

Un centro di lavoro per profili in alluminio può lavorare anche l'acciaio?
Avete una macchina progettata per l'alluminio, ma un cliente vi chiede di tagliare un pezzo in acciaio. Temete che il materiale più duro possa danneggiare la vostra attrezzatura o produrre risultati negativi.
Sì, un centro di lavoro per profili in alluminio può lavorare acciai come l'acciaio per stampi e l'acciaio #45. Non c'è alcuna differenza fondamentale nel processo di fresatura. Il successo sta nel regolare i parametri di taglio e nel cambiare gli utensili. È necessario dare priorità alla durata e alla rigidità degli utensili rispetto alla velocità.
Ho visto molti proprietari di officine rifiutare lavori in acciaio perché pensavano che le loro macchine fossero "solo alluminio". È un errore. Con oltre 12 anni di esperienza nel settore delle macchine utensili, so che la macchina è in grado di farlo se la si tratta nel modo giusto. Bisogna solo cambiare il modo di pensare al taglio.
Come variano le velocità di avanzamento e le velocità del mandrino quando si passa dall'alluminio all'acciaio?
Se si cerca di lavorare l'acciaio alla stessa velocità con cui si lavora l'alluminio, si brucia l'utensile in pochi secondi. La fisica dei materiali è completamente diversa.
La lavorazione dell'alluminio si concentra sull'alta efficienza, utilizzando velocità di mandrino elevate (spesso 3-4 volte superiori a quelle dell'acciaio) per massimizzare l'asportazione di materiale. La lavorazione dell'acciaio è limitata dalla rigidità e dal carico dell'utensile. È necessario impostare i parametri in modo conservativo, riducendo sia la velocità che l'avanzamento per evitare un calore eccessivo e proteggere la macchina.
Quando macchina in alluminio1L'obiettivo è la velocità e l'efficienza. L'alluminio è morbido e dissipa bene il calore. Vuole aderire all'utensile. Pertanto, facciamo girare il mandrino velocemente, spesso nell'ordine delle migliaia di giri al minuto, e lo alimentiamo velocemente. Vogliamo strappare il materiale il più rapidamente possibile. I trucioli volano ovunque e il calore se ne va con i trucioli.
L'acciaio è diverso. È più duro e genera una resistenza significativamente maggiore. Se si utilizzano velocità elevate sull'acciaio, si genera un attrito eccessivo. Questo crea un calore enorme che il materiale non può rilasciare rapidamente. Poiché un centro di lavoro per profili in alluminio non è pesante come un centro di lavoro dedicato, non ha la stessa rigidità. I carichi elevati lo fanno vibrare.
Quindi, quando passo all'acciaio, rallento tutto. Riduco la velocità del mandrino in modo significativo rispetto all'alluminio. In questo modo si riduce il calore. Riduco anche la velocità di avanzamento. In questo modo si riduce il "carico di trucioli" o la quantità di materiale che il dente taglia per rotazione. Questo approccio conservativo protegge la macchina. Evita che il mandrino si blocchi e che il telaio si fletta. Si scambia il tempo con la capacità. Ci vuole più tempo per tagliare la parte in acciaio2ma il pezzo risulta corretto.
| Materiale | Obiettivo | Velocità (RPM) | Velocità di alimentazione | Fattore limitante |
|---|---|---|---|---|
| Alluminio | Alta efficienza | Alto | Alto | Evacuazione dei chip |
| Acciaio | Strumento di sopravvivenza | Basso | Basso | Rigidità della macchina |
Quali sono le regolazioni degli utensili necessarie se si lavora l'acciaio su un centro di alluminio?
Utilizzare una fresa in alluminio sull'acciaio è come cercare di tagliare una bistecca con un cucchiaio di plastica. La geometria è sbagliata e prima o poi si romperà.
Gli utensili in alluminio utilizzano angoli di spoglia ampi e grandi scanalature per il truciolo (1 o 3 scanalature) per evitare l'incollamento. Gli utensili in acciaio richiedono angoli di spoglia più piccoli per garantire la resistenza e design a più scanalature (4 o più) per resistere a forze di taglio elevate. Sono necessari utensili rivestiti che resistono al calore e all'abrasione.
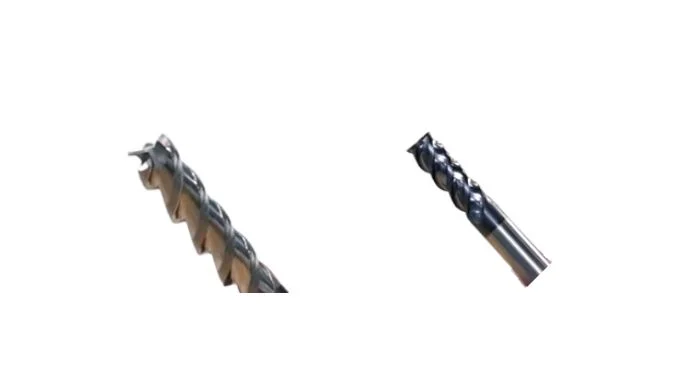
Lo strumento fa il suo lavoro. È necessario scegliere quello giusto. Controlliamo sempre il contenitore degli utensili prima di un lavoro. Per l'alluminio, usiamo utensili che sembrano "affilati" e "aperti". Di solito hanno una scanalatura o tre scanalature. Le "valli" (scanalature) tra le lame sono profonde e larghe. Questo perché i trucioli di alluminio sono grandi e appiccicosi. Hanno bisogno di spazio per uscire. Se rimangono incastrati, si saldano all'utensile.
