

Perché quasi tutte le turbine CNC sono personalizzate?
Volete produrre filetti di alta precisione in pochi secondi, ma la vostra macchina standard continua a produrre scarti. Si modificano le impostazioni per ore, ma il profilo della filettatura è sempre sbagliato.
Le macchine di tourbillonnage CNC sono quasi sempre personalizzate perché il processo si basa su un metodo di formatura "one-pass" in cui la geometria dell'utensile deve corrispondere perfettamente al pezzo. A differenza della tornitura standard, non c'è spazio per gli errori. La personalizzazione garantisce che l'angolo della fresa, la forma dell'inserto e i sistemi di raffreddamento si allineino esattamente al profilo del filetto e alle proprietà del materiale.

Molti negozianti cercano di utilizzare un accessorio per il tourbillonnage "uguale per tutti". Alla fine si ritrovano con segni di vibrazione e inserti rotti. Per ottenere la velocità e la qualità promesse da questa tecnologia, è necessario adattare la macchina al pezzo.
Perché le geometrie complesse richiedono macchine roteanti CNC personalizzate?
Non si può forzare un piolo quadrato in un buco rotondo, eppure molte officine cercano di tagliare profili di vite complessi con inserti generici. Questo porta a un fallimento immediato.
Le geometrie complesse, come le filettature multi-start e i vermi asimmetrici, richiedono una personalizzazione perché le macchine standard non hanno la flessibilità necessaria per i movimenti simultanei su più assi. Una configurazione personalizzata regola l'angolo d'elica della testa di taglio e può utilizzare mandrini allungati o portautensili specializzati per evitare collisioni e garantire che l'inserto corrisponda perfettamente al profilo della sezione trasversale.

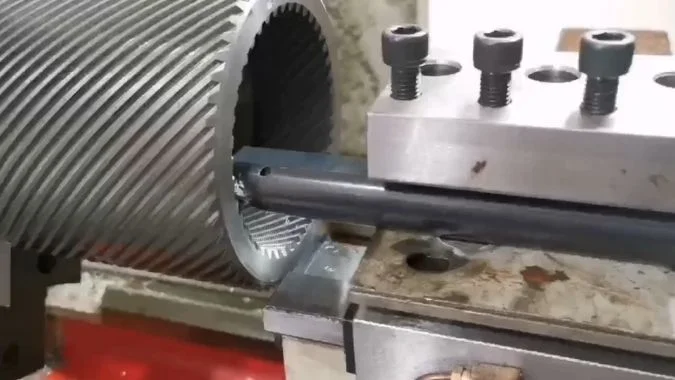
Il nucleo di Vortice CNC1 non è solo far girare una fresa, ma è la precisa coordinazione del movimento. La testa della fresa ruota ad alta velocità mentre il pezzo si muove lentamente. Questo crea un'azione di taglio "generativa". Poiché la rotazione termina la filettatura in un'unica passata, l'utensile agisce effettivamente come uno stampo negativo del pezzo finale.
Se si sta producendo un bullone standard, forse va bene un utensile standard. Noi vediamo richieste di vermi multi-avviamento, superfici a forma libera e viti ossee mediche complesse.
Le macchine standard spesso hanno difficoltà a gestire queste forme irregolari. Non hanno il gioco necessario o la capacità di controllare l'orientamento dell'utensile su più assi.
Se la geometria dell'utensile non corrisponde esattamente al pezzo, si verificano due cose:
- Collisione e interferenza: I supporti standard potrebbero urtare il pezzo in lavorazione quando si tagliano angoli ripidi o filettature profonde.
- Errore di profilo: Le pareti della filettatura non sono dritte perché la "oscillazione" della fresa non corrisponde al passo.
Gli utensili personalizzati risolvono questo problema. Regoliamo l'angolo di elica dell'anello di taglio per adattarlo al passo della vite. Possiamo anche progettare portautensili specifici o modificare il design del mandrino per gestire le curvature strette. In questo modo l'inserto entra ed esce dal taglio in modo pulito. Senza questa personalizzazione, l'utensile sfrega contro il lato della filettatura, rovinando la finitura superficiale.
In che modo la standardizzazione del vortice CNC limita la precisione e la tolleranza?
L'acquisto di utensili "fuori serie" sembra più economico, ma alla lunga costa di più. Gli utensili standard costringono ad accettare tolleranze "abbastanza buone".
La standardizzazione limita la precisione perché gli utensili generici spesso adottano tolleranze più ampie (circa ±0,127 mm) per adattarsi ai vari compiti, mentre la lavorazione a turbina richiede ±0,025 mm o meglio. La personalizzazione tiene conto di variabili specifiche come l'espansione del materiale e le vibrazioni, evitando le incongruenze nella finitura superficiale che si verificano quando si utilizzano parametri fissi per lavori unici.

