

Waarom worden bijna alle CNC wervelmachines op maat gemaakt?
U wilt in enkele seconden zeer nauwkeurig schroefdraad produceren, maar uw standaard machine-instelling blijft afkeur produceren. U hebt urenlang aan de instellingen gesleuteld, maar het schroefdraadprofiel is nog steeds niet goed.
CNC wervelmachines worden bijna altijd op maat gemaakt omdat het proces gebaseerd is op een "one-pass" vormmethode waarbij de geometrie van het gereedschap perfect moet overeenkomen met het werkstuk. In tegenstelling tot standaard draaien is er geen ruimte voor fouten. Maatwerk zorgt ervoor dat de freeshoek, de vorm van de wisselplaat en de koelvloeistofsystemen exact zijn afgestemd op het schroefdraadprofiel en de materiaaleigenschappen.

Veel winkeliers proberen een "one-size-fits-all" wervelhulpstuk te gebruiken. Ze eindigen met trilsporen en gebroken wisselplaten. Om de snelheid en kwaliteit te krijgen die deze technologie belooft, moet je de machine aanpassen aan het onderdeel.
Waarom hebben complexe geometrieën aangepaste CNC wervelmachines nodig?
Je kunt een vierkante pen niet in een rond gat persen, maar toch proberen veel werkplaatsen complexe schroefprofielen te snijden met algemene beitelplaatjes. Dit leidt tot onmiddellijke mislukking.
Complexe geometrieën, zoals schroefdraad met meerdere starts en asymmetrische wormen, vereisen maatwerk omdat standaardmachines niet de flexibiliteit hebben voor gelijktijdige bewegingen over meerdere assen. Een aangepaste opstelling past de helixhoek van de freeskop aan en kan gebruikmaken van verlengde spindels of gespecialiseerde gereedschapshouders om botsingen te voorkomen en ervoor te zorgen dat de wisselplaat perfect overeenkomt met het profiel van de dwarsdoorsnede.

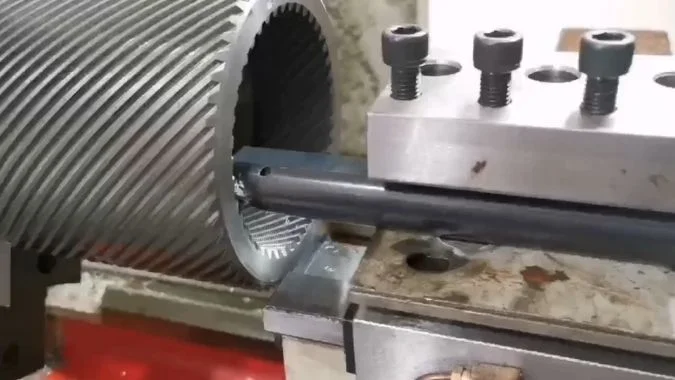
De kern van CNC draaiend1 is niet alleen het ronddraaien van een frees; het is de precieze coördinatie van de beweging. De snijkop draait op hoge snelheid terwijl het werkstuk langzaam beweegt. Dit creëert een "generatieve" snijwerking. Omdat het draaien de draad in één keer afwerkt, werkt het gereedschap in feite als een negatieve mal van het uiteindelijke onderdeel.
Als je een standaardbout maakt, werkt een standaardgereedschap misschien. We zien eisen voor wormen met meerdere aanzetten, vrije-vorm oppervlakken en complexe medische botschroeven.
Standaardmachines hebben vaak moeite met deze onregelmatige vormen. Ze hebben niet de nodige speling of de mogelijkheid om de gereedschapsoriëntatie over meerdere assen te regelen.
Als de geometrie van het gereedschap niet exact overeenkomt met het werkstuk, gebeuren er twee dingen:
- Botsing en interferentie: Standaard houders kunnen het werkstuk raken bij het zagen van steile hoeken of diep schroefdraad.
- Fout in profiel: De draadwanden zijn niet recht omdat de "swing" van de frees niet overeenkomt met de steek.
Aangepaste gereedschappen lossen dit op. We passen de helixhoek van de freesring aan aan de spoed van de schroef. We kunnen zelfs specifieke gereedschapshouders maken of het spindelontwerp aanpassen om krappe krommingen aan te kunnen. Dit zorgt ervoor dat de wisselplaat netjes de snede ingaat en verlaat. Zonder deze aanpassing wrijft het gereedschap tegen de zijkant van de schroefdraad, wat de oppervlakteafwerking ruïneert.
Hoe beperkt het standaardiseren van CNC-wervelingen de precisie en tolerantie?
Kant-en-klaar gereedschap kopen klinkt goedkoper, maar kost je op de lange termijn meer. Standaardgereedschap dwingt je om "goed genoeg" toleranties te accepteren.
Standaardisatie beperkt de nauwkeurigheid omdat generieke gereedschappen vaak standaard ruimere toleranties hebben (rond ±0,127 mm) voor verschillende taken, terwijl voor wervelen ±0,025 mm of beter nodig is. Maatwerk houdt rekening met specifieke variabelen zoals materiaaluitzetting en trillingen, en voorkomt de inconsistenties in oppervlakteafwerking die optreden bij het gebruik van vaste parameters voor unieke taken.

