

Hoe beïnvloedt de keuze van slijpschijven de prestaties van Centerless slijpen?
Krijg je inconsistente afwerkingen, trage materiaalverwijdering of verbrand je dure schijven op je centerloze slijpmachine? Door de verkeerde slijpschijf te kiezen verspil je tijd, materiaal en geld, waardoor een nauwkeurig proces verandert in een frustrerend knelpunt.
De keuze van slijpschijven is kritisch; factoren zoals type slijpmiddel (bijv. conventioneel vs. superabrasieven zoals CBN/diamant), korrelgrootte, binding en hardheid bepalen rechtstreeks de materiaalverwijderingssnelheid, oppervlakteafwerking, levensduur van de schijf en geschiktheid voor specifieke werkstukmaterialen.

Het kiezen van de juiste schijfeigenschappen is van fundamenteel belang voor topprestaties. Superabrasieven bieden bijvoorbeeld een langere levensduur en behouden scherpte op harde metalen, maar zijn duurder. Maar zelfs de beste schijf heeft de juiste machine-instelling nodig om te schitteren. Veel parameters vereisen zorgvuldige aandacht voordat je begint met slijpen.
Welke belangrijke parameters moeten overwogen worden bij het instellen van een Centerless slijpbewerking?
Worstelt u met geratel, onrondheid of inconsistente afmetingen die van uw centerloze slijpmachine komen? Het najagen van instelvariabelen kost kostbare tijd en resulteert in uitval. Het vastleggen van de beginparameters is de basis voor elke succesvolle slijpbewerking.
Belangrijke instellingsparameters zijn onder andere het selecteren van de juiste slijpmethode en wielen regelen, de bladhoek en hoogte van de werksteun correct instellen, optimale schijfsnelheden kiezen, koelmiddel effectief beheren en kiezen tussen toevoer- of doorvoermethoden op basis van het werkstuk.

Bij J&M Machine Tools weten we dat veel problemen beginnen als je deze basisprincipes over het hoofd ziet. Uw onderzoek versterkt een uitgebreide checklist:
- Slijp- en regelwielen: Selecteer het juiste type slijpmiddel (bijv. aluminiumoxide, siliciumcarbide of superabrasieve materialen zoals CBN/diamant voor harde materialen), korrelgrootte (grover voor opruwen, fijner voor nabewerken), bindingstype (bijv. verglaasd, harsachtig) en hardheid voor het bewerken van harde materialen. beide wielen op basis van het materiaal van het werkstuk en de vereisten voor de afwerking. Het regelwiel regelt de rotatie en voeding van het werkstuk.
- Werk Rust Blad: Cruciaal voor ondersteuning. Het materiaal, de hoogte en vooral de hoek (meer hierover hierna) moet correct worden ingesteld.
- Wielsnelheden: De slijpschijf heeft voldoende oppervlaktesnelheid nodig om te kunnen snijden, terwijl de snelheid van de regelschijf de rotatiesnelheid van het werkstuk regelt. Deze moeten in balans zijn.
- Werkhoogte: De hoogte van de middellijn van het werkstuk ten opzichte van de middellijnen van de wielen beïnvloedt de stabiliteit en rondheid. Een onjuiste hoogte kan klapperen of lobben veroorzaken.
- Koelvloeistof1: Het juiste type, debiet en druk zijn onmisbaar voor koelen, spanen en smeren. Onvoldoende koelmiddel leidt tot thermische schade en een slechte afwerking.
- Maalmethode2: Kies doorvoer voor eenvoudige cilinders of invoer (induwen) voor werkstukken met koppen, tapse vormen of meerdere diameters.
- Machine uitlijnen en aankleden: Zorg ervoor dat de machinegeleiders zijn uitgelijnd en dat zowel de slijp- als de regelwielen goed zijn geslepen (getrommeld) voor de juiste vorm en scherpte. Moderne CNC-besturingen kunnen helpen om de precisie te behouden.
- Ervaring als operator3: Hoewel moderne machines helpen, blijft het vermogen van een ervaren machinist om deze parameters nauwkeurig af te stellen van onschatbare waarde.
Wat is de functie van het werkblad en hoe beïnvloedt de hoek de kwaliteit van Centerless slijpen?
Zijn uw geslepen onderdelen steeds onrond, conisch of vertonen ze spaanafdrukken ondanks goede schijven en instellingen? Vergeet het werkblad niet - de staat en hoek van het blad hebben een cruciale invloed op het slijpresultaat.
Het werkblad ondersteunt het werkstuk tussen de slijp- en regelschijven en zorgt zo voor stabiliteit. De hoek beïnvloedt de stabiliteit van het werkstuk, de rondheid en de oppervlakteafwerking aanzienlijk door de druk tegen de regelschijf te regelen.