Per l'acciaio, abbiamo bisogno di uno strumento che sia "forte3." Passiamo a strumenti con quattro, cinque o sei flauti. Perché? Perché l'acciaio esercita un forte carico sul tagliente. Un utensile con scanalature grandi ha un nucleo sottile. È debole. Si spezzerà sotto la pressione dell'acciaio. Un utensile con molte scanalature ha un nucleo spesso. È rigido.
Inoltre, è bene osservare il rivestimento. Gli utensili in alluminio sono spesso non rivestiti o lucidati. Gli utensili in acciaio necessitano di rivestimenti come TiAlN (nitruro di titanio e alluminio)4. Questi rivestimenti agiscono come uno scudo termico. Permettono all'utensile di sopravvivere alle alte temperature generate dal taglio di metalli duri. Cambiamo anche l'angolo. Utilizziamo un angolo di spoglia inferiore. Questo rende il tagliente meno affilato ma molto più forte. Spinge l'acciaio invece di affettarlo come un rasoio.
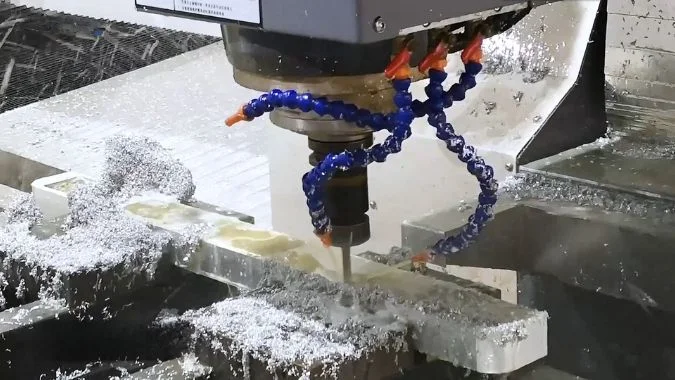
Perché il refrigerante alluvionale è spesso necessario per la lavorazione dell'acciaio ma non sempre per i profili di alluminio?
Si potrebbe tagliare l'alluminio a secco e spazzare i trucioli in un secondo momento. Se ci provate con l'acciaio, rovinerete il pezzo e l'utensile.
L'alluminio dissipa rapidamente il calore, quindi il soffio d'aria è spesso sufficiente per eliminare i trucioli. L'acciaio ha una bassa conducibilità termica, quindi il calore si accumula nel taglio. È necessario utilizzare un refrigerante per lubrificare l'utensile, ridurre l'attrito e prevenire la deformazione termica del pezzo.

Il calore è nemico della precisione. Quando lavoro l'alluminio, mi preoccupo soprattutto dei trucioli. Uso un getto d'aria o una nebbia. L'aria soffia i trucioli fuori dal foro. Poiché l'alluminio conduce bene il calore, il calore se ne va con il truciolo. Di solito il pezzo rimane sufficientemente freddo.
L'acciaio trattiene il calore. La sua conducibilità termica è bassa. Quando si fresa l'acciaio, l'attrito è intenso. L'utensile si scalda. Il pezzo si scalda. Se il pezzo si scalda, si espande. Si può tagliare il pezzo nella misura perfetta, ma quando si raffredda si restringe. Ora le dimensioni sono sbagliate. Questo è "deformazione termica5."
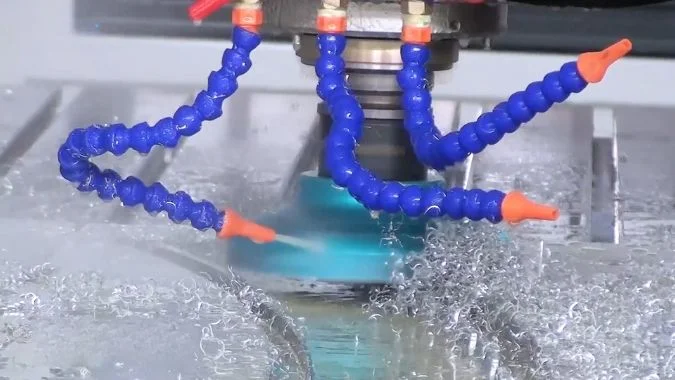
Per fermare questo, si usa allagare il liquido di raffreddamento6. Utilizziamo molto liquido di raffreddamento. Questo serve a due cose:
- Raffreddamento: Mantiene stabile la temperatura. Il pezzo rimane della stessa dimensione. L'utensile non si ammorbidisce per il surriscaldamento.
