

Waarom worden Fiber lasersnijders verkozen boven CO₂ lasersnijders voor het snijden van metaal?
Je wilt efficiënt metaal snijden, maar de keuze tussen verschillende technologieën is verwarrend. Door de verkeerde laser te kiezen verspil je energie en geld. Vezeltechnologie is de duidelijke winnaar voor moderne metaalbewerking.
Fiberlasersnijders hebben de voorkeur voor metaal omdat hun kortere golflengte efficiënter wordt geabsorbeerd door metalen, wat resulteert in hogere snijsnelheden op dunne platen. Ze bieden 25-30% elektro-optische efficiëntie vergeleken met 8-10% voor CO₂, waardoor de energierekening drastisch daalt. Bovendien maakt hun solid-state ontwerp spiegelonderhoud en gasverbruiksartikelen overbodig.

In de moderne metaalbewerkingsindustrie is de overstap naar fiberlasertechnologie een logische stap. Terwijl CO₂ lasers veelzijdig blijven voor niet-metalen, zijn ze niet langer het meest effectieve gereedschap voor metaalbewerking. De huidige concurrerende markt vraagt om de hoge doorvoersnelheid en lage operationele overhead die alleen vezeltechnologie kan leveren, waardoor het de duidelijke keuze is voor elke werkplaats die zich richt op metaalbewerking.
Hoe verbetert de golflengte van een fiberlaser de absorptie in metalen materialen?
Reflecterende metalen zoals aluminium ruïneren oudere lenzen. Het bestrijden van reflecties veroorzaakt stilstand. De wetenschap bewijst dat kortere golflengtes dit absorptieprobleem onmiddellijk oplossen.
Vezellasers werken op een golflengte van 1,06 μm, tien keer korter dan CO₂. Deze "nabij-infrarode" golflengte koppelt gemakkelijk met de vrije elektronen in metalen, waardoor de reflectie aanzienlijk wordt verminderd. Hierdoor kunnen zeer reflecterende materialen zoals koper en aluminium, die de energie vaak terugkaatsen naar CO₂-optiek, efficiënt worden gesneden.

