

Perché la macchina CNC Whirling viene utilizzata per quasi tutta la produzione di viti a ricircolo di sfere?
La produzione di viti a sfera è lenta. Il vostro processo tradizionale di tornitura e rettifica richiede molto tempo. Perdete ordini a favore di concorrenti più veloci. Dovete aggiornare subito il vostro metodo di lavorazione.
Le macchine a gorgogliamento CNC sostituiscono la tradizionale tornitura e la rettifica grossolana. Lavorano le viti a sfera da cinque a trenta volte più velocemente. Questa tecnologia utilizza il taglio multi-bordo ad alta velocità. Taglia filetti ad arco gotico finiti direttamente nell'acciaio temprato fino a 65 HRC. Offre un'elevata precisione e riduce notevolmente i costi di produzione.
La produzione tradizionale di viti a ricircolo di sfere si scontra spesso con notevoli colli di bottiglia. Affidarsi a torni datati e alla rettifica in più fasi può allungare i cicli di produzione fino a oltre un mese, mentre il calore intenso della rettifica rischia spesso di compromettere la durezza del metallo. Per rimanere competitivi, è essenziale trovare una strada più efficiente. La tecnologia di turbinazione CNC offre una soluzione moderna a queste sfide di lunga data. Scopriamo come questo processo ridefinisce la produzione di viti a ricircolo di sfere.
In che modo la tourbillonnage CNC consente di ottenere velocità di produzione significativamente più elevate rispetto alla filettatura tradizionale?
Il tornio tradizionale taglia i filetti molto lentamente. Eseguite decine di passate assiali per raggiungere la profondità finale. Si perdono ore su un pezzo. Avete bisogno di un metodo più veloce.
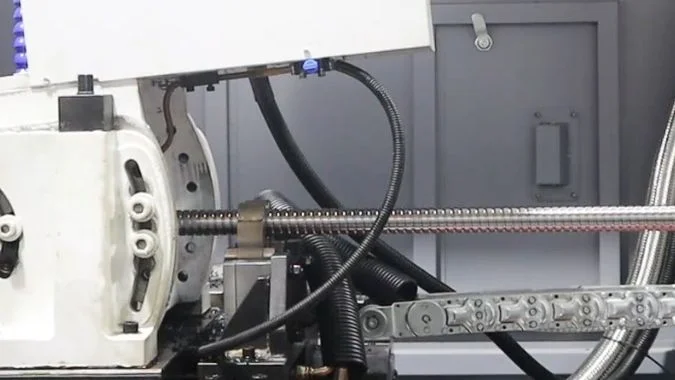
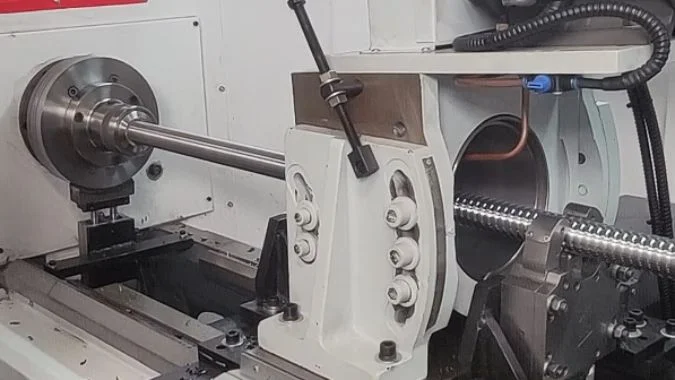
Il tourbillonnage CNC raggiunge velocità elevate grazie a un anello di taglio rotante. Questo anello orbita eccentricamente intorno al pezzo in lavorazione che ruota lentamente. Si inclina all'angolo esatto dell'elica. Gli inserti multipli in metallo duro tagliano tangenzialmente. La macchina taglia l'intero profilo del filetto in un unico passaggio continuo dal pezzo grezzo.

