziamo questi vantaggi. Abbiamo riscontrato notevoli aumenti di produttività quando i clienti passano i pezzi adatti alla rettifica senza centri.
Vantaggi chiave esplorati
- Elimina i problemi del foro centrale: Questo è fondamentale. La preparazione dei fori centrali richiede tempo e introduce potenziali errori. Se i centri sono imprecisi o danneggiati, la rettifica convenzionale ne risente. La rettifica senza centri evita completamente questo problema. Ricordo che per un cliente che produce piccoli perni l'eliminazione della centratura ha ridotto drasticamente la percentuale di scarti.
- Tassi di produzione elevati: Soprattutto con la rettifica passante, i pezzi possono essere lavorati in modo continuo, da un capo all'altro. Le operazioni di carico e scarico sono ridotte al minimo o automatizzate con facilità. Ciò la rende incredibilmente veloce per la produzione di massa. Pensate a migliaia di pezzi all'ora.
- Precisione e rotondità migliorate3: Il pezzo genera essenzialmente il proprio asse centrale tra i tre punti di contatto (due ruote, una lama). Questa azione autocorrettiva può produrre una rotondità eccezionale, spesso migliore di quella ottenibile con i centri, soprattutto se il pezzo iniziale non è perfettamente rotondo.
- Il supporto eccellente riduce la flessione: I pezzi lunghi e sottili sono sostenuti direttamente sotto il punto di rettifica dalla lama e lateralmente dalla mola di regolazione. Questo riduce al minimo la flessione o la deviazione che può verificarsi quando si tengono tali pezzi tra i centri, con conseguente migliore rettilineità e diametro costante. Ci affidiamo a questa soluzione per la produzione di alberi lunghi e sottili.
- Buona finitura superficiale4: L'assetto stabile e l'azione di rettifica continua producono in genere finiture superficiali molto lisce.
Ecco un rapido confronto:
| Caratteristica | Rettifica senza centri | Rettifica cilindrica esterna |
|---|---|---|
| Lavoro in attesa | Ruota e lama di regolazione | Centri / Chuck |
| Fori centrali | Non richiesto | Richiesto (di solito) |
| Uso tipico | Cilindri semplici e ad alto volume | Volume ridotto, forme complesse |
| Tempo di caricamento | Molto basso (alimentazione passante) | Superiore (montaggio/centraggio dei pezzi) |
| Rotondità | Potenzialmente molto alto | Dipende dalla precisione del foro centrale |
| Parti snelle | Eccellente supporto, bassa deflessione | Incline alla deviazione |
Le smerigliatrici esterne sono ancora vincenti per i profili complessi che richiedono un'indicizzazione precisa o per i pezzi in cui i centri sono inevitabili. Si tratta di usare l'utensile giusto per il lavoro.
Qual è il ruolo della ruota di gomma nella smerigliatrice senza centri?
La mola dall'aspetto spesso gommoso sembra meno aggressiva della mola principale. Serve solo a far girare il pezzo? In realtà il suo ruolo è complesso e assolutamente fondamentale per il corretto funzionamento dell'intero processo.
La ruota di gomma (di regolazione) controlla la velocità di rotazione del pezzo e l'avanzamento assiale (nell'avanzamento passante). La sua presa essenziale guida il pezzo, assicura un contatto stabile e smorza le vibrazioni per una migliore precisione.

La comprensione di tutte le funzioni di questa mola è fondamentale per la risoluzione dei problemi e la configurazione. Spesso mi accorgo che i problemi della mola di regolazione sono alla base di molti problemi di rettifica comuni.
Funzioni della ruota di regolazione
Analizziamo i suoi lavori critici:
- Controllo della rotazione: Realizzato con materiali come abrasivo con legante in gomma5 per fornire un elevato attrito, fa presa sul pezzo. Ruotando molto più lentamente della mola, costringe il pezzo a ruotare alla propria velocità superficiale. Questa differenza di velocità è fondamentale per l'azione di rettifica. La regolazione di questa velocità influisce direttamente sulla rimozione del materiale e sulla finitura. Se lo slittamento è eccessivo, si perde il controllo.
- Controllo dell'alimentazione (alimentazione passante): Come già detto, l'inclinazione dell'asse della ruota di regolazione fornisce la forza motrice per spingere il pezzo in lavorazione in modo assiale attraverso la macchina in modalità di avanzamento passante. L'angolo controlla la velocità di questo avanzamento.
- Posizionamento e stabilità: Lavorando con la lama di appoggio, fornisce la forza laterale che tiene il pezzo in lavorazione saldamente contro la lama e assicura un contatto costante con la mola. Questo contatto stabile su tre punti è fondamentale per la precisione.