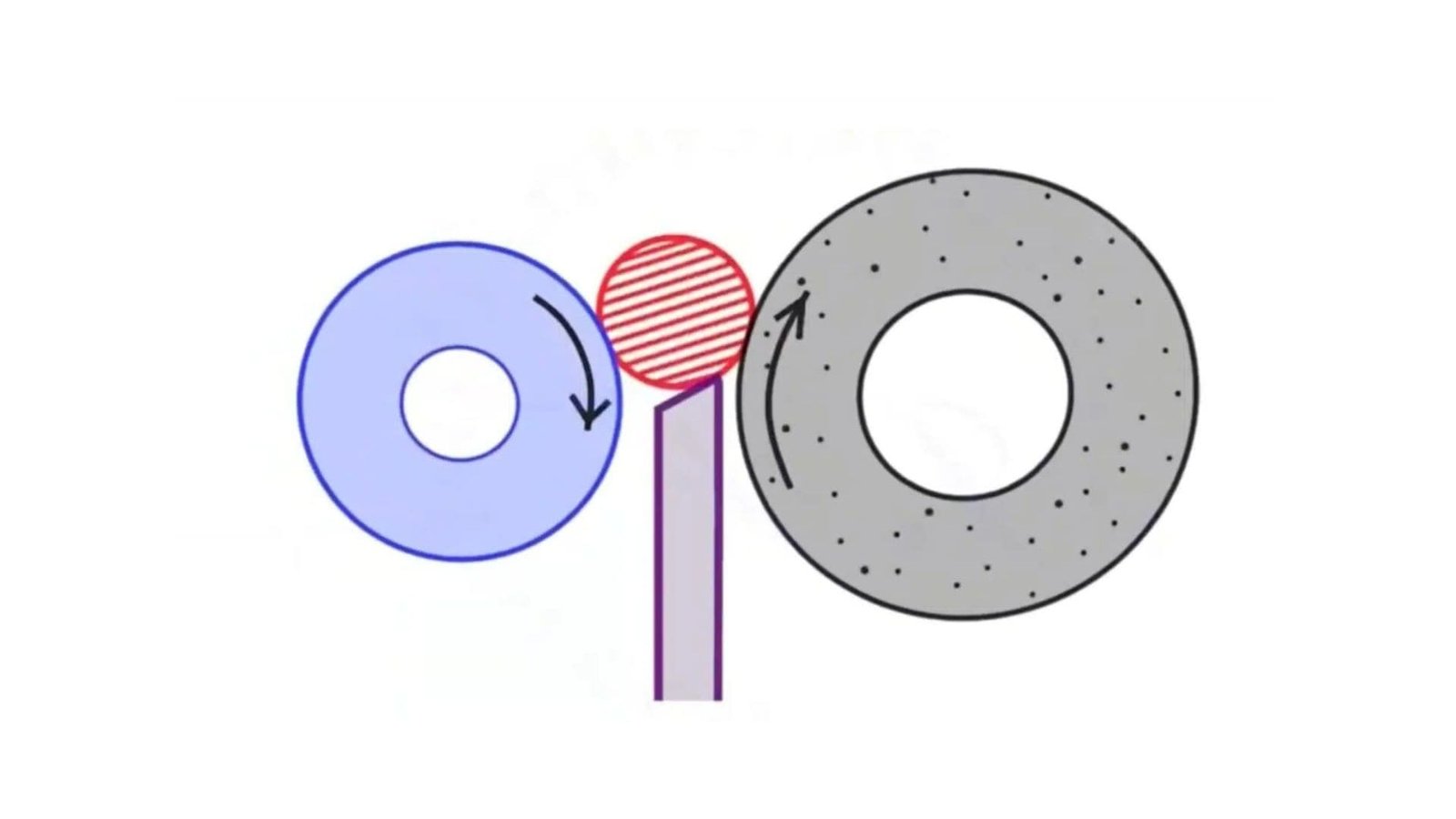
Beschouw het werkblad als het kritieke derde contactpunt. Uw inzichten bevestigen het belang ervan, dat verder gaat dan alleen het omhoog houden van het werkstuk. Zijn primaire functie is stabiele ondersteuning4. De hoek van het bovenvlak van het blad5 speelt een sleutelrol:
- Steilere hoek (bijv. 30°): Vaak aanbevolen voor smallere wielen (zoals 4" / 101,6mm) of werkstukken met een kleinere diameter. Dit verhoogt de druk die het werkstuk tegen het regelwiel drukt, waardoor de rotatiesnelheid beter onder controle is en het afrondingseffect mogelijk verbetert. Een te steile hoek of te veel druk kan echter trillingen en geratel veroorzaken.