Als je een gestandaardiseerde wervelopstelling gebruikt, sluit je compromissen. Je hoopt dat een hoek voor algemeen gebruik zal werken voor een specifieke klus. In mijn ervaring is hopen geen strategie.
De grootste vijand van precisie bij wervelen zijn trillingen en thermische drift. Standaardmachines leggen vaste parameters op voor snelheden en gereedschappen. Ze houden geen rekening met de specifieke manier waarop je werkstuk kan uitzetten wanneer het heet is of kan trillen onder belasting.
De tolerantiekloof
Algemene CNC-bewerking accepteert toleranties rond ±0,005 inch (ongeveer 0,127 mm). Echter, hoogwaardig wervelend2 vereist vaak toleranties zo nauw als ±0,001 inch (ongeveer 0,025 mm). Een standaardmachine kan dit eenvoudigweg niet aan omdat de stijfheid of de fijnafgestelde kalibratie voor die specifieke diameter ontbreekt.
De gevolgen
Als het gereedschap niet overeenkomt met het profiel, ontstaan er onstabiele snijkrachten. De machine begint op microscopisch niveau te trillen. Deze trilling wordt overgedragen op het werkstuk.
Het resultaat? Je voldoet niet aan de "7-8 grade" draadnauwkeurigheidsnormen. Je krijgt "chatter marks" op de schroefdraadflanken. Aanpassing verbetert de oppervlakteruwheid (Ra)3. Door de frees specifiek voor het werk te ontwerpen, kunnen we Ra-waarden bereiken van 1,6 tot 3,2 µm. Dit is cruciaal voor onderdelen zoals loodschroeven waar de wrijving geminimaliseerd moet worden.
Waarom vereisen geavanceerde materialen aangepaste CNC wervelconfiguraties?
Het snijden van zacht aluminium is eenvoudig; het snijden van titanium of Inconel van medische kwaliteit is een oorlog tegen hitte en wrijving. Je kunt niet dezelfde tactiek voor beide gebruiken.
Geavanceerde materialen zoals titaanlegeringen en Inconel vereisen aangepaste configuraties omdat ze een lage thermische geleidbaarheid en hoge hardheid hebben. Maatwerk maakt hogedrukkoelmiddelintegratie mogelijk en specifieke wisselplaatbekledingen om de warmteontwikkeling te beheersen. Zonder deze aanpassingen op maat leiden standaardopstellingen tot snelle gereedschapsslijtage, werkharding en vervorming van onderdelen.
Materiaaleigenschappen bepalen de instelling van de machine. Hier valt niet over te onderhandelen.
We categoriseren materialen op basis van hun "persoonlijkheid".
- Harde materialen (gehard staal HRC35-45): Deze vreten gereedschap op. We moeten de wisselplaat aanpassen met een hoge slijtvastheid en versterkte coatings.
- Hittegevoelige materialen (titanium, inconel)4: Deze materialen geleiden warmte niet goed. De warmte blijft in de snijkant en het onderdeel, waardoor het kromtrekt. Standaard koelvloeistof is vaak niet genoeg. Vaak moeten we de machine aanpassen met hogedrukkoelvloeistofsystemen die direct op de snijzone gericht zijn om spanen en hitte af te voeren.
- Kleverige materialen (aluminium, zacht staal): Deze willen aan de frees blijven plakken. Als spanen zich ophopen, verstoppen ze de wervelring. We moeten het spanenafvoerpad aanpassen.
Hier is een echt voorbeeld. We hadden een klant die orthopedische implantaten van titanium maakte. Met een standaard opstelling trok de warmte de schroeven krom.
We hebben het proces aangepast. We veranderden de snijparameters en de geometrie van de wisselplaat om de snijkracht te verminderen.
Het resultaat: De cyclustijd daalde van 2 minuten naar 35 seconden. Het defectpercentage daalde tot bijna nul. We gebruiken ook "gelaagd frezen". Deze hebben afzonderlijke ruw- en afwerkingskanten op dezelfde wisselplaat. Dit verlengt de levensduur van het gereedschap aanzienlijk.
| Materiaal | Uitdaging | Aanpassingsstrategie |
|---|---|---|
| Titanium/Inconel | Warmte & lage geleidbaarheid | Koelmiddel onder hoge druk, scherpe hoeken |
| Gehard staal | Snelle gereedschapsslijtage | Versterkte coatings, stijf snijderontwerp |
| Aluminium | Verstopping | Gepolijste groeven, geoptimaliseerd evacuatiepad |
Hoe verbetert maatwerk de efficiëntie van CNC-wervelbewerkingen?
Trage cyclustijden zijn funest voor de winstmarges. Je hebt een machine nodig die sneller denkt dan de operator en zonder aarzeling zaagt.
Maatwerk verbetert de efficiëntie door gereedschapsbanen te optimaliseren en de wervelunit te integreren in samengestelde apparatuur zoals Zwitserse draaibanken, waardoor de levensduur van gereedschappen tot 50% kan worden verlengd. CNC systemen op maat minimaliseren de "luchtsnijtijd" en stroomlijnen het debuggen, waardoor snellere setups en continue, geautomatiseerde productieruns met minder afval mogelijk zijn.

