

Come scegliere tra un mandrino a 3 e a 4 griffe per un tornio CNC?
Davanti al tornio con un pezzo in mano. Scegliere il mandrino sbagliato significa scartare il pezzo o perdere un'ora per cercare di centrarlo.
Utilizzate un mandrino a 3 griffe per il serraggio rapido e ripetitivo di pezzi rotondi o esagonali. Scegliere un mandrino a 4 griffe per pezzi quadrati, rettangolari o di forma irregolare, o quando è necessario ottenere una concentricità estremamente elevata mediante regolazione manuale.
Un mandrino potente e utensili affilati non significano nulla se il pezzo da lavorare non è tenuto in modo sicuro e preciso. La scelta tra un mandrino a 3 o a 4 griffe è una delle decisioni fondamentali che un macchinista prende ogni giorno. La scelta giusta è il primo passo per ottenere un buon pezzo. Non si tratta solo di scegliere quello che va bene, ma di capire come funziona ogni mandrino e di sfruttare i suoi punti di forza unici per il lavoro da svolgere.
Quali sono le principali differenze meccaniche tra un mandrino a 3 e a 4 griffe?
Si vedono tre ganasce che si muovono insieme e quattro che si muovono separatamente. Qual è il meccanismo interno che le rende così diverse e ne determina l'uso?
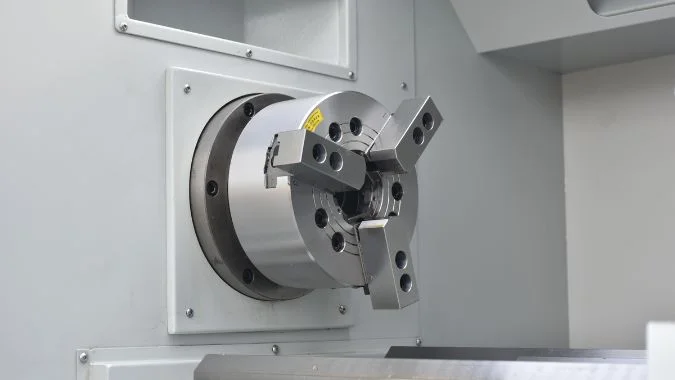
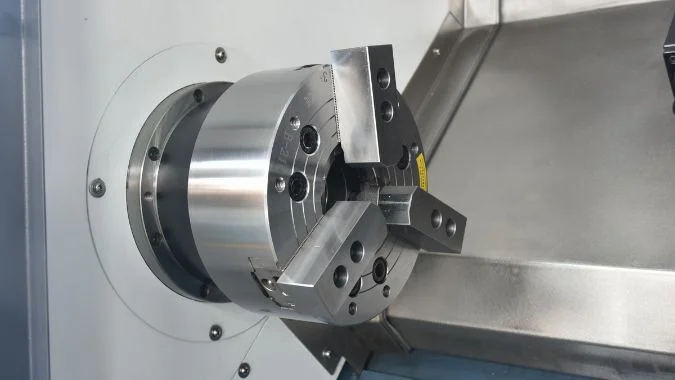
Un mandrino a 3 griffe utilizza una piastra di scorrimento per muovere tutte le ganasce simultaneamente per il centraggio automatico. Un mandrino a 4 griffe ha quattro ganasce indipendenti, ciascuna mossa dalla propria vite, che richiedono una regolazione manuale per centrare il pezzo.

La magia di un mandrino a 3 griffe è il suo funzione di autocentraggio1. All'interno del corpo del mandrino si trova una piastra di scorrimento con una scanalatura a spirale. Quando si gira la chiave del mandrino, si ruota questa piastra. La parte inferiore di ciascuna ganascia è dotata di denti che si innestano nella scanalatura a spirale. Quando la piastra ruota, tutte e tre le ganasce sono costrette a spostarsi verso l'interno o verso l'esterno lungo la spirale esattamente nello stesso momento. In questo modo il pezzo rotondo viene centrato automaticamente.