I torni tagliano un filetto profondo utilizzando venti passate diverse. L'utensile si muove avanti e indietro all'infinito. Ciò comporta un'enorme perdita di tempo. Vortice CNC1 cambia completamente la geometria di taglio. L'anello di taglio principale ruota incredibilmente velocemente fino a 8000 giri al minuto. Il mandrino che sostiene il pezzo ruota molto lentamente. Il sistema CNC controlla contemporaneamente l'avanzamento assiale, la profondità radiale e l'angolo d'elica. L'anello di taglio contiene inserti multipli in carburo. Questi inserti orbitano intorno alla lenta barra metallica. Tagliano l'intera profondità del pezzo filo di archi gotici2 istantaneamente. L'azione di taglio tangenziale distribuisce il carico pesante su più taglienti contemporaneamente. La velocità di taglio della fresa raggiunge i 400 metri al minuto. La macchina utilizza anche un basamento altamente rigido e supporti in metallo duro. Questa robusta struttura blocca le forti vibrazioni. Tiene perfettamente dritti alberi lunghi fino a otto metri. Si ottiene un profilo di filettatura finito in pochi minuti anziché in ore.
Confronto della velocità di produzione
| Caratteristica di lavorazione | Tornitura tradizionale del filo | Tecnologia Whirling CNC |
|---|---|---|
| Passaggi di taglio | Richiede decine di passaggi lenti | Taglia a tutta profondità in una sola passata |
| Azione di taglio | Taglio assiale a punto singolo | Taglio tangenziale multilama |
| Supporto dell'albero | Poggiatesta standard per tornio | Piedini in carburo |
| Efficienza complessiva | Tempo di ciclo molto lento | Da cinque a trenta volte più veloce |
Perché la finitura superficiale prodotta dalla filettatura a spirale è spesso paragonabile a quella della filettatura tradizionale?
Vi preoccupate della rugosità superficiale. Pensate che il taglio ad alta velocità lasci brutti segni sulle viti. I vostri clienti rifiutano le superfici ruvide. Dovete capire la qualità delle superfici vorticose.
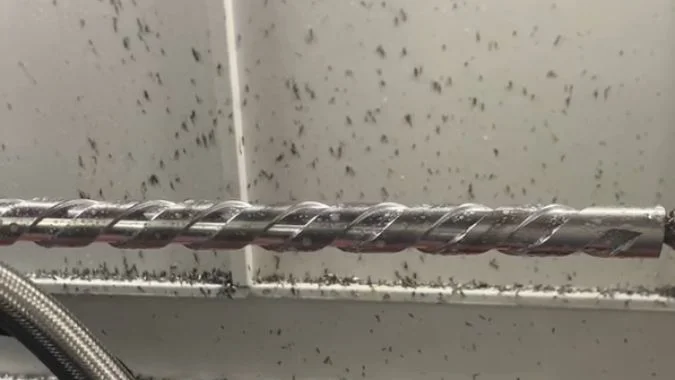
Il tourbillonnage crea una finitura liscia perché i taglienti multipli entrano ed escono tangenzialmente. Il carico di trucioli per dente rimane molto basso. La pressione di taglio intermittente impedisce l'accumulo di calore. La temperatura della parte metallica aumenta solo leggermente. In questo modo si evita la distorsione termica e si ottiene una finitura superficiale pulita.
La tradizionale tornitura a punto singolo lascia sul metallo profonde valli e alti picchi. L'utensile singolo scava con forza nel metallo. Il tourbillon funziona in modo completamente diverso. L'anello della fresa contiene molti inserti in carburo. Questi inserti colpiscono il metallo uno dopo l'altro con estrema rapidità. L'ingresso tangenziale della fresa rimuove il materiale in modo fluido. L'alta velocità rimuove piccoli trucioli di metallo a forma di virgola in modo molto pulito. Questi trucioli a forma di virgola trasportano il calore di taglio in modo efficiente. La temperatura del pezzo aumenta solo di pochi gradi rispetto alla temperatura ambiente. Il percorso di taglio a più bordi si sovrappone perfettamente. Questa sovrapposizione appiattisce i picchi e le valli sulla superficie del metallo. La rugosità della superficie scende a Ra 0,8 micron3 in modo affidabile. Anche il design della macchina gioca un ruolo importante. Il mandrino del tornio principale gira molto lentamente. Il sistema crea vibrazioni quasi nulle. Questa stabilità dinamica impedisce la formazione di segni di vibrazione sulla superficie del filetto. Il vorticoso4 Il processo utilizza anche aria compressa per soffiare via i trucioli caldi. Questo metodo di taglio a secco impedisce ai trucioli di graffiare la superficie liscia appena tagliata.
