

Come scegliere tra guida lineare o rigida per VMC?
Avete bisogno di un nuovo centro di lavoro verticale. Scegliete il tipo di guida sbagliato. La macchina trema, rompe gli utensili e rovina parti costose. Perdete denaro e tempo.
È necessario scegliere le guide rigide box-way per tagli pesanti, stampi di grandi dimensioni e materiali duri. Utilizzano l'attrito radente per ottenere la massima rigidità. Le guide lineari devono essere scelte per lavori di precisione ad alta velocità e metalli leggeri. Utilizzano l'attrito volvente per garantire movimenti rapidi e una facile manutenzione.
I clienti mi fanno sempre questo tipo di domanda. Gli dico di considerare le loro esatte esigenze di produzione. Vediamo le differenze meccaniche tra questi due sistemi di binari.
In che modo la scelta della guida influisce sulla velocità massima di traslazione rapida della VMC?
Si desidera tagliare i pezzi più velocemente. La macchina si muove troppo lentamente tra i tagli. Perdete tempo di ciclo prezioso e producete meno pezzi al giorno.
Le rotaie lineari utilizzano l'attrito volvente per raggiungere velocità superiori ai trenta metri al minuto. Le rotaie rigide utilizzano l'attrito radente. Lo scorrimento crea un'elevata resistenza e calore. Le rotaie rigide limitano la velocità rapida a meno di quindici metri al minuto.
L'attrito controlla la velocità della macchina. Binari lineari1 utilizzano piccole sfere o rulli d'acciaio. Questi piccoli rulli si trovano all'interno di un blocco metallico modulare. Scorrono dolcemente lungo un binario d'acciaio. Questa azione di rotolamento crea un attrito fisico molto basso. I servomotori della macchina non lavorano molto per spingere la pesante tavola. La macchina può muoversi molto velocemente. Alcune macchine ad alta velocità raggiungono facilmente i sessanta metri al minuto. Questa velocità consente di realizzare rapidamente piccoli componenti elettronici. Si risparmia tempo di ciclo. Binari rigidi2 lavorano in modo molto diverso. La macchina utilizza superfici piane in ghisa massiccia. Queste superfici piane scorrono direttamente l'una contro l'altra. Questo crea un enorme attrito di scorrimento. L'azione di scorrimento genera un elevato calore a velocità elevate. Questo calore estremo espande il metallo. Questo calore estremo espande il metallo e rovina completamente la precisione di posizionamento. I binari rigidi devono scorrere lentamente per evitare danni da calore. Raramente superano i quindici metri al minuto. È necessario adattare il tipo di guida alle proprie esigenze di velocità. I lavori in serie ad alta velocità necessitano di guide lineari. Per i lavori di sgrossatura lenti sono necessarie le rotaie dure.
Tipi di attrito e limiti di velocità
| Tipo di guida | Tipo di attrito | Velocità massima | Migliore applicazione |
|---|---|---|---|
| Binario lineare | Attrito di rotolamento | Oltre 30 metri al minuto | Taglio rapido e leggero |
| Binario rigido | Attrito di scorrimento | Meno di 15 metri al minuto | Taglio lento e pesante |
Quale tipo di guida offre uno smorzamento delle vibrazioni superiore per le operazioni di fresatura per impieghi gravosi?
Si avvia una fresatura pesante. L'intera macchina vibra fortemente. Le vibrazioni distruggono il costoso utensile in metallo duro e lasciano brutti segni sul metallo.
Le guide rigide Box-way offrono un'ammortizzazione superiore delle vibrazioni. Utilizzano una superficie di contatto enorme. Quest'ampia area di contatto assorbe facilmente i forti urti di taglio. Le guide lineari utilizzano un piccolo punto di contatto. Non sono in grado di assorbire bene le vibrazioni pesanti.
