

Hoe onderscheid maken tussen CNC freesmachines en CNC bewerkingscentra?
Ben je in de war over CNC freesmachines versus bewerkingscentra? De verkeerde kiezen kan een kostbare vergissing zijn, vooral bij de overgang van eenvoudigere opdrachten naar complexere productie. Laat me u helpen het belangrijkste verschil eenvoudig te begrijpen.
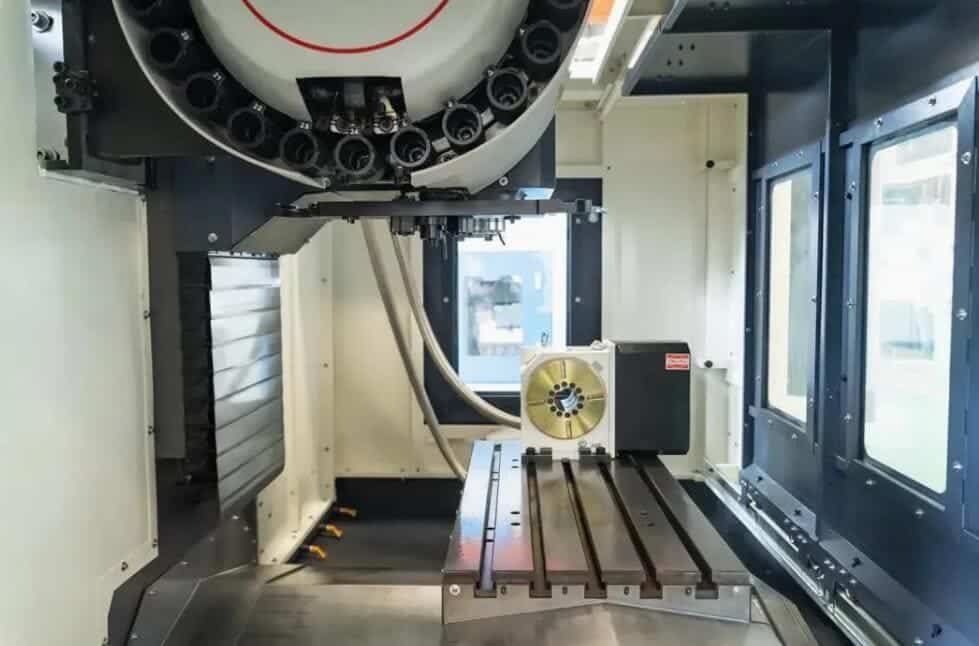
Het belangrijkste verschil is de automatische gereedschapwisselaar (ATC) en het bijbehorende gereedschapsmagazijn. Een CNC bewerkingscentrum heeft een ATC, waardoor het gereedschap tijdens een programma automatisch wordt gewisseld. Bij een standaard CNC freesmachine moet de operator handmatig van gereedschap wisselen.
Het is van vitaal belang om dit verschil te begrijpen. Bewerkingscentra met hun automatisering zijn beter geschikt voor complexe onderdelen die meerdere bewerkingen in één opstelling nodig hebben, waardoor de productiviteit toeneemt. Standaard freesmachines zijn vaak prima voor eenvoudiger werk of als het wisselen van gereedschap niet vaak voorkomt. Er is meer te weten over bewerkingscentra, vooral over hun gereedschapsmagazijn en hoe ze werken. Laten we eens dieper in de details duiken.
Wat is het bereik van de gereedschapscapaciteit voor het gereedschapsmagazijn van een bewerkingscentrum?
Vraag je je af hoeveel gereedschappen een bewerkingscentrum kan bevatten? Het kiezen van een machine met de verkeerde capaciteit kan uw efficiëntie schaden of u te veel kosten als u de extra sleuven niet nodig hebt. Laten we eens kijken naar de typische opties.
De capaciteit van het gereedschapsmagazijn varieert sterk en kan variëren van 10 tot meer dan 200 gereedschappen. Het exacte aantal hangt sterk af van de grootte van de machine, het beoogde doel en het specifieke type gereedschapsmagazijn (zoals hoed-, schijf- of kettingstijl).