Fattori di finitura superficiale
| Elemento di processo | Effetto di svolta a punto singolo | Effetto vortice del filo |
|---|---|---|
| Utensile da taglio | Un bordo scava in profondità | Bordi multipli tagliati in modo uniforme |
| Controllo del calore | Il metallo assorbe il calore di taglio | I chip di virgola trasportano il calore |
| Pressione dell'utensile | Forte pressione costante | Pressione luminosa intermittente |
| Rimozione dei trucioli | Il refrigerante intrappola i trucioli all'interno | L'aria compressa soffia i trucioli |
Il tourbillonnage CNC può garantire una migliore finitura superficiale rispetto alla filettatura tradizionale?
Si rettifica la filettatura per ottenere una finitura perfetta. Il calore della rettifica danneggia la durezza del metallo. Si creano microfessure pericolose nei pezzi. Avete bisogno di un modo più sicuro per rifinire le filettature.
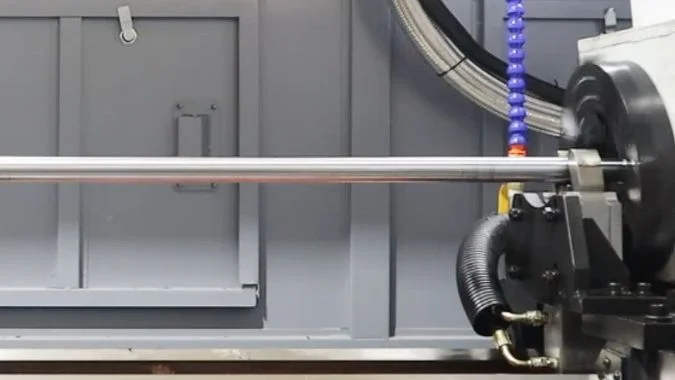
Il tourbillonnage CNC batte la tornitura grossolana e rivaleggia con la costosa rettifica in tutta sicurezza. Il tourbillon raggiunge Ra 0,8 micron senza causare danni termici. Elimina la formazione di strati bianchi tipica della rettifica. I tagli vorticosi creano una microstruttura superficiale che trattiene meglio il lubrificante. In questo modo si prolunga la vita utile della vite a sfere.
La mola crea un forte attrito e calore. Il calore provoca la ricottura delle piste. L'acciaio duro diventa nuovamente morbido. Sulla superficie della filettatura si formano minuscole microfessure. Chiamiamo questo danno termico formazione di strati bianchi5. La fresatura CNC risolve perfettamente questo problema. Chiamiamo questo processo fresatura anziché rettifica. La tornitura grezza standard fornisce una finitura grezza Ra 3,2. È necessario rettificarla in un secondo momento. Con il tourbillonnage si ottiene immediatamente una finitura Ra 0,8 in un solo passaggio. Una buona rettifica di finitura può raggiungere Ra 0,2 micron, ma costa troppo tempo e denaro. Il tourbillon offre un vantaggio meccanico unico rispetto alla rettifica. I tagli intermittenti a vortice lasciano una microstruttura specifica sulla superficie del metallo. Questa microstruttura offre un volume di ritenzione del lubrificante superiore. L'olio rimane meglio all'interno della filettatura. Ciò riduce notevolmente l'attrito. Gli inserti vorticosi colpiscono inoltre il metallo con un impatto elevato. Questo impatto provoca un effetto di indurimento a freddo. Si ottiene così una vite a sfere più resistente e senza danni termici.
Confronto della qualità della finitura
| Metodo di lavorazione | Finitura superficiale tipica Ra | Effetto delle condizioni della superficie |
|---|---|---|
| Tornitura standard | Ra 3,2-6,3 micron | La superficie ruvida deve essere rettificata |
| Rettifica di precisione | Ra 0,2-0,8 micron | Il calore elevato provoca uno strato bianco |
| Vortice CNC | Ra 0,4 - 1,6 micron | La lavorazione a freddo indurisce la superficie |
| Rettifica vs. Vortice | Le microfessure si verificano spesso | Trattiene perfettamente il lubrificante |
Quali sono i vantaggi economici dell'utilizzo della tecnologia CNC Whirling nella produzione di viti a ricircolo di sfere in grandi volumi?
Perdete denaro a causa degli elevati costi di produzione. La vostra attuale produzione di viti a sfera richiede cinquanta giorni. Scarta troppi pezzi costosi. Dovete ridurre drasticamente i costi.
