Hoe te kiezen tussen een dood centrum en een levend centrum voor draaibanken?

Chris Lu
Met meer dan tien jaar praktijkervaring in de werktuigmachine-industrie, vooral met CNC-machines, ben ik er om je te helpen. Of je nu vragen hebt naar aanleiding van dit bericht, begeleiding nodig hebt bij het selecteren van de juiste apparatuur (CNC of conventioneel), aangepaste machineoplossingen onderzoekt of klaar bent om een aankoop te bespreken, aarzel niet om contact met mij op te nemen. Laten we de perfecte bewerkingsmachine voor uw behoeften vinden.
Chris Lu
Met meer dan tien jaar praktijkervaring in de werktuigmachine-industrie, vooral met CNC-machines, ben ik er om je te helpen. Of je nu vragen hebt naar aanleiding van dit bericht, begeleiding nodig hebt bij het selecteren van de juiste apparatuur (CNC of conventioneel), aangepaste machineoplossingen onderzoekt of klaar bent om een aankoop te bespreken, aarzel niet om contact met mij op te nemen. Laten we de perfecte bewerkingsmachine vinden voor uw behoeften
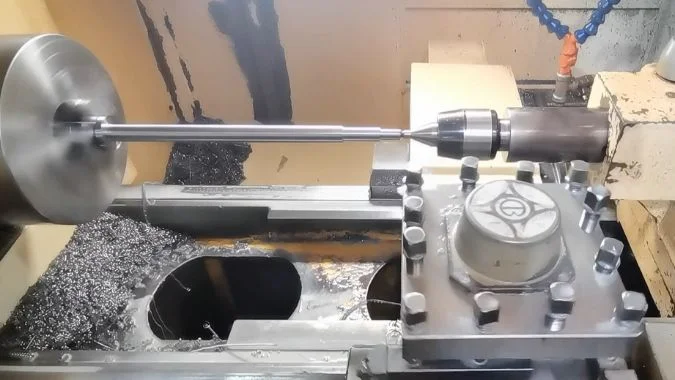
Voor het bewerken van een as is de juiste ondersteuning nodig, anders loop je het risico op ovale onderdelen en chattermarks. Het kiezen van het verkeerde center is de snelste manier om je oppervlakteafwerking te ruïneren of je spilkoplagers te vernielen.
Voor algemeen CNC-draaien moet je een Live Center kiezen om hoge toerentallen aan te kunnen en wrijving te verminderen. U moet een Dead Center kiezen voor slijpen of hoognauwkeurig draaien waarbij u geen rondloop nodig hebt. Uw keuze hangt af van of u prioriteit geeft aan productiesnelheid (Live) of absolute geometrische nauwkeurigheid (Dead).
Mijn ervaring is dat veel operators een dead center proberen te forceren om met 2.000 tpm te werken. Dit loopt altijd uit op een mislukking. Je moet de mechanica begrijpen om de juiste beslissing te kunnen nemen.
Wat zijn de belangrijkste functionele verschillen tussen een dood centrum en een levend centrum?
Je kunt ze van elkaar onderscheiden door ernaar te kijken, maar het echte verschil zit in de behuizing.
Het belangrijkste functionele verschil is rotatie. Een levend centrum gebruikt interne lagers om het uiteinde synchroon met het werkstuk te laten draaien, waardoor wrijving geëlimineerd wordt. Een dood centrum is een massief, stilstaand stuk staal waar het werkstuk tegenaan draait, wat een hogere stijfheid biedt maar veel warmte genereert door het metaal-op-metaal contact.

Het verschil zit hem niet alleen in de bewegende delen, maar ook in de interactie tussen het gereedschap en je werkstuk.
A Live centrum1 is gebouwd om te bewegen. Het bevat een complex geheel van kogel- of rollagers. Als je draaibankhouder het onderdeel draait, draait het uiteinde van het live center mee. Omdat ze samen bewegen, is er geen wrijvende beweging. Dit is cruciaal voor moderne productie. Lagers hebben echter inwendige speling. Dit betekent dat zelfs een hoogwaardig live center een speling van 0,003 mm tot 0,005 mm kan hebben. Voor de meeste draaibewerkingen is dit acceptabel.
A Dood centrum2 is gebouwd voor stabiliteit. Het is één massief stuk gehard staal of carbide. Het creëert een "statisch" steunpunt. Omdat er geen lagers zijn, is er geen mechanische speling. Als je kop perfect is, is je werkstuk perfect. Het nadeel is wrijving. Je werkstuk draait, maar het dode punt niet. Dit creëert warmte en weerstand.