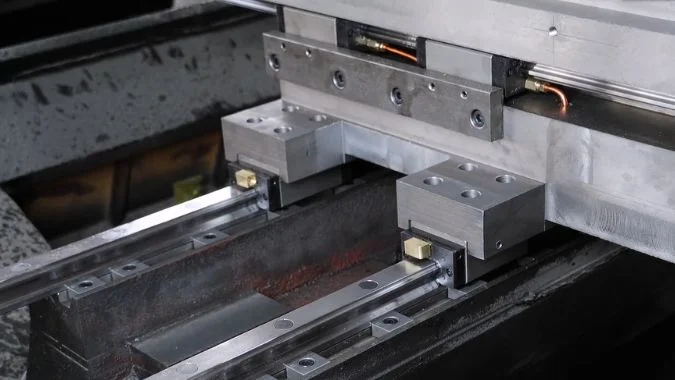
Il taglio pesante crea violente forze meccaniche. L'utensile da taglio colpisce duramente il metallo grezzo. Questo duro colpo crea forti onde d'urto. Il telaio della macchina deve assorbire queste onde d'urto. Raccomando sempre binari rigidi a forma di scatola3 per questo esatto lavoro. Gli operai della fabbrica fondono questi binari duri direttamente nel basamento della macchina principale. Formano un unico pezzo solido di ferro spesso. Le superfici di scorrimento si toccano completamente. Questo si chiama contatto superficiale. Questa grande area di contatto piatta distribuisce la forza d'urto su un ampio spazio. Il ferro spesso assorbe facilmente l'energia. La macchina rimane perfettamente silenziosa durante i tagli pesanti. Le guide lineari hanno difficoltà a sopportare forti urti. Le guide lineari utilizzano minuscole sfere d'acciaio. Queste piccole sfere toccano la guida solo in un punto microscopico. Lo chiamiamo contatto puntiforme. Il contatto puntiforme non è in grado di assorbire bene le forti vibrazioni. Le violente onde d'urto passano attraverso le piccole sfere. L'intera macchina trema fortemente. Le sfere possono persino rompersi sotto carichi estremi. Per le operazioni di fresatura pesante è necessario utilizzare guide rigide.
Area di contatto e assorbimento degli urti
| Caratteristiche della rotaia | Design della guida rigida | Design della guida lineare |
|---|---|---|
| Metodo di contatto | Contatto completo con la superficie | Contatto a punta minuscola |
| Smorzamento delle vibrazioni | Eccellente assorbimento degli urti | Scarso assorbimento degli urti |
| Risultato della durata dell'utensile | Protegge gli utensili durante i tagli pesanti | Rischio di rottura rapida degli strumenti |
Perché una VMC a guida rigida è spesso preferita per la produzione di stampi di grandi dimensioni?
Cercate di lavorare uno stampo in acciaio massiccio. La macchina si piega sotto il peso elevato. Le dimensioni finali dello stampo sono completamente sbagliate. Si spreca acciaio costoso.
Gli stampi di grandi dimensioni richiedono un'enorme capacità di carico e un'estrema rigidità. Le VMC a guida rigida utilizzano fusioni integrate di grande spessore per sostenere pesi elevati senza piegarsi. Gestiscono acciai da stampo resistenti e passate di taglio profonde con una stabilità perfetta.

La costruzione di stampi è un lavoro molto duro. Gli stampi per carrozzeria e gli stampi per iniezione di plastica pesano migliaia di chilogrammi. È necessario tagliare blocchi di acciaio solido molto duri. Ho visitato molte fabbriche di stampi. Le fabbriche migliori utilizzano sempre centri di lavoro verticali a rotaia dura4. Il rotaie in ghisa rettangolari di grosso spessore5 sostenere facilmente pesi elevati. Il pesante blocco in acciaio non schiaccia le guide. L'operatore può utilizzare un mandrino di grandi dimensioni in tutta sicurezza. Il mandrino spinge il grande utensile da taglio in profondità nell'acciaio duro. Le guide dure non si piegano sotto la pressione. Mantengono un percorso di taglio molto rettilineo. Questo percorso rettilineo evita le ondulazioni della superficie dello stampo finale. Le guide dure mantengono inoltre la loro precisione per molti anni. Gli operai della fabbrica temprano e rettificano le guide in ferro durante la produzione. Questo processo rende il ferro estremamente duro e resistente all'usura. Le guide lineari si usurano rapidamente con questi pesi estremi dello stampo. I blocchi modulari si deformano facilmente nel tempo. Le rotaie dure offrono la forza necessaria per completare perfettamente i lavori di stampaggio di grandi dimensioni.
Esigenze strutturali per la costruzione di stampi
| Requisiti dello stampo | Vantaggi della rotaia rigida | Debolezza della guida lineare |
|---|---|---|
| Reggere un peso elevato | La ghisa resiste alla flessione | I blocchi modulari si deformano |
| Tagliare l'acciaio in profondità | Gestisce un'enorme forza di spinta | Non è possibile eseguire tagli profondi in modo sicuro |
| Precisione a lungo termine | Il ferro resistente all'usura dura anni | Le parti rotanti si rompono sotto carico |
Quale configurazione delle guide offre una migliore finitura superficiale nella lavorazione di materiali ad alta durezza?