Il tourbillonnage CNC riduce il ciclo di produzione da cinquanta giorni a tre giorni. Elimina la lenta fase di sgrossatura e le complesse operazioni di raccolta del piombo. Questa macchina elimina i costi di smaltimento dei trucioli di rettifica tossici. Si risparmia denaro, si utilizzano inserti riaffilabili e si riduce il tasso di scarti quasi a zero.
La produzione tradizionale di viti a ricircolo di sfere genera profitti enormi. Una fabbrica taglia il metallo grezzo su un tornio. Poi lo tratta termicamente per renderlo duro. Poi lo rettifica lentamente. Tutto ciò richiede venti fasi distinte. Sono necessarie complesse operazioni di recupero del piombo per allineare nuovamente la filettatura dopo il trattamento termico. Questo ciclo trattiene il denaro in fabbrica per un mese. Una macchina a gorgogliamento CNC risolve immediatamente questo problema di flusso di cassa. Una macchina a gorgogliamento taglia il metallo duro direttamente dopo il trattamento termico. Questo è taglio a secco6. Elimina l'intera fase di sgrossatura. Una sola macchina sostituisce completamente le configurazioni di rettifica multiple. La macchina necessita solo di aria compressa per soffiare via i trucioli. Si smette di acquistare costosi fluidi da taglio sporchi. Si eliminano i costi di smaltimento dei trucioli di rettifica tossici. La fabbrica rimane pulita. È inoltre possibile utilizzare inserti riaffilabili per risparmiare sui costi degli utensili. Il sistema CNC utilizza la compensazione dinamica per evitare che la vite lunga si pieghi. Non si rovinano i pezzi. Il tasso di scarto scende sotto lo zero virgola tre per cento.
Ripartizione della riduzione dei costi
| Fattore economico | Produzione tradizionale | Tecnologia Whirling CNC |
|---|---|---|
| Ciclo di produzione | Richiede da trenta a cinquanta giorni | Finisce in uno o tre giorni |
| Fasi di produzione | Oltre venti passi distinti | Sgrossatura e finitura in un'unica configurazione |
| Gestione dei rifiuti | Smaltimento dei trucioli di rettifica tossici | Pulire i trucioli di metallo asciutti |
| Ingombro della macchina | Necessita di più configurazioni di rettifica | Una macchina finisce tutto |
Conclusione
Per la produzione di viti a ricircolo di sfere, è necessario passare a una macchina a gorgogliamento CNC. Riduce i tempi di produzione, crea superfici eccellenti, elimina il pericoloso calore della rettifica e massimizza completamente i profitti della vostra fabbrica.
-
Scoprite il processo, i vantaggi, i suggerimenti per l'impostazione e i dati sulle prestazioni per confrontare il tourbillon con la filettatura tradizionale a più passaggi per ottenere filettature dell'albero più rapide e precise. ↩
-
Scoprite la geometria, i vantaggi della distribuzione del carico, l'impatto della finitura superficiale e la guida agli utensili e alle ispezioni per produrre filetti ad arco gotico di precisione. ↩
-
Trovate una guida pratica sui parametri e le impostazioni che consentono di ottenere costantemente Ra 0,8 micron per finiture superficiali di alta qualità. ↩
-
Scoprite come le frese a inserti multipli e l'ingresso tangenziale garantiscano una filettatura liscia, un calore ridotto e uno sfregamento minimo. ↩
-
Leggete le analisi degli esperti sulla formazione di strati bianchi per conoscere le cause, i rischi come la ricottura delle piste e le misure di mitigazione collaudate per prevenire microfessure e danni da calore. ↩
-
Scoprite come il taglio a secco elimina i fluidi da taglio e i costi di smaltimento, mantiene pulite le fabbriche e si abbina agli inserti riaffilabili per risparmiare sui costi. ↩

Chris Lu
Avvalendomi di oltre un decennio di esperienza pratica nel settore delle macchine utensili, in particolare con le macchine CNC, sono qui per aiutarvi. Se avete domande suscitate da questo post, se avete bisogno di una guida per la scelta dell'attrezzatura giusta (CNC o convenzionale), se state esplorando soluzioni di macchine personalizzate o se siete pronti a discutere un acquisto, non esitate a CONTATTARMI. Troviamo la macchina utensile perfetta per le vostre esigenze.