Un mandrino a 4 griffe ha un design completamente diverso. Non ha una piastra di scorrimento. Ciascuna delle quattro ganasce è montata su una vite individuale. Ruotando la chiave in una presa, si muove solo quella ganascia. Questo movimento indipendente è il suo più grande punto di forza. Permette di stabilità superiore2 e una forza di serraggio maggiore, soprattutto per i pezzi pesanti o irregolari. Sebbene richieda un centraggio manuale, offre la massima versatilità per forme diverse e persino per lavori fuori centro. È meno adattabile all'automazione, ma perfetta per la precisione.
Perché un mandrino a 3 griffe è lo standard per la produzione ripetitiva ad alta velocità di pezzi tondi?
La vostra officina ha un grosso ordine di 1.000 perni rotondi identici. Dovete lavorarli il più velocemente possibile. Perché per questo lavoro non è necessario prendere il mandrino a 3 griffe?
Il meccanismo di autocentraggio del mandrino a 3 griffe consente un serraggio incredibilmente rapido e ripetibile. Questo riduce drasticamente i tempi di impostazione tra i pezzi, rendendolo la scelta ideale per la produzione di grandi volumi di pezzi simmetrici.
Nei settori produttivi come quello automobilistico, il tempo è denaro. Ogni secondo di fermo macchina è un mancato guadagno. Il design autocentrante del Mandrino a 3 griffe3 è la chiave dell'efficienza. Un operatore può sbloccare un pezzo finito e bloccare in modo sicuro un nuovo pezzo grezzo in pochi secondi, non in minuti. Questo rapido caricamento dei pezzi riduce al minimo i tempi morti e massimizza la produzione. Per una serie di centinaia o migliaia di alberi o tubi rotondi identici, il risparmio di tempo è enorme.
Il processo è semplice e richiede competenze minime, il che riduce gli errori in un ambiente frenetico. La coerenza è fondamentale. Un mandrino a 3 griffe di buona qualità offre un'ottima precisione di ripetizione4Spesso entro 0,01 mm, assicurando che ogni pezzo del lotto sia lavorato secondo gli stessi standard. La sua presa bilanciata è perfetta per gli alti regimi di rotazione. Per qualsiasi operazione CNC ad alto volume che coinvolga pezzi cilindrici o esagonali, il mandrino a 3 griffe è il re indiscusso della velocità e della ripetibilità.
Perché un mandrino a 4 griffe è essenziale per la lavorazione di pezzi quadrati, rettangolari o di forma irregolare?
Si tratta di tornire un cuscinetto sull'estremità di un albero a gomiti o di spianare un blocco di acciaio squadrato. Un mandrino a 3 griffe non può nemmeno lontanamente contenere questi pezzi.
Le ganasce regolabili in modo indipendente di un mandrino a 4 griffe gli conferiscono la versatilità necessaria per bloccare in modo sicuro pezzi non simmetrici. È l'unico modo per bloccare forme quadrate, rettangolari o completamente irregolari su un tornio.

Le ganasce indipendenti di un Mandrino a 4 griffe5 sono il suo superpotere. Per un pezzo quadrato o rettangolare, è possibile regolare con precisione due ganasce opposte per bloccare facce parallele, quindi fissare le altre due. I quattro punti di contatto forniscono una forza di serraggio e un equilibrio superiori, impedendo qualsiasi slittamento, soprattutto su superfici pesanti o irregolari. Questo aspetto è fondamentale per la sicurezza e la precisione.
Questa versatilità va oltre le semplici squadrature. Permette di regolare l'esatto centraggio con un comparatore, riducendo al minimo l'errore di centratura che una 3 griffe non è in grado di eguagliare. Ancora più importante, permette di eseguire lavorazioni fuori centro o di tornitura eccentrica6. Se si deve lavorare un lobo di camma o un perno sfalsato su un albero a gomiti, è necessario utilizzare un mandrino a 4 griffe per posizionare deliberatamente il centro di rotazione del pezzo lontano dal suo centro geometrico. Senza un mandrino a 4 griffe, la lavorazione di telai personalizzati, raccordi o qualsiasi altro pezzo non rotondo ad alta precisione non è possibile.
Quali sono le differenze in termini di tempo di installazione e abilità dell'operatore richieste per ciascun tipo di mandrino?
Avete un pezzo rotondo semplice e una fusione complessa da lavorare. In che modo la scelta del mandrino influisce sul tempo necessario per iniziare e sull'esperienza necessaria per farlo bene?