- Smorzamento delle vibrazioni: La natura relativamente morbida della mola con legante in gomma aiuta ad assorbire le vibrazioni generate durante la rettifica. Questo effetto di smorzamento contribuisce in modo significativo all'ottenimento di fini finiture superficiali e rotondità. Una mola di regolazione dura trasferirebbe molte più vibrazioni.
- Mantenimento della presa: L'attrito è essenziale. Se la superficie della ruota si smaltisce o si carica di trucioli, può scivolare contro il pezzo, causando una rotazione incoerente, una finitura scadente e potenziali imprecisioni. Una regolare ravvivatura (pulizia e ripristino della superficie) è fondamentale. Nella nostra officina la programmiamo religiosamente.
È la mola di regolazione che detta il ritmo e la precisione del percorso del pezzo attraverso il processo di rettifica.
Quali tipi di pezzi sono adatti alla rettifica senza centri?
Ci si chiede se questo metodo sia adatto a il tuo parti specifiche? Pur essendo estremamente capace, la rettifica senza centri non è una soluzione universale. Conoscere il suo punto di forza aiuta a sfruttarne efficacemente i punti di forza.
È ideale per la produzione in grandi volumi di pezzi cilindrici come perni, aste, tubi, alberi, anelli/corone di cuscinetti, rulli, steli di valvole, aghi di iniettori e dispositivi di fissaggio. Anche i pezzi conici o profilati semplici (utilizzando l'alimentazione interna) sono molto adatti.

Analizziamo le caratteristiche che rendono un pezzo un candidato privilegiato. Per guidare i clienti in questo senso, è necessario esaminare la geometria, il volume, il materiale e le esigenze di precisione.
Caratteristiche ideali del pezzo da lavorare
- Geometria:
- Cilindri semplici: Qui brilla l'alimentazione passante. Perfetto per i pezzi che necessitano di una rettifica dell'intero diametro esterno, come gli alberi motore, gli spinotti dei pistoni, i grezzi delle punte e le aste di precisione.
- Profili complessi (In-feed/End-feed): I pezzi con teste (bulloni), scanalature, diametri multipli (cursori idraulici) o conici (steli di valvole, aghi) sono trattati con tecniche di alimentazione interna o finale.
- Volume di produzione: La rettifica senza centri offre i maggiori vantaggi in termini di costi tirature medio-alte6 per la sua velocità e il potenziale di automazione. L'impostazione richiede tempo, quindi è meno ideale per i pezzi unici, a meno che i vantaggi specifici (come l'estrema rotondità) non siano critici. La vediamo spesso utilizzata per componenti automobilistici come assali, boccole e alberi a camme prodotti a milioni.
- Requisiti di precisione: Eccelle dove tolleranze strette7 su diametro, rotondità, rettilineità e finitura superficiale sono fondamentali. Il raggiungimento di tolleranze inferiori a 1 micrometro (< 0,00004 pollici) è possibile con macchine ben tenute e un'impostazione qualificata, fondamentale per applicazioni come i componenti dei cuscinetti o gli iniettori di carburante.
- Materiale: È possibile rettificare la maggior parte dei materiali: vari acciai (temprati, inossidabili), alluminio, ottone, titanio, persino la ceramica e alcune materie plastiche. La chiave è l'adattamento della mola, della mola di regolazione e del refrigerante al materiale.
- Parti difficili da tenere in mano: I pezzi lunghi e sottili che si deviano facilmente in un mandrino o tra i centri sono spesso candidati perfetti.
Se i vostri pezzi rientrano in queste categorie, la rettifica senza centri potrebbe migliorare significativamente la qualità e l'efficienza.
La rettifica senza centri richiede un refrigerante?
Pensate alla configurazione pratica? Una domanda comune sorge spontanea: il refrigerante o il liquido da taglio sono assolutamente necessari? È possibile farne a meno per semplificare le cose?
Sì, il refrigerante è quasi sempre essenziale nella rettifica senza centri. Gestisce l'intenso calore generato, lubrifica la zona di rettifica, elimina i detriti dannosi (trucioli) e previene danni termici al pezzo, come bruciature o distorsioni.

Analizziamo da vicino perché il refrigerante non è indispensabile per ottenere risultati di qualità. Nella mia esperienza di risoluzione dei problemi di rettifica, nove volte su dieci, in caso di improvviso calo della qualità, il primo passo è la verifica dell'alimentazione e delle condizioni del refrigerante.