Quando si utilizza una configurazione di vortici standardizzata, si scende a compromessi. Si spera che un angolo generico possa funzionare per un lavoro specifico. Nella mia esperienza, la speranza non è una strategia.
Il principale nemico della precisione nel tourbillon è rappresentato dalle vibrazioni e dalla deriva termica. Le macchine standard impongono parametri fissi sulle velocità e sugli utensili. Non tengono conto del modo in cui il pezzo può espandersi a caldo o vibrare sotto carico.
Il divario di tolleranza
La lavorazione CNC generale può accettare tolleranze di ±0,005 pollici (circa 0,127 mm). Tuttavia, vorticoso di alto livello2 spesso richiede tolleranze fino a ±0,001 pollici (circa 0,025 mm). Una macchina standard non è in grado di reggere tali tolleranze, perché non ha la rigidità o la calibrazione specifica per quel diametro.
Le conseguenze
Se l'utensile non corrisponde al profilo, si creano forze di taglio instabili. La macchina inizia a vibrare a livello microscopico. Questa vibrazione si trasferisce al pezzo in lavorazione.
Il risultato? Non si rispettano gli standard di precisione della filettatura di "grado 7-8". Si formano dei "segni di sfregamento" sui fianchi della filettatura. La personalizzazione migliora la rugosità superficiale (Ra)3. Progettando la fresa in modo specifico per il lavoro, possiamo raggiungere valori di Ra compresi tra 1,6 e 3,2μm. Si tratta di un aspetto critico per parti come le viti a piombo, dove l'attrito deve essere ridotto al minimo.
Perché i materiali avanzati richiedono configurazioni personalizzate di vortici CNC?
Tagliare l'alluminio morbido è facile; tagliare il titanio di grado medicale o l'Inconel è una guerra contro il calore e l'attrito. Non si possono usare le stesse tattiche per entrambi.
Materiali avanzati come le leghe di titanio e l'Inconel richiedono configurazioni personalizzate perché hanno una bassa conducibilità termica e un'elevata durezza. La personalizzazione consente l'integrazione del refrigerante ad alta pressione e rivestimenti specifici degli inserti per gestire l'accumulo di calore. Senza queste regolazioni personalizzate, le configurazioni standard portano a una rapida usura degli utensili, all'indurimento del lavoro e alla deformazione dei pezzi.
Le proprietà del materiale determinano l'impostazione della macchina. Questo aspetto non è negoziabile.
Classifichiamo i materiali in base alla loro "personalità".
- Materiali duri (acciaio temprato HRC35-45): Questi utensili si consumano. Dobbiamo personalizzare l'inserto con un'elevata resistenza all'usura e rivestimenti rinforzati.
- Materiali sensibili al calore (titanio, inconel)4: Questi materiali non conducono bene il calore. Il calore rimane nel bordo di taglio e nel pezzo, causando deformazioni. Spesso il refrigerante standard non è sufficiente. Spesso è necessario personalizzare la macchina con sistemi di raffreddamento ad alta pressione che mirano direttamente alla zona di taglio per evacuare trucioli e calore.
- Materiali appiccicosi (alluminio, acciaio morbido): Questi vogliono aderire alla fresa. Se i trucioli si accumulano, intasano l'anello di rotazione. È necessario personalizzare il percorso di evacuazione dei trucioli.
Ecco un esempio reale. Avevamo un cliente che produceva impianti ortopedici in titanio. Con una configurazione standard, il calore deformava le viti.
Abbiamo personalizzato il processo. Abbiamo modificato i parametri di taglio e la geometria dell'inserto per ridurre la forza di taglio.
Il risultato: Il tempo di ciclo è sceso da 2 minuti a 35 secondi. Il tasso di difetti è sceso quasi a zero. Utilizziamo anche utensili di "fresatura a strati". Questi hanno bordi di sgrossatura e di finitura separati sullo stesso inserto. Questo allunga notevolmente la vita dell'utensile.
| Materiale | Sfida | Strategia di personalizzazione |
|---|---|---|
| Titanio/Inconel | Calore e bassa conducibilità | Liquido di raffreddamento ad alta pressione, angoli acuti |
| Acciaio temprato | Usura rapida degli utensili | Rivestimenti rinforzati, design rigido della fresa |
| Alluminio | Intasamento del truciolo | Flauti lucidati, percorso di evacuazione ottimizzato |
In che modo la personalizzazione migliora l'efficienza delle operazioni di tourbillonnage CNC?
I tempi di ciclo lenti uccidono i margini di profitto. Avete bisogno di una macchina che pensi più velocemente dell'operatore e che tagli senza esitazioni.
La personalizzazione migliora l'efficienza ottimizzando i percorsi degli utensili e integrando l'unità di tourbillonnage in attrezzature composite come i torni di tipo svizzero, che possono prolungare la durata degli utensili fino a 50%. I sistemi CNC personalizzati riducono al minimo i tempi di "taglio in aria" e semplificano il debugging, consentendo di velocizzare gli allestimenti e di realizzare produzioni continue e automatizzate con scarti ridotti.