Het aantal gereedschappen dat een bewerkingscentrum1 kan houden, heeft een directe invloed op hoe u de machine kunt gebruiken. Meer gereedschappen betekent dat je complexere onderdelen kunt maken in één opstelling zonder te stoppen, of dat je reservegereedschappen klaar hebt staan als er een versleten is. Dit vermindert de stilstandtijd aanzienlijk. Op basis van mijn ervaring met het helpen van klanten bij het selecteren van machines bij J&M Machine Tools, is de type gereedschapsmagazijn2 en capaciteit zijn belangrijke beslissingsfactoren.
Gebruikelijke types en capaciteiten gereedschapsmagazijn
- Hoed-type (of paraplu-type)3: Vaak te vinden op kleinere verticale bewerkingscentra (VMC's). Ze zijn eenvoudig en betrouwbaar, maar over het algemeen langzamer voor gereedschapswissels (misschien 4-6 seconden). De capaciteit is meestal lager, misschien 16 of 24 gereedschappen. Perfect voor eenvoudigere onderdelen of kleinere series.
- Schijf-type (Arm-type/Manipulator)4: Deze gebruiken een mechanische arm voor sneller wisselen. Er kunnen vaak meer gereedschappen in, misschien 24 tot 40 of zelfs 60 gereedschappen. Ze zijn duurder en hebben mogelijk beperkingen wat betreft gewicht/lengte van het gereedschap. Zeer geschikt voor klussen waarbij meer gereedschap nodig is en sneller gewisseld moet worden.
- Ketting-type5: Je ziet ze op grotere horizontale bewerkingscentra (HMC's) of grote VMC's die een hoge capaciteit nodig hebben. Ze bieden de grootste opslagcapaciteit, soms voor 100, 120 of zelfs 200 gereedschappen. Dit is essentieel voor zeer complexe onderdelen (zoals in de ruimtevaart) of lange, onbemande productieruns. De mechanica kan complexer zijn en mogelijk meer onderhoudsaandacht vereisen.
Capaciteit, Machinegrootte en Toepassing
De grootte en het type van het bewerkingscentrum hangen vaak samen met de benodigde gereedschapscapaciteit:
| Machinemaat/Type | Typisch capaciteitsbereik | Veelvoorkomend gebruik | Overwegingen |
|---|---|---|---|
| Klein verticaal | 10-24 Gereedschap | Eenvoudiger onderdelen, kleine werkplaatsen, training | Lagere kosten, eenvoudiger mechanisme |
| Medium Verticaal/HMC | 24-60 Gereedschap | Algemene klusbedrijven, gevarieerde onderdelen | Evenwicht tussen capaciteit en kosten, goede flexibiliteit |
| Groot verticaal/HMC | 60 - 200+ Gereedschap | Complexe onderdelen, lucht- en ruimtevaart, matrijzen maken | Hoge productiviteit, hogere investeringen & complexiteit |
Een populaire middelgrote machine zoals een Haas VF-26 zou ongeveer een 30-gereedschapwisselaar7 als gangbare optie, die het midden houdt. Bij het kiezen moet je de behoefte aan veel gereedschap (wat de insteltijd verkort en complexere onderdelen in één keer mogelijk maakt) afwegen tegen de hogere initiële kosten en mogelijk toegenomen complexiteit van grotere magazijnen. Nadenken over je huidige en toekomst deelcomplexiteit8 is hier de sleutel.
Hoe verwisselt een CNC-bewerkingscentrum gereedschap?
Heb je ooit een bewerkingscentrum gereedschap zien verwisselen en je afgevraagd hoe dat zo snel gaat? Het ziet er ingewikkeld uit, maar de machine volgt een nauwkeurige, geautomatiseerde volgorde. Laten we de gangbare methodes eens op een rijtje zetten.