- Lubrificazione: Rende la superficie scivolosa. Questo riduce l'attrito tra l'utensile e l'acciaio. Un minore attrito significa una minore forza di taglio. Poiché un centro di profilatura dell'alluminio non è rigido come un centro di lavorazione, tutto ciò che riduce la forza di taglio aiuta la macchina a tagliare senza scosse.
Quali modifiche sono necessarie a causa delle limitazioni di rigidità dei centri di lavoro per profili in alluminio?
La macchina è costruita per la velocità, non per la forza bruta. Se la spingete troppo forte contro l'acciaio, si lamenterà vibrando.
La rigidità della macchina è relativa; è possibile lavorare materiali più duri se si modifica l'approccio. I centri in alluminio sono più leggeri. Per lavorare l'acciaio, è necessario ridurre al minimo le vibrazioni eseguendo tagli più leggeri (profondità di taglio inferiore) e aumentando il numero di passate. In questo modo si riduce il carico sul telaio della macchina.
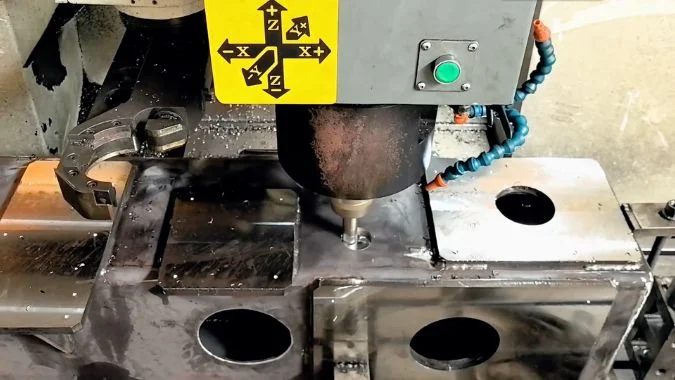
La rigidità è la misura di quanto la macchina si piega sotto carico. Un centro di lavoro per impieghi gravosi è come un carro armato. Non si piega. Un centro di profilatura in alluminio è più leggero. È progettato per movimenti rapidi. Quando si taglia l'acciaio, la resistenza crea una forza di "spinta indietro". Se questa forza è troppo elevata, la struttura della macchina si flette leggermente. Questo provoca un "chatter" o una deflessione. Si sente un forte rumore e la superficie dell'acciaio sembra un disco di un giradischi.
Questo significa che non si può tagliare l'acciaio? No, significa che è necessario ridurre la forza. Lo facciamo cambiando il valore "Profondità di taglio7" (Ap) e "Larghezza di taglio8" (Ae). Invece di cercare di tagliare a 5 mm di profondità in una sola passata, taglio a 1 mm di profondità. Eseguo cinque passate invece di una.
In questo modo si riduce il carico sul mandrino e sul telaio. La forza diventa abbastanza piccola da rendere la macchina nuovamente rigida. Ci vuole più tempo. Non si può competere con un centro di lavoro pesante sulla velocità. Ma si può competere sulla qualità. Rispettando i limiti della macchina e facendo dei tagli più leggeri, posso produrre pezzi in acciaio altrettanto precisi di quelli prodotti da una macchina più pesante.
Conclusione
Un centro di profilatura per alluminio può lavorare l'acciaio se ci si adatta. È necessario utilizzare utensili multilama più robusti, refrigerante a diluizione e parametri conservativi per rispettare i limiti di rigidità della macchina.
-
Esplorate questo link per apprendere tecniche e consigli efficaci per lavorare l'alluminio in modo efficiente. ↩
-
Scoprite i consigli degli esperti sul taglio dei pezzi in acciaio per garantire precisione e qualità nei vostri progetti di lavorazione. ↩
-
Comprendere l'importanza della resistenza negli utensili da taglio può migliorare l'efficienza della lavorazione e la longevità degli utensili. ↩
-
L'esplorazione dei rivestimenti TiAlN può fornire spunti per migliorare le prestazioni e la durata degli utensili nelle applicazioni ad alta temperatura. ↩
-
La comprensione della deformazione termica è fondamentale per la lavorazione di precisione, poiché influisce sulle dimensioni finali del pezzo. ↩
-
L'esplorazione del refrigerante alluvionale può migliorare il processo di lavorazione mantenendo la temperatura e riducendo l'attrito, per ottenere risultati migliori. ↩
-
La comprensione della profondità di taglio è fondamentale per ottimizzare i processi di lavorazione e ottenere risultati di alta qualità. ↩
-
L'esplorazione della larghezza di taglio può aiutarvi a migliorare l'efficienza della lavorazione e la qualità dei vostri prodotti finiti. ↩

Chris Lu
Avvalendomi di oltre un decennio di esperienza pratica nel settore delle macchine utensili, in particolare con le macchine CNC, sono qui per aiutarvi. Se avete domande suscitate da questo post, se avete bisogno di una guida per la scelta dell'attrezzatura giusta (CNC o convenzionale), se state esplorando soluzioni di macchine personalizzate o se siete pronti a discutere un acquisto, non esitate a CONTATTARMI. Troviamo la macchina utensile perfetta per le vostre esigenze.