

Come scegliere tra centro morto e centro vivo per il tornio?
La lavorazione di un albero richiede il giusto supporto, altrimenti si rischiano parti ovali e segni di vibrazioni. La scelta del centro sbagliato è il modo più rapido per rovinare la finitura superficiale o distruggere i cuscinetti della contropunta.
Per la tornitura CNC generale è necessario scegliere un centro vivo per gestire gli alti numeri di giri e ridurre l'attrito. Per la rettifica o la tornitura di alta precisione, dove è necessario azzerare il runout, si deve scegliere un centro morto. La scelta dipende dalla priorità data alla velocità di produzione (Live) o alla precisione geometrica assoluta (Dead).
In base alla mia esperienza, molti operatori cercano di forzare un centro morto a lavorare a 2.000 giri/min. Questo si risolve sempre in un fallimento. È necessario comprendere la meccanica per prendere la decisione giusta.
Quali sono le principali differenze funzionali tra un centro morto e un centro vivo?
Si possono distinguere a vista d'occhio, ma la vera differenza si trova all'interno dell'alloggiamento.
La principale differenza funzionale è la rotazione. Un centro vivo utilizza cuscinetti interni per ruotare la sua punta in modo sincrono con il pezzo da lavorare, eliminando l'attrito. Un centro morto è un pezzo di acciaio solido e fermo contro cui ruota il pezzo, che offre una maggiore rigidità ma genera un calore significativo a causa del contatto metallo-metallo.

La differenza non sta solo nelle parti mobili, ma anche nel modo in cui l'utensile interagisce con il pezzo.
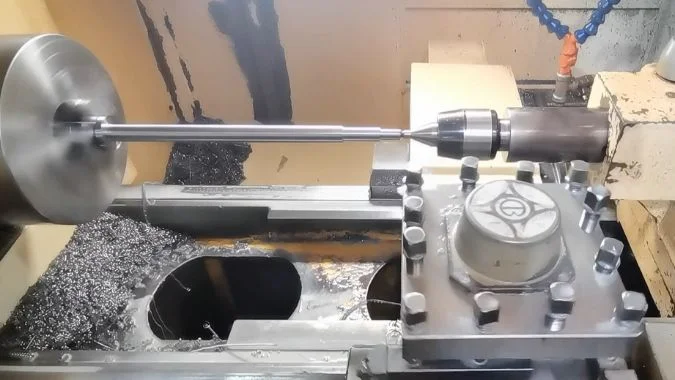
A Centro vivo1 è costruito per il movimento. Ospita un complesso gruppo di cuscinetti a sfera o a rulli. Quando il mandrino del tornio ruota il pezzo, la punta del centro vivo ruota con esso. Poiché si muovono insieme, non vi è alcuna azione di sfregamento. Questo aspetto è fondamentale per la produzione moderna. Tuttavia, i cuscinetti hanno un gioco interno. Ciò significa che anche un centro vivo di alta qualità potrebbe avere un'oscillazione compresa tra 0,003 mm e 0,005 mm. Per la maggior parte dei lavori di tornitura, questo valore è accettabile.
A Centro morto2 è costruito per garantire la stabilità. Si tratta di un unico pezzo solido di acciaio temprato o di carburo. Crea un punto di appoggio "statico". Non essendoci cuscinetti, il gioco meccanico è nullo. Se la fantina è perfetta, il pezzo sarà perfetto. L'aspetto negativo è l'attrito. Il pezzo gira, ma il punto morto non lo fa. Questo crea calore e resistenza.
Ecco una semplice descrizione delle differenze tecniche per aiutarvi a decidere:
| Aspetto | Centro morto | Centro vivo |
|---|---|---|
| Rotazione | Stazionario; il pezzo ruota contro di esso | Ruota con il pezzo tramite cuscinetti |
| Attrito/Calore | Elevato; richiede lubrificazione | Basso; i cuscinetti riducono l'attrito |
| Precisione | Eccellente per la concentricità | Buono, ma con un potenziale di fuoriuscita dai cuscinetti |
| Idoneità alla velocità | Numero di giri medio-basso | Alti regimi di rotazione |
| Uso tipico | Alta precisione, piccole tirature | Corse lunghe, CNC, carichi pesanti |
Quali sono i rischi di espansione termica e attrito quando si utilizza un centro morto?
L'attrito crea calore e il calore modifica le dimensioni delle parti metalliche. Questo è il pericolo nascosto dell'utilizzo di un centro morto.
Il rischio è che l'attrito generi calore, causando l'espansione longitudinale del pezzo (espansione termica). Poiché la contropunta è bloccata, questa espansione spinge il pezzo contro il punto morto con un'enorme pressione. Ciò può deformare l'albero, danneggiare i cuscinetti della macchina o saldare la punta del centro al pezzo.