CNC bewerkingscentra gebruiken een automatisch gereedschapwisselsysteem (ATC). Doorgaans geactiveerd door een code (zoals M06) in het programma, haalt de ATC het volgende gereedschap uit het magazijn, verwijdert het huidige gereedschap uit de spindel en plaatst het nieuwe veilig.

De manier waarop een machine van gereedschap wisselt, beïnvloedt haar snelheid, complexiteit en geschiktheid voor verschillende taken. Het hele proces is geautomatiseerd en wordt aangestuurd door de CNC. Wanneer het programma vraagt om een gereedschapswissel (vaak met behulp van de M06 G-code), komt de ATC in actie. De basisprocedure houdt in dat het magazijn draait of beweegt om het juiste gereedschap te presenteren, dat het wisselmechanisme (zoals een arm) het nieuwe gereedschap en het oude gereedschap pakt (soms tegelijkertijd), ze verwisselt en ervoor zorgt dat het nieuwe gereedschap goed wordt vastgeklemd in de spindel door het trekstangmechanisme. Laten we eens kijken naar de belangrijkste manieren waarop dit gebeurt:
Gereedschap wisselen met robotarm
Dit komt vaak voor, vooral bij snellere magazijnen met schijven.
- Hoe het werkt: Een speciale mechanische arm grijpt snel het volgende gereedschap uit het magazijn en vaak tegelijkertijd het gereedschap dat zich op dat moment in de spindel bevindt. Hij voert een snelle rotatie of beweging uit om ze te verwisselen.
- Voordelen: Zeer snel wisselen van gereedschap. De "chip-to-chip" tijd (van de laatste snede met het oude gereedschap tot de eerste snede met het nieuwe) kan minder dan twee seconden zijn. Sommige synchrone systemen zijn zelfs nog sneller, minder dan een seconde! Dit minimaliseert niet-snijdende tijd.
- Minpunten: Complexere mechanica, mogelijk hogere initiële kosten en onderhoudsbehoeften.
- Waar je het ziet: Omgevingen met hoge productie, machines waar een kortere cyclustijd essentieel is.
Direct gereedschap wisselen
Bij deze methode is er een directe interactie tussen de spilkop en het gereedschapsmagazijn, wat vaak voorkomt bij hoedvormige magazijnen.
- Hoe het werkt:
- Tijdschrift-verhuizing: Het gereedschapsmagazijn zelf beweegt naar de spindel toe, lijnt de juiste gereedschapshouder onder de spindel uit en de spindel beweegt verticaal (Z-as) om het gereedschap op te pakken of af te zetten. Vervolgens trekt het magazijn zich terug.
- Spindel-bewegend: De spilkop verplaatst zich naar een vaste gereedschapsmagazijnpositie om de uitwisseling uit te voeren.
- Voordelen: Eenvoudiger ontwerp, mogelijk lagere kosten.
- Minpunten: Over het algemeen langzamer wisselen van gereedschap vergeleken met arm-type systemen.
- Waar je het ziet: Vaak op goedkopere VMC's of sommige oudere machineontwerpen.
Revolverkop gereedschap wisselen
Dit ontwerp integreert gereedschappen rechtstreeks in een roterende revolver.
- Hoe het werkt: In plaats van een apart magazijn en wisselarm zijn de gereedschappen (of gereedschapshouders) op een revolver gemonteerd. De hele revolver draait om het gewenste gereedschap in de snijpositie te brengen.
- Voordelen: Extreem snelle gereedschapswissels (alleen de revolverindexeringstijd), compacte structuur.
- Minpunten: Beperkte gereedschapscapaciteit in vergelijking met magazijnsystemen. Het meest geschikt voor specifieke machinetypes of onderdelen.
- Waar je het ziet: Multi-tasking draaibanken (draai-freescentra), Zwitserse machines, sommige gespecialiseerde productiemachines.
Elke methode klaart de klus automatisch, maar de snelheid en mechanische complexiteit verschillen aanzienlijk.