L'efficienza non consiste solo nel far girare più velocemente la fresa. Si tratta dell'intero sistema che lavora insieme.
Quando personalizziamo una macchina a turbina CNC, consideriamo il software e il flusso di lavoro.
1. Ottimizzazione del sistema5
Modifichiamo gli algoritmi del CNC. Per un filetto specifico, possiamo ottimizzare le rampe di accelerazione e decelerazione. Utilizziamo il "collegamento multiasse" per coordinare perfettamente i movimenti. In questo modo tagliamo millisecondi da ogni rotazione. Su una serie di 10.000 pezzi, si tratta di una cifra enorme.
2. Durata e costo dell'utensile6
Adattando la geometria dell'utensile al carico esatto, riduciamo l'usura inutile. Le ricerche e la nostra esperienza dimostrano che gli utensili personalizzati possono allungare la vita dell'utensile fino a 50% rispetto all'utilizzo di inserti generici che "sfregano" anziché tagliare. Questo riduce notevolmente il costo per pezzo.
3. Simulazione e verifica
Utilizziamo un software di simulazione avanzato per verificare il taglio prima della lavorazione. Questo accorcia il "ciclo di debug". Non si spreca tempo o materiale per testare sulla macchina, ma sul computer. In questo modo si elimina il rischio di collisione e si garantisce che, quando si preme "start", il primo pezzo venga realizzato correttamente. Questa personalizzazione trasforma una macchina indipendente in una cella di produzione automatizzata.
Conclusione
Il tourbillonnage CNC è un processo specializzato che richiede una personalizzazione. Adattando la geometria degli utensili, la gestione dei materiali e il software di controllo, si trasforma una macchina standard in un motore di produzione ad alta precisione e ad alta velocità che riduce gli scarti e garantisce tolleranze rigorose.
-
Esplorate questo link per comprendere le complessità del vortice CNC e le sue applicazioni nella lavorazione di precisione. ↩
-
Esplorate questo link per capire come il tourbillonnage di alto livello possa migliorare la precisione e soddisfare le tolleranze più severe nella lavorazione. ↩
-
Scoprite le tecniche per migliorare la rugosità superficiale (Ra) per ottenere migliori prestazioni nei componenti di precisione come le viti a piombo. ↩
-
Esplorate questo link per apprendere strategie efficaci per la lavorazione di materiali sensibili al calore, garantendo migliori prestazioni e riduzione dei difetti. ↩
-
Esplorate questo link per scoprire strategie efficaci per ottimizzare i sistemi CNC, migliorando l'efficienza e la produttività. ↩
-
Questa risorsa fornisce informazioni sull'estensione della durata degli utensili e sulla riduzione dei costi, fondamentali per massimizzare l'efficienza della produzione. ↩

Chris Lu
Avvalendomi di oltre un decennio di esperienza pratica nel settore delle macchine utensili, in particolare con le macchine CNC, sono qui per aiutarvi. Se avete domande suscitate da questo post, se avete bisogno di una guida per la scelta dell'attrezzatura giusta (CNC o convenzionale), se state esplorando soluzioni di macchine personalizzate o se siete pronti a discutere un acquisto, non esitate a CONTATTARMI. Troviamo la macchina utensile perfetta per le vostre esigenze.