Efficiëntie betekent niet alleen dat de snijplotter sneller draait. Het gaat erom dat het hele systeem samenwerkt.
Als we een CNC wervelmachine aanpassen, kijken we naar de software en de workflow.
1. Systeemoptimalisatie5
We passen de CNC-algoritmen aan. Voor een specifieke schroefdraad kunnen we de versnellings- en vertragingsflanken optimaliseren. We gebruiken "multi-axis linkage" om de bewegingen perfect te coördineren. Dit scheelt milliseconden bij elke rotatie. Bij een serie van 10.000 onderdelen is dat enorm.
2. Levensduur en kosten van gereedschap6
Door de geometrie van het gereedschap af te stemmen op de exacte belasting, verminderen we onnodige slijtage. Onderzoek en onze eigen ervaring tonen aan dat op maat gemaakte gereedschappen de standtijd met wel 50% kunnen verlengen in vergelijking met het gebruik van algemene wisselplaten die eerder "wrijven" dan snijden. Dit verlaagt de kosten per onderdeel aanzienlijk.
3. Simulatie en verificatie
We gebruiken geavanceerde simulatiesoftware om de snede te controleren voordat we gaan bewerken. Dit verkort de "debugging-cyclus". U verspilt geen tijd of materiaal met testen op de machine; u test op de computer. Dit elimineert het risico op botsingen en zorgt ervoor dat wanneer u op "start" drukt, het eerste onderdeel er correct uitkomt. Dit maatwerk maakt van een standalone machine een geautomatiseerde productiecel.
Conclusie
CNC wervelen is een gespecialiseerd proces dat maatwerk vereist. Door de geometrie van het gereedschap, de materiaalbehandeling en de besturingssoftware op maat te maken, verander je een standaardmachine in een zeer nauwkeurige, snelle productiemachine die afval vermindert en strenge toleranties garandeert.
-
Bekijk deze link om de fijne kneepjes van CNC wervelen en de toepassingen bij precisiebewerking te begrijpen. ↩
-
Bekijk deze link om te begrijpen hoe high-end wervelen de precisie kan verhogen en kan voldoen aan strenge toleranties bij machinale bewerking. ↩
-
Ontdek technieken om de oppervlakteruwheid (Ra) te verbeteren voor betere prestaties in precisieonderdelen zoals loodschroeven. ↩
-
Bekijk deze link voor meer informatie over effectieve strategieën voor het bewerken van hittegevoelige materialen, zodat u zeker bent van betere prestaties en minder defecten. ↩
-
Ontdek via deze link effectieve strategieën voor het optimaliseren van CNC-systemen en het verbeteren van de efficiëntie en productiviteit. ↩
-
Deze bron biedt inzicht in het verlengen van de levensduur van gereedschappen en het verlagen van kosten, wat cruciaal is voor het maximaliseren van de productie-efficiëntie. ↩

Chris Lu
Met meer dan tien jaar praktijkervaring in de werktuigmachine-industrie, vooral met CNC-machines, ben ik er om je te helpen. Of je nu vragen hebt naar aanleiding van dit bericht, begeleiding nodig hebt bij het selecteren van de juiste apparatuur (CNC of conventioneel), aangepaste machineoplossingen onderzoekt of klaar bent om een aankoop te bespreken, aarzel niet om contact met mij op te nemen. Laten we de perfecte bewerkingsmachine voor uw behoeften vinden.