- Vlakkere hoek (bijv. 20°-25°): Wordt meestal gebruikt voor bredere wielen (zoals 6" / 152,4mm of 8" / 203,2mm) of grotere werkstukken. Dit vermindert de neerwaartse drukcomponent, wat helpt bij het minimaliseren van trilling en geratel6wat leidt tot betere stabiliteit en mogelijk verbeterde rondheid en oppervlakteafwerking op grotere onderdelen.
De optimale hoek hangt af van de schijfbreedte, de diameter van het werkstuk en het materiaal. Een onjuiste hoek of een versleten/beschadigd blad leidt direct tot geometrische fouten (slechte rondheid, cilindriciteit) en defecten in de oppervlakteafwerking. Regelmatige inspectie en nauwkeurige afstelling zijn van vitaal belang.
Wat zijn de verschillen tussen Centerless slijpen met invoer en Centerless slijpen met doorvoer?
Weet u niet zeker of slijpen met toevoer of doorvoer de juiste methode is voor uw onderdelen? Het gebruik van de verkeerde methode leidt tot inefficiëntie, slechte kwaliteit of maakt het werk onmogelijk. Inzicht in het onderscheid is de sleutel tot proceskeuze.
Infeed (of Plunge) slijpen is voor onderdelen met schouders, tapse vormen of complexe vormen, waarbij het onderdeel wordt geplaatst en geslepen door de slijpschijf die het onderdeel aanvoert. inen vervolgens verwijderd. Doorvoerslijpen voedt rechte cilindrische onderdelen continu door de wielen.

Deze twee methoden dienen verschillende doelen, zoals blijkt uit je onderzoek:
- Centerloos slijpen met invoer (inval)7:
- Proces: Het werkstuk wordt op het werkblad tegen de regelschijf geplaatst. De slijpschijf beweegt dan in (plunjers) om de gewenste vorm(en) te slijpen. Er is geen axiale voeding tijdens het slijpen. Eindaanslagen positioneren het werkstuk vaak axiaal.
- Type werkstuk: Ideaal voor onderdelen die geen eenvoudige cilinders zijn - denk aan bouten met kop (slijpen van de schacht), onderdelen met meerdere diameters tegelijk geslepen door een vormschijf, taps toelopende onderdelen of andere complexe geometrieën (zoals zandlopervormen).
- Kenmerken: Biedt precisie voor deze ingewikkelde vormen. De cyclustijd per stuk kan snel zijn voor gevormde vormen.
- Centerloos slijpen met doorvoer8:
- Proces: Rechte cilindrische werkstukken worden aangevoerd axiaal tussen de slijpschijf en de regelschijf. De regelschijf is licht gekanteld en levert de kracht om het werkstuk continu door de slijpzone te trekken.
- Type werkstuk: Het meest geschikt voor eenvoudige, rechte cilindrische onderdelen zoals pennen, stangen, assen of rollen waarbij de gehele lengte moet worden geslepen.
- Kenmerken: Zeer efficiënt voor de productie van grote volumes cilindrische onderdelen. Vereist geen complexe aanvoermechanismen buiten geleiders. Over het algemeen uitstekende maatcontrole en rondheid over de hele lengte.
| Functie | Invoeren (insteken) slijpen | Doorvoerslijpen |
|---|---|---|
| Type werkstuk | Complex, met kop, taps toelopend, gevormd | Eenvoudige rechte cilinders, stangen, pennen |
| Werkstukbeweging | Axiaal vastgehouden, wiel duikt in | Continu gevoed door wielen |
| Primair gebruik | Specifieke kenmerken/vormen slijpen | Over de hele lengte gelijkmatig slijpen |
| Efficiëntie | Goed voor gevormde onderdelen per cyclus | Hoog volume voor cilindrische onderdelen |
| Complexiteit | Kan complexe geometrie aan | Het beste voor eenvoudige geometrie |
De juiste keuze hangt volledig af van de vorm van het onderdeel en de behoefte aan productievolume.
Wat zijn de essentiële onderhoudsprocedures om de levensduur en nauwkeurigheid van een Centerless slijpmachine te garanderen?
Begint uw voorheen betrouwbare centerloze slijpmachine af te wijken van toleranties of heeft u last van onverwachte stilstand? Het overslaan van routineonderhoud is een snelle weg naar dure reparaties, productievertragingen en onnauwkeurige onderdelen. Consistent onderhoud is cruciaal.
Essentieel onderhoud omvat dagelijkse controles, regelmatige smering, onderhoud van het hydraulisch systeem, spindelbewaking, onderhoud van het tap- en freesgereedschap, elektrische/mechanische inspecties en geplande vervangingen van onderdelen om nauwkeurigheid op lange termijn te garanderen en storingen te voorkomen.
Een centerloze slijpmachine heeft consistente, gedetailleerde aandacht nodig om zijn precisie te behouden. Op basis van je uitgebreide onderzoek zou een degelijk onderhoudsschema het volgende moeten omvatten:
- Dagelijkse taken:
- Controleer op duidelijke schade of verkeerd geplaatste onderdelen.