Hier volgt een eenvoudig overzicht van de technische verschillen om je te helpen beslissen:
| Aspect | Dood centrum | Live centrum |
|---|---|---|
| Rotatie | Stationair; werkstuk roteert ertegenaan | Draait mee met het werkstuk via lagers |
| Wrijving/Warmte | Hoog; vereist smering | Laag; lagers verminderen wrijving |
| Precisie | Uitstekend voor concentriciteit | Goed, maar mogelijke uitloop van lagers |
| Snelheid | Laag tot gemiddeld toerental | Hoge RPM's |
| Typisch gebruik | Hoge nauwkeurigheid, korte runs | Lange ritten, CNC, zware ladingen |
Wat zijn de risico's van thermische uitzetting en wrijving bij het gebruik van een dood centrum?
Wrijving creëert warmte en warmte verandert de grootte van je metalen onderdelen. Dit is het verborgen gevaar van een dood centrum.
Het risico is dat wrijving warmte genereert, waardoor het werkstuk in de lengterichting uitzet (thermische uitzetting). Omdat de losse kop geblokkeerd is, dwingt deze uitzetting het werkstuk met een enorme druk tegen het dode midden. Hierdoor kan de as kromtrekken, de machinelagers beschadigen of de centerpunt aan het werkstuk vastlassen.

Wanneer u een dood centrum3creëer je in wezen een rem. Je wrijft metaal op metaal onder belasting.
De natuurkunde van mislukking
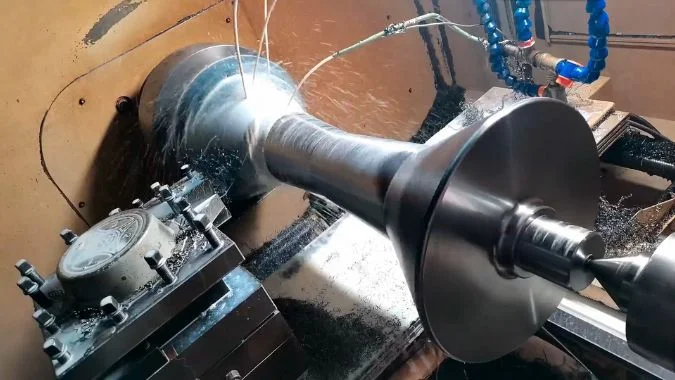
Stel dat je een lange stalen as draait. Als de as tegen het vaste dode punt draait, verhit de wrijving het uiteinde. De hitte verspreidt zich in de as. Staal zet uit als het heet wordt. Een as van 1 meter kan gemakkelijk 0,5 mm groeien tijdens een zware zaagsnede.
Wat gebeurt er daarna?
De spilkop beweegt niet terug om deze groei op te vangen. De as is nu langer, maar de ruimte tussen de centers is hetzelfde. De as begint te buigen in het midden. Dit vernietigt je rechtheid. Als de druk te hoog wordt, gaat de smeerfilm kapot. Het dode midden zal letterlijk samensmelten (gallen) met het werkstuk.
Hoe we het oplossen
Als je een dood centrum moet gebruiken voor precisie, kun je het niet droog laten lopen.
- Smering: We gebruiken hogedrukvet4 zoals Moly D (molybdeendisulfide). Standaardolie spint onmiddellijk uit.
- Snelheidslimieten: Je moet langzaam lopen.
- Aanpassingen: Bij lange opdrachten stoppen we soms de machine, draaien we de achterfrees iets terug om de expansiedruk te verlichten en maken we de zaagsnede af.
Waarom op een CNC-draaibank kiezen voor centrering in het midden boven het dode midden?
CNC machines zijn ontworpen voor snelheid en efficiëntie. Dode centra kunnen het tempo van de moderne automatisering gewoon niet bijhouden.
Je kiest een levend centrum voor CNC-draaibanken om met hoge snelheid te kunnen bewerken zonder het gereedschap te verbranden. Live centers voorkomen wrijvingswarmte, beschermen het center tegen slijtage tijdens herhaalde bewerkingen en maken het gebruik van moderne gecoate wisselplaten mogelijk die hoge oppervlaktesnelheden nodig hebben om goed te functioneren.

Het gebruik van een dood centrum op een CNC draaibank met hoge snelheid is meestal een vergissing. Hier wordt uitgelegd waarom live centra5 zijn de beste keuze voor deze toepassing.