Un mandrino a 3 griffe richiede una soglia di abilità inferiore e può essere impostato in pochi secondi. Un mandrino a 4 griffe richiede un operatore esperto e può richiedere diversi minuti per l'impostazione, con un attento centraggio manuale con un comparatore.
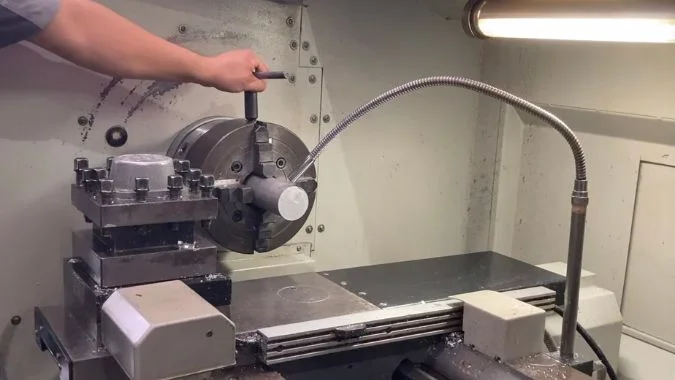
L'impostazione di un mandrino a 3 griffe è rapida. Si inserisce il pezzo e si stringe una chiave. Il meccanismo autocentrante7 fa il resto. L'intero processo richiede da pochi secondi a un minuto al massimo, il che lo rende perfetto per i cambi rapidi in una linea di produzione. Grazie alla sua semplicità, ha una soglia di competenze molto bassa. Un nuovo operatore può imparare a usarlo in modo sicuro in pochi minuti.
L'impostazione di un mandrino a 4 griffe è un'attività artigianale. Si tratta di un processo più lento e deliberato che può richiedere diversi minuti o più. L'operatore deve utilizzare un indicatore del quadrante8 per misurare la deviazione, quindi effettuare regolazioni precise e individuali su ciascuna ganascia per portare il pezzo perfettamente al centro. Questo processo richiede un livello di abilità superiore e una profonda comprensione della misurazione e del bilanciamento. È un compito che spetta a un macchinista esperto. Questo tempo di impostazione prolungato lo rende inefficiente per la produzione di lotti, ma è proprio il controllo manuale che consente alla 4 griffe di ottenere una precisione superiore e di gestire pezzi complessi.
Conclusione
Utilizzate un mandrino a 3 griffe per ottenere velocità ed efficienza sui pezzi rotondi standard. Utilizzate un mandrino a 4 griffe per la precisione, la versatilità e la potenza di serraggio necessarie per forme irregolari e lavori di alta precisione.
-
La comprensione della funzione di autocentraggio può migliorare le vostre capacità di lavorazione e la precisione del pezzo. ↩
-
Esplorare il concetto di stabilità superiore dei mandrini a 4 griffe può aiutarvi a scegliere l'utensile giusto per i lavori di precisione. ↩
-
Esplorate questo link per capire come un mandrino a 3 griffe aumenti la produttività e riduca i tempi di fermo nella produzione. ↩
-
Scoprite l'importanza della precisione di ripetizione nella produzione per garantire qualità ed efficienza costanti. ↩
-
Esplorate i vantaggi di un mandrino a 4 griffe per capire il suo ruolo critico nel raggiungimento della precisione e della sicurezza nella lavorazione. ↩
-
Imparate a conoscere la tornitura eccentrica per vedere come migliora le capacità di lavorazione di pezzi complessi e progetti personalizzati. ↩
-
La comprensione dei meccanismi di autocentraggio può migliorare le vostre capacità di lavorazione e migliorare l'efficienza delle impostazioni. ↩
-
Imparare a usare un comparatore è fondamentale per la precisione nella lavorazione, assicurando l'accuratezza del lavoro. ↩

Chris Lu
Avvalendomi di oltre un decennio di esperienza pratica nel settore delle macchine utensili, in particolare con le macchine CNC, sono qui per aiutarvi. Se avete domande suscitate da questo post, se avete bisogno di una guida per la scelta dell'attrezzatura giusta (CNC o convenzionale), se state esplorando soluzioni di macchine personalizzate o se siete pronti a discutere un acquisto, non esitate a CONTATTARMI. Troviamo la macchina utensile perfetta per le vostre esigenze.