- Reinig de directe werkomgeving om het binnendringen van vuil te voorkomen.
- Controleer het koelvloeistofpeil en de staat ervan.
- Regelmatige controles (wekelijks/maandelijks):
- Smering: Controleer of automatische smeersystemen werken, controleer het oliepeil (spindel, hydrauliek, tandwielkast), inspecteer smeerblokken en leidingen op lekken of verstoppingen. Smeer de punten handmatig zoals voorgeschreven door de fabrikant.
- Hydraulisch systeem: Controleer het peil, de temperatuur en de filters van de hydraulische olie. Controleer de slangen op slijtage, barsten of lekken. Luister naar ongewone pompgeluiden.
- Spindels (Malen & Regelen): Controleer de lagertemperatuur en luister of er geluiden/trillingen zijn. Controleer de spindellagerspeling indien van toepassing. Controleer afdichtingen op lekkage. Zorg voor een goede oliestroom/druk indien van toepassing.
- Trusten/aankleedunits: Inspecteer geleidingen en geleiderkappen op beschadigingen/resten. Stel de spieën af voor een goede sledebeweging. Controleer de anti-spatmechanismen. Controleer of de schrapers soepel bewegen en de diamanten scherp zijn.
- Mechanische onderdelen: Controleer handwielen, handgrepen, loodschroeven en moeren op soepele werking en overmatige slijtage. Controleer de lagers op ruwheid of speling.
- Elektrisch: Reinig de motorventilatoren en de filters van de schakelkast. Controleer of de aansluitingen goed vastzitten (stroom uit!).
- Jaarlijkse/periodieke taken:
- Voer een volledige doorspoeling van het smeersysteem uit en vul dit bij indien dit wordt aanbevolen.
- Vervang filters (hydrauliek, koelvloeistof, lucht).
- Overweeg om proactief bekende slijtageonderdelen te vervangen op basis van het gebruik en de aanbevelingen van de fabrikant.
- Voer een volledige geometriecontrole en kalibratie van de machine uit.
- Continue bewaking: Let altijd op verhoogde trillingen, ongebruikelijke geluiden, een afnemend oppervlak of problemen met het vasthouden van de maat - dit duidt vaak op problemen die onmiddellijke aandacht vereisen.
Deze zorgvuldige aanpak, die dagelijks bewustzijn combineert met geplande grondige controles, is de sleutel om je centerloze slijpmachine jarenlang nauwkeurig en betrouwbaar te laten werken.
Conclusie
Het beheersen van centerloos slijpen vereist een zorgvuldige selectie van de slijpschijven, een nauwkeurige instelling van de belangrijkste parameters, nauwgezette aandacht voor het werkblad, het kiezen van de juiste slijpmethode (invoer/doorvoer) en het uitvoeren van een rigoureus onderhoudsplan voor blijvende nauwkeurigheid.
-
Door de rol van koelmiddel te onderzoeken, kunt u thermische schade voorkomen en een betere afwerking bereiken bij uw slijpbewerkingen. ↩
-
Inzicht in de verschillende slijpmethoden zoals doorvoer en invoer kan uw bewerkingsefficiëntie en precisie verbeteren. ↩
-
Als u meer te weten komt over de invloed van de ervaring van operators, kunt u de waarde van geschoold personeel voor optimale bewerkingsresultaten beter inschatten. ↩
-
Inzicht in stabiele ondersteuning is cruciaal voor het bereiken van precisie bij machinale bewerking en zorgt voor betere kwaliteit en efficiëntie bij de productie. ↩
-
Het onderzoeken van dit onderwerp kan inzicht geven in het optimaliseren van bewerkingstechnieken voor betere resultaten en minder fouten. ↩
-
Leren over trillingen en klapperen kan helpen om de stabiliteit van de bewerking en de oppervlakteafwerking te verbeteren, waardoor de algehele productkwaliteit toeneemt. ↩
-
Bekijk deze link om de unieke toepassingen en voordelen van Infeed Centerless Slijpen voor complexe geometrieën te begrijpen. ↩
-
Ontdek de efficiëntie en voordelen van Thrufeed Centerless Slijpen voor de productie van grote volumes cilindrische onderdelen. ↩

Chris Lu
Met meer dan tien jaar praktijkervaring in de werktuigmachine-industrie, vooral met CNC-machines, ben ik er om je te helpen. Of je nu vragen hebt naar aanleiding van dit bericht, begeleiding nodig hebt bij het selecteren van de juiste apparatuur (CNC of conventioneel), aangepaste machineoplossingen onderzoekt of klaar bent om een aankoop te bespreken, aarzel niet om contact met mij op te nemen. Laten we de perfecte bewerkingsmachine voor uw behoeften vinden.