Quando si utilizza un centro morto3si crea essenzialmente un freno. Si tratta di uno sfregamento di metallo su metallo sotto carico.
La fisica del fallimento
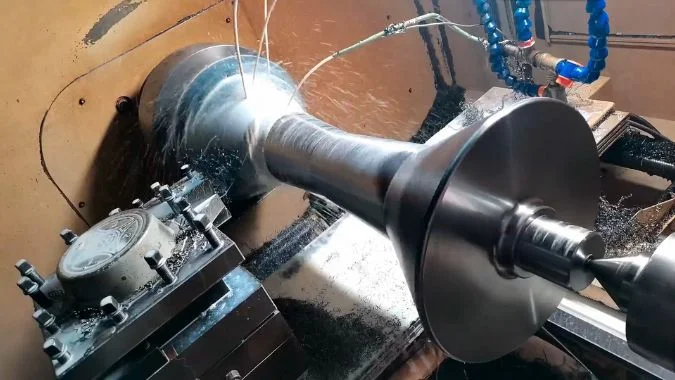
Supponiamo che si stia tornendo un lungo albero in acciaio. Mentre ruota contro il punto morto fisso, l'attrito riscalda la punta. Il calore si diffonde nell'albero. L'acciaio si espande quando si scalda. Un albero di 1 metro può facilmente crescere di 0,5 mm durante un taglio pesante.
Cosa succede dopo?
La contropunta non si sposta indietro per adattarsi a questa crescita. L'albero è ora più lungo, ma lo spazio tra i centri è lo stesso. L'albero inizia a piegarsi al centro. Questo distrugge la rettilineità. Se la pressione diventa troppo alta, il film di lubrificazione si rompe. Il punto morto si fonde letteralmente (galla) con il pezzo.
Come lo risolviamo
Se si deve usare un punto morto per la precisione, non è possibile farlo funzionare a secco.
- Lubrificazione: Utilizziamo grasso ad alta pressione4 come il Moly D (bisolfuro di molibdeno). L'olio standard si spegne all'istante.
- Limiti di velocità: Dovete correre lentamente.
- Regolazioni: Sui lavori lunghi, a volte fermiamo la macchina, arretriamo leggermente la contropunta per alleggerire la pressione di espansione e poi finiamo il taglio.
Perché scegliere il centro vivo rispetto al centro morto sul tornio CNC?
Le macchine CNC sono progettate per la velocità e l'efficienza. I centri morti non sono in grado di tenere il passo dell'automazione moderna.
Si sceglie un centro vivo per i torni CNC per consentire la lavorazione ad alta velocità senza bruciare l'utensile. I centri vivi evitano il calore da attrito, proteggono il foro centrale dall'usura durante le operazioni ripetitive e consentono l'uso dei moderni inserti rivestiti che richiedono elevate velocità superficiali per funzionare correttamente.