Welke factoren beïnvloeden de wisseltijd van het gereedschap?
Slokken langzame gereedschapswissels uw productietijd op? Wachten tot de machine gereedschappen verwisselt, kan aanvoelen als verspilde tijd en geld, met directe gevolgen voor uw productie en kosten. Laten we eens kijken naar de oorzaken van deze vertragingen.
Verschillende factoren beïnvloeden de gereedschapswisselsnelheid: de ontwerpsnelheid van het ATC-mechanisme (arm vs. direct), de tijd die nodig is voor de oriëntatie van de spindel, de afstand tot het magazijn, de toestand van het gereedschap/de houder (versleten, vuil, vastgelopen) en de instellingen van de machineparameters of de staat van onderhoud.

Gereedschapwisseltijd, vaak gemeten als "spaan-naar-spaan"-tijd, is een belangrijke prestatiemeter. Het reduceren van deze niet-snijdende tijd maximaliseert de tijd die de machine besteedt aan het daadwerkelijk verspanen van materiaal. Op basis van mijn bezoeken aan talloze werkplaatsen van J&M Machine Tools blijkt dat een aantal veel voorkomende problemen bijdraagt aan het trage wisselen:
Mechanische kernfactoren
- ATC-type9: Zoals besproken zijn armwisselaars inherent sneller dan directe wisselaars en zijn torens vaak het snelst vanwege hun beperkte capaciteit. Dit is ingebouwd in het machineontwerp.
- Spindeloriëntatietijd: De spindel moet onder een precieze draaihoek stoppen zodat het mechanisme voor gereedschapswissel goed vastklikt. Dit oriëntatieproces kan 1 tot 5 seconden duren, afhankelijk van de machine en motor.
- Reisafstand: De fysieke afstand die de spilkop of het gereedschapsmagazijn moet afleggen tijdens de wisselcyclus zorgt voor extra tijd. Dit is vooral merkbaar op grote machines of VMC's waar een aanzienlijke Z-asbeweging nodig kan zijn om het werkstuk vrij te maken.
Staat van gereedschap en houder
- Slijtage/beschadiging: Versleten trekstiften, beschadigde tapse gereedschapshouders of vuil in de conus van de spindel kunnen een soepele klemming of ontgrendeling verhinderen, waardoor aarzelingen of alarmen ontstaan of handmatig ingrijpen nodig is. Het is van vitaal belang om de houders en de spindelkop schoon te houden. Ik heb machines zien worstelen vanwege vuile tapse draden!
- Inbeslagname gereedschap10: Door te vast aandraaien, beschadiging van de conus of vervuiling kan de gereedschaphouder vastlopen in de spindel. Hierdoor stopt de machine volledig en moet deze met handkracht worden verwijderd, met het risico op schade.
Operationele factoren
- Gereedschapbeheer: Hoewel dit minder invloed heeft op de snelheid dan mechanica, kan het programmeren van het verkeerde gereedschap of het verkeerd plaatsen ervan fouten veroorzaken. Efficiënt programmeren voorkomt onnodige bewegingen.
- Machineparameters en onderhoud: Gereedschapswisselsnelheden kunnen soms worden aangepast in de besturingsparameters van de machine (ze kunnen worden vertraagd voor de veiligheid of tijdens het oplossen van problemen). Slecht onderhoud, zoals een lage pneumatische druk voor actuators of versleten geleiders, kan de ATC traag en onbetrouwbaar maken.
Hier is een korte samenvattende tabel:
| Factor | Invloed op de wisseltijd van gereedschap |
|---|---|
| Type ATC (Arm vs. Direct) | Armtypes zijn over het algemeen sneller |
| Spindeloriëntatietijd | Voegt 1-5 seconden toe per verandering |
| Reisafstand | Langere bewegingen (vooral Z-as) verhogen de tijd |
| Gereedschap/Houder Conditie | Slijtage/vuil veroorzaakt vertragingen, vastlopen stopt productie |
| Machineonderhoud | Slecht onderhoud (lage luchtdruk, versleten onderdelen) vertraagt de werking |
| Controleparameters | Instellingen kunnen de snelheid beïnvloeden; mogelijk moet deze worden geoptimaliseerd |
Door deze problemen aan te pakken met slimme programmering, zorgvuldig onderhoud en zorg voor de operator, worden vertragingen tot een minimum beperkt.