Perché il refrigerante è necessario
L'attrito ad alta velocità che si verifica durante la rettifica crea molto calore proprio nella zona di rettifica. Il refrigerante svolge diverse funzioni vitali:
- Controllo del calore (raffreddamento)8: Questo aspetto è fondamentale. Il liquido di raffreddamento trasporta il calore, evitando che:
- Danno termico: Bruciature, scolorimento o modifiche metallurgiche indesiderate sulla superficie del pezzo.
- Instabilità dimensionale: Il calore provoca l'espansione dei pezzi. La rettifica a misura di un pezzo caldo significa che sarà sottodimensionato quando si raffredda. Una temperatura costante è fondamentale per il controllo della tolleranza.
- Danni alle ruote: Il surriscaldamento può rompere il legame della mola o causare la formazione di vetri.
- Lubrificazione9: Il refrigerante riduce l'attrito tra mola/pezzo, pezzo/mola e pezzo/lama. I vantaggi includono:
- Migliore finitura superficiale: Meno attrito significa un'azione di taglio più fluida.
- Maggiore durata delle ruote: Riduce l'usura sia delle mole che delle ruote di regolazione.
- Riduzione del consumo energetico: Meno attrito significa meno energia necessaria.
- Risciacquo: Il flusso lava via i trucioli di metallo (swarf) e le particelle abrasive. In questo modo si evitano:
- Carico delle ruote: I trucioli si intasano nei pori della ruota, riducendo l'efficienza di taglio.
- Graffiatura della superficie: Detriti sciolti trascinati sulla superficie finita.
- Stabilità del processo: Un raffreddamento adeguato impedisce il surriscaldamento che può causare la perdita di aderenza (slittamento) della ruota di regolazione sul pezzo, con conseguente perdita di controllo e precisione.
- Prevenzione della corrosione: La maggior parte dei refrigeranti include inibitori di ruggine per proteggere la macchina e le parti.
Anche l'erogazione efficace è fondamentale: spesso richiede un volume elevato o addirittura un'alta pressione per penetrare la barriera d'aria creata dalla mola che gira velocemente e raggiungere la zona di taglio. Se si rinuncia o si lesina sul refrigerante, si rischiano guai in qualsiasi operazione di rettifica di precisione.
Conclusione
La rettifica senza centri offre un'elevata precisione per i pezzi cilindrici senza bisogno di centri, rendendola ideale per la produzione in serie. L'esclusivo sistema di mole e lame, unito all'uso essenziale del refrigerante, garantisce efficienza, precisione ed eccellenti finiture superficiali.
-
Scoprite l'importanza della lama di appoggio per ottenere stabilità e precisione nella rettifica, un fattore chiave per ottenere risultati di qualità. ↩
-
Scoprite le complessità della rettifica in entrata, in particolare per i pezzi complessi, e la sua importanza nella lavorazione di precisione. ↩
-
Scoprite i meccanismi che consentono di migliorare l'accuratezza e la rotondità della rettifica senza centri, fondamentale per la meccanica di precisione. ↩
-
Scoprite i fattori che portano a finiture superficiali superiori nella rettifica senza centri, essenziali per garantire la qualità della produzione. ↩
-
Esplorate questo link per capire come gli abrasivi con legante in gomma migliorino l'efficienza e la precisione della rettifica, fondamentale per ottenere finiture di qualità. ↩
-
Scoprite i processi produttivi più efficienti per la produzione di volumi medi e alti, ottimizzando i costi e la velocità dei vostri progetti. ↩
-
Scoprite le tecniche per ottenere tolleranze strette, fondamentali per i componenti di precisione come i cuscinetti e gli iniettori di carburante, garantendo una produzione di alta qualità. ↩
-
La comprensione del controllo del calore è fondamentale per mantenere la precisione e prevenire i danni durante le operazioni di rettifica. Esplorate questo link per avere informazioni approfondite. ↩
-
La lubrificazione svolge un ruolo fondamentale nel migliorare l'efficienza della rettifica e nel prolungare la durata degli utensili. Scoprite di più sul suo impatto sulle prestazioni. ↩

Chris Lu
Avvalendomi di oltre un decennio di esperienza pratica nel settore delle macchine utensili, in particolare con le macchine CNC, sono qui per aiutarvi. Se avete domande suscitate da questo post, se avete bisogno di una guida per la scelta dell'attrezzatura giusta (CNC o convenzionale), se state esplorando soluzioni di macchine personalizzate o se siete pronti a discutere un acquisto, non esitate a CONTATTARMI. Troviamo la macchina utensile perfetta per le vostre esigenze.