L'uso di un centro morto su un tornio CNC ad alta velocità è di solito un errore. Ecco la spiegazione del perché centri live5 sono la scelta migliore per questa applicazione.
1. Corrispondenza delle velocità degli inserti
I moderni inserti in metallo duro sono progettati per tagliare velocemente. Se si lavora troppo lentamente, si scheggiano. Per ottenere la giusta superficie in piedi al minuto (SFM), spesso sono necessari più di 2000 giri al minuto. Un centro morto si brucia a quella velocità in pochi secondi. Un centro vivo gestisce senza problemi gli alti numeri di giri perché i cuscinetti assorbono il carico.
2. Protezione del foro centrale
Negli ambienti di produzione, spesso spostiamo i pezzi da un tornio a una fresa o a una smerigliatrice. Il foro centrale è il nostro punto di riferimento. Se si utilizza un centro morto, l'attrito può segnare o ovalizzare il foro centrale. Un centro vivo ha un contatto di rotolamento. Preserva la geometria del foro centrale, assicurando che il pezzo sia ancora preciso quando passa alla macchina successiva.
3. Smorzamento delle vibrazioni
La tornitura CNC può essere aggressiva. Un centro vivo aiuta ad assorbire le vibrazioni. Il film d'olio nei cuscinetti agisce come un piccolo ammortizzatore. Questo aiuta a prevenire le vibrazioni sui pezzi lunghi e sottili, un problema comune per i nostri clienti della catena di fornitura automobilistica.
Qual è l'impatto del peso del pezzo in lavorazione sulla durata dei cuscinetti a sfere?
Ogni centro vivo ha un limite. Ignorare il peso del pezzo in lavorazione è la causa più comune del grippaggio dei cuscinetti.
Il peso del pezzo riduce direttamente la durata del cuscinetto se supera il carico radiale nominale. I pezzi pesanti spingono i rulli interni nelle piste, causando "brinelling" (ammaccatura) e surriscaldamento. Il sovraccarico di un centro vivo ne provoca il grippaggio a metà del taglio, con conseguente sgranatura del pezzo e rottura degli utensili da taglio.
Il peso del pezzo cambia il modo in cui selezioniamo gli utensili. Un centro Morse Taper 4 live standard può essere dimensionato per 2.000 giri al minuto, ma può supportare solo 500 kg.
Carico radiale vs. carico assiale
La maggior parte delle persone pensa alla contropunta che spinge in (carico assiale). Ma la gravità tira giù (Carico radiale6). I centri standard sono ottimi per sopportare la pressione assiale, ma deboli contro il peso radiale. Quando si mette un rullo pesante su un centro piccolo, i cuscinetti vengono schiacciati.
Le conseguenze del sovraccarico
Quando un cuscinetto è sovraccarico, genera un eccesso di calore. Il grasso si cuoce all'interno dell'alloggiamento. Alla fine, il cuscinetto si blocca. Su un tornio manuale, si sente lo stridio e ci si ferma. Su un tornio CNC, la macchina continua a spingere. Il centro smette di girare, ma il mandrino continua a girare. La punta del centro vivo agisce come una barra di alesaggio e distrugge l'estremità dell'albero.
La soluzione
Per i pezzi pesanti, consigliamo i centri "Bull Nose" o i modelli per impieghi gravosi con file di cuscinetti supplementari. Diciamo sempre ai nostri clienti: calcolate il peso del vostro materiale grezzo. Se siete vicini al limite della portata del centro vivo, acquistatene uno più grande. È più economico che rottamare un pezzo da 2 tonnellate.
Conclusione
I centri vivi sono essenziali per una produzione CNC efficiente e ad alta velocità. I centri morti sono l'unica scelta per la rettifica ad alta precisione, quando il runout è inaccettabile. L'utensile è adatto alle vostre esigenze di velocità e precisione.
-
Esplorate questo link per capire come un Live Center migliora la precisione e l'efficienza dei processi di lavorazione. ↩
-
Scoprite i vantaggi dell'utilizzo di un centro morto per ottenere stabilità e precisione nei vostri progetti di lavorazione. ↩
-
La conoscenza dei centri morti è fondamentale per la lavorazione di precisione, per evitare le insidie più comuni e migliorare la qualità del lavoro. ↩
-
L'esplorazione delle opzioni di grasso ad alta pressione può migliorare i vostri processi di lavorazione, garantendo una migliore lubrificazione e prestazioni. ↩
-
Esplorate questo link per capire i vantaggi dei centri vivi rispetto ai centri morti nella lavorazione CNC, migliorando l'efficienza della vostra produzione. ↩
-
La comprensione del carico radiale è fondamentale per selezionare gli strumenti giusti e prevenire i guasti alle apparecchiature. ↩

Chris Lu
Avvalendomi di oltre un decennio di esperienza pratica nel settore delle macchine utensili, in particolare con le macchine CNC, sono qui per aiutarvi. Se avete domande suscitate da questo post, se avete bisogno di una guida per la scelta dell'attrezzatura giusta (CNC o convenzionale), se state esplorando soluzioni di macchine personalizzate o se siete pronti a discutere un acquisto, non esitate a CONTATTARMI. Troviamo la macchina utensile perfetta per le vostre esigenze.