Heeft het gereedschapsmagazijn van een CNC-bewerkingscentrum regelmatig onderhoud nodig?
Denk je dat je gewoon gereedschap kunt laden en het magazijn kunt vergeten? Verwaarlozing van het onderhoud aan dit kritieke, actieve onderdeel kan leiden tot frustrerende storingen, beschadigde gereedschappen of spindels en dure reparaties.
Ja, absoluut. Het gereedschapsmagazijn en het ATC-systeem hebben regelmatig onderhoud nodig. Het zijn complexe mechanische assemblages en ze schoon, gesmeerd, correct uitgelijnd en afgesteld houden is essentieel voor betrouwbare, snelle en nauwkeurige gereedschapswissels.

Ik kan dit niet genoeg benadrukken op basis van praktijkervaring: het gereedschapsmagazijn is niet alleen passieve opslag. Er zijn motoren, sensoren, kettingen of tandwielen, armen, pneumatische of hydraulische aandrijvingen en een nauwkeurige uitlijning met de spindel bij betrokken. Negeren is vragen om problemen. Goed onderhoud zorgt ervoor dat alles soepel werkt, voorkomt onverwachte storingen en helpt het systeem langer mee te gaan.
Waarom onderhoud cruciaal is
- Betrouwbaarheid: Voorkomt vastlopen, gereedschap dat valt, gemiste wissels en andere storingen die de productie onverwacht stilleggen. Stel je voor dat er gereedschap op je dure onderdeel valt!
- Nauwkeurigheid: Zorgt ervoor dat gereedschap correct en consistent in de spindelconus wordt geplaatst. Een slecht zittend gereedschap leidt tot trillingen, een slechte oppervlakteafwerking, onnauwkeurige afmetingen en mogelijke schade.
- Levensduur: Vermindert slijtage van dure onderdelen zoals wisselaararmen, nokken, lagers en aandrijfsystemen. Preventief onderhoud is goedkoper dan vervanging.
- Efficiëntie: Zorgt voor een snelle en consistente gereedschapswisseltijd door een soepele mechanische werking en correcte werking van de sensor.
Voorbeelden van onderhoudsschema's
Volg altijd de onderhoudshandleiding van de specifieke fabrikant van de bewerkingsmachine, omdat de vereisten verschillen. Een algemeen preventief onderhoudsschema ziet er echter vaak als volgt uit:
Dagelijkse controles (operator)
- Visuele inspectie: Kijk naar duidelijke schade, losse onderdelen, zware spanenopbouw rond het magazijn en de wisselaar.
- Schoonmaken: Veeg toegankelijke gebieden schoon. Gebruik perslucht zorgvuldig om spanen uit zakken en mechanismen te verwijderen (voorkom dat er vuil in gevoelige gebieden zoals lagers of sensoren wordt geblazen).
- Luchtdruk/lekken: Controleer de hoofdluchtdrukmeter van de machine; luister naar hoorbare lekken in de buurt van de ATC.
Wekelijkse controles (bediener/onderhoud)
- Smering: Niveaus in automatische smeertoestellen controleren. Door de fabrikant gespecificeerde punten (bijv. armdraaipunten) handmatig smeren.
- Gereedschapstas Reiniging: Grondigere reiniging van afzonderlijke gereedschapszakken.
- Kettingspanning (indien van toepassing): Controleer de spanning op kettingmagazijnen.
Maandelijkse controles (onderhoud)
- Sensorcontrole: Controleer of benaderingsschakelaars of sensoren die betrokken zijn bij het wisselen van gereedschap goed werken.
- Filterreiniging: Reinig of vervang filters in pneumatische leidingen die de ATC voeden.
- Basis uitlijningscontrole: Controleer visueel de uitlijning tussen de wisselaararm, het magazijn en de spindel.
Jaarlijkse/halfjaarlijkse controles (gekwalificeerde technicus)
- Gedetailleerde inspectie: Inspecteer grondig op slijtage van nokken, lagers, kettingen, geleiders en afdichtingen.
- Verificatie van uitlijning: Gebruik precisiegereedschap (meters, indicatoren, misschien zelfs lasers) om kritieke uitlijningen te controleren. Pas zo nodig aan.
- Vervanging van onderdelen: Vervang versleten afdichtingen, O-ringen, afstrijkers of andere aanbevolen slijtageonderdelen.
- Volledige smeerservice: Ververs olie/vet in afgesloten tandwielkasten of centrale smeersystemen die zijn gekoppeld aan de ATC.
Speciale voorwaarden: Het zagen van abrasieve materialen zoals gietijzer vereist vaker reinigen. Bij zwaar en continu gebruik moeten de lagers en aandrijfcomponenten wellicht vaker worden gecontroleerd. Het volgen van de instructies van de fabrikant is het beste beleid.
Conclusie
De automatische gereedschapswisselaar is het onderscheidende kenmerk tussen CNC bewerkingscentra en standaard CNC freesmachines. Inzicht in de magazijncapaciteit, hoe gereedschappen worden gewisseld, factoren die de snelheid beïnvloeden en de noodzaak van onderhoud helpen bij het kiezen en effectief bedienen van deze krachtige machines.
-
Het verkennen van de voordelen van bewerkingscentra kan inzicht geven in hun efficiëntie en veelzijdigheid in productieprocessen. ↩
-
Inzicht in typen gereedschapsmagazijnen kan u helpen het juiste bewerkingscentrum te kiezen voor uw behoeften, waardoor de efficiëntie en productiviteit toenemen. ↩
-
Ontdek de voordelen van Hat-type gereedschapsmagazijnen voor efficiënt bewerken, vooral voor eenvoudigere onderdelen en kleinere series. ↩
-
Ontdek hoe gereedschapmagazijnen van het schijftype de efficiëntie verhogen met snellere gereedschapswissels en een grotere verscheidenheid aan gereedschappen voor complexe taken. ↩
-
Ontdek de voordelen van gereedschapmagazijnen van het kettingtype voor hoge capaciteitsbehoeften bij complexe bewerkingstaken en lange productieruns. ↩
-
Als u de specificaties van de Haas VF-2 bekijkt, zult u begrijpen wat de mogelijkheden zijn en hoe deze past bij uw bewerkingsbehoeften. ↩
-
Als u de voordelen van een 30-gereedschapswisselaar leert kennen, kunt u uw bewerkingsproces optimaliseren en de insteltijd verkorten. ↩
-
Inzicht in de invloed van productcomplexiteit op bewerkingen kan uw machinekeuzes sturen en de efficiëntie verbeteren. ↩
-
Ontdek de verschillende soorten ATC's en hoe ze de bewerkingssnelheid en efficiëntie beïnvloeden. Deze kennis kan de prestaties van uw werkplaats verbeteren. ↩
-
Het voorkomen van vastlopen van gereedschap is essentieel om de productiviteit op peil te houden. Leer effectieve strategieën om dit veelvoorkomende probleem bij machinale bewerking te voorkomen. ↩

Chris Lu
Met meer dan tien jaar praktijkervaring in de werktuigmachine-industrie, vooral met CNC-machines, ben ik er om je te helpen. Of je nu vragen hebt naar aanleiding van dit bericht, begeleiding nodig hebt bij het selecteren van de juiste apparatuur (CNC of conventioneel), aangepaste machineoplossingen onderzoekt of klaar bent om een aankoop te bespreken, aarzel niet om contact met mij op te nemen. Laten we de perfecte bewerkingsmachine voor uw behoeften vinden.