Avete finito di tagliare un pezzo di acciaio duro. Si ispeziona la superficie. La superficie appare ruvida e irregolare. Il cliente rifiuta il prodotto finale.
Le guide rigide Box-way creano una finitura superficiale molto migliore sui materiali ad alta durezza. Sopprimono completamente le vibrazioni di taglio. Le guide lineari soffrono di micro-deformazioni in presenza di forti forze di taglio. Queste piccole deformazioni lasciano brutti segni d'onda.

I materiali ad alta durezza spingono contro l'utensile da taglio. Questa forza di spinta è molto forte. L'acciaio duro cerca di far rimbalzare l'utensile. Questo rimbalzo crea piccole vibrazioni. Queste vibrazioni rovinano la finitura superficiale liscia. Ai miei clienti dico di usare le guide rigide box-way per i materiali duri. L'ampia area di contatto scorrevole agisce come un gigantesco ammortizzatore. Uccide le piccole vibrazioni all'istante. L'utensile rimane bloccato in un percorso perfetto. Si ottiene una splendida finitura superficiale. La rugosità media rimane molto bassa. Le guide lineari non sono in grado di fare questo. Le minuscole sfere di rotolamento all'interno del blocco lineare si comprimono leggermente sotto le forti forze di spinta. Chiamiamo questo fenomeno micro-deformazione6. Il blocco lineare si sposta su e giù in modo microscopico. L'utensile rimbalza contro la parte in acciaio duro. Questo rimbalzo crea segni di vibrazione visibili sul metallo. Alcune fabbriche cercano di utilizzare guide lineari a rulli. Questi rulli spessi sono migliori delle sfere rotonde. Ma le guide rigide in ghisa spessa vincono sempre il test di finitura superficiale.
Metodi di controllo della qualità delle superfici
| Condizione della macchina | Prestazioni della rotaia rigida | Prestazioni della guida lineare |
|---|---|---|
| Forza di spinta | Uccide le vibrazioni all'istante | Comprime le parti interne |
| Movimento dell'utensile | Rimane bloccato perfettamente dritto | Rimbalza leggermente su e giù |
| Superficie finale | Finitura liscia a specchio | Brutti segni di onde di chiacchiere |
Conclusione
È necessario abbinare il tipo di guida della VMC al lavoro specifico. Scegliete le guide lineari per il taglio veloce e leggero. Scegliete le guide dure per stampi pesanti e metalli duri.
-
Scoprite come le guide lineari utilizzano elementi volventi per ridurre al minimo l'attrito, consentendo velocità molto elevate e una precisione di posizionamento costante per una lavorazione rapida e precisa. ↩
-
Capire il contatto scorrevole delle guide dure, come il calore generato e l'espansione del metallo limitano la velocità e perché sono migliori per le applicazioni di taglio lento e grezzo. ↩
-
Scoprite come le guide di scorrimento in ghisa di grosso spessore garantiscano un contatto completo con la superficie e uno smorzamento delle vibrazioni superiore per le operazioni di taglio pesanti. ↩
-
Trovate confronti approfonditi, dati sulle prestazioni e casi di studio che dimostrano perché offrono durata e precisione costante per i lavori di stampaggio pesanti. ↩
-
Scoprite la tempra, la rettifica e le proprietà dei materiali che garantiscono una forza superiore, una resistenza all'usura e una precisione a lungo termine sotto carichi pesanti. ↩
-
Scoprite come le piccole compressioni degli elementi volventi causano il rimbalzo dell'utensile e i segni di vibrazione, e quali sono le scelte progettuali che attenuano questo problema. ↩

Chris Lu
Avvalendomi di oltre un decennio di esperienza pratica nel settore delle macchine utensili, in particolare con le macchine CNC, sono qui per aiutarvi. Se avete domande suscitate da questo post, se avete bisogno di una guida per la scelta dell'attrezzatura giusta (CNC o convenzionale), se state esplorando soluzioni di macchine personalizzate o se siete pronti a discutere un acquisto, non esitate a CONTATTARMI. Troviamo la macchina utensile perfetta per le vostre esigenze.