1. Invoegtoepassingen op elkaar afstemmen
Moderne hardmetalen beitelplaatjes zijn ontworpen om snel te snijden. Als je ze te langzaam laat draaien, verspanen ze. Om de juiste SFM (Surface Feet Per Minute) te krijgen, heb je vaak meer dan 2000 RPM nodig. Een dead center brandt bij die snelheid binnen enkele seconden op. Een levend centrum kan moeiteloos hoge toerentallen aan omdat de lagers de belasting opvangen.
2. Het middengat beschermen
In productieomgevingen verplaatsen we onderdelen vaak van een draaibank naar een frees of slijpmachine. Het middelpunt van het gat is ons referentiepunt. Als je een dood center gebruikt, kan de wrijving het middelpunt beschadigen of ovaal maken. Een levend center heeft rollend contact. De geometrie van het middelpunt blijft behouden, zodat het werkstuk nog steeds nauwkeurig is als het naar de volgende machine gaat.
3. Trillingsdemping
CNC draaien kan agressief zijn. Een levend centrum helpt eigenlijk om wat trillingen te absorberen. De oliefilm in de lagers werkt als een kleine schokdemper. Dit helpt klapperen te voorkomen bij lange, slanke onderdelen, een veel voorkomend probleem bij onze klanten in de toeleveringsketen van de auto-industrie.
Wat is de invloed van het werkstukgewicht op de levensduur van centrumlagers?
Elk zwaartepunt heeft een limiet. Het negeren van het gewicht van je werkstuk is de meest voorkomende oorzaak van vastlopen van lagers.
Het gewicht van het werkstuk vermindert direct de levensduur van het lager als het hoger is dan de radiale belasting. Zware onderdelen duwen de interne rollen in de loopbanen, wat "brinelling" (indeuken) en oververhitting veroorzaakt. Overbelasting van een actief centrum zorgt ervoor dat het midden van de snede vastloopt, waardoor het werkstuk wordt uitgehold en je snijgereedschap breekt.
Het gewicht van het werkstuk verandert de manier waarop we gereedschap selecteren. Een standaard Morse Taper 4 live center kan 2.000 tpm aan, maar kan slechts 500 kg dragen.
Radiale vs. axiale belasting
De meeste mensen denken aan de achterkant die duwt in (Axiale Belasting). Maar de zwaartekracht trekt naar beneden (Radiale belasting6). Standaard live centers zijn geweldig in het opvangen van axiale druk, maar zwak tegen radiaal gewicht. Als je een zware rol op een klein center zet, worden de lagers geplet.
De gevolgen van overbelasting
Wanneer een lager overbelast wordt, genereert het overmatige hitte. Het vet kookt in de behuizing. Uiteindelijk loopt het lager vast. Op een handmatige draaibank hoor je het piepen en stop je. Op een CNC draaibank blijft de machine doordraaien. Het center stopt met draaien, maar de klauwplaat blijft draaien. De punt van het draaimiddelpunt werkt als een kotter en vernielt het uiteinde van je as.
De oplossing
Voor zware onderdelen raden we "Bull Nose" centers of heavy-duty modellen met extra rijen lagers aan. We zeggen altijd tegen onze klanten: bereken het gewicht van je ruwe materiaal. Als je in de buurt komt van de limiet van het zwaartepunt, koop dan een grotere. Dat is goedkoper dan een werkstuk van 2 ton slopen.
Conclusie
Live centers zijn essentieel voor snelle, efficiënte CNC productie. Dode centers zijn de enige keuze voor hoognauwkeurig slijpen waar rondloop onacceptabel is. Stem het gereedschap af op je behoeften voor snelheid en nauwkeurigheid.
-
Bekijk deze link om te begrijpen hoe een Live Center de precisie en efficiëntie van bewerkingsprocessen verbetert. ↩
-
Ontdek de voordelen van het gebruik van een Dead Center voor stabiliteit en precisie bij uw bewerkingsprojecten. ↩
-
Inzicht in dode centers is cruciaal voor precisiebewerking, zodat u veelvoorkomende valkuilen kunt vermijden en de kwaliteit van uw werk kunt verbeteren. ↩
-
Het onderzoeken van hogedrukvetopties kan uw bewerkingsprocessen verbeteren en zorgen voor betere smering en prestaties. ↩
-
Bekijk deze link om de voordelen van live centra ten opzichte van dode centra bij CNC-verspaning te begrijpen, waardoor uw productie efficiënter wordt. ↩
-
Inzicht in radiale belasting is cruciaal voor het kiezen van de juiste gereedschappen en het voorkomen van defecten aan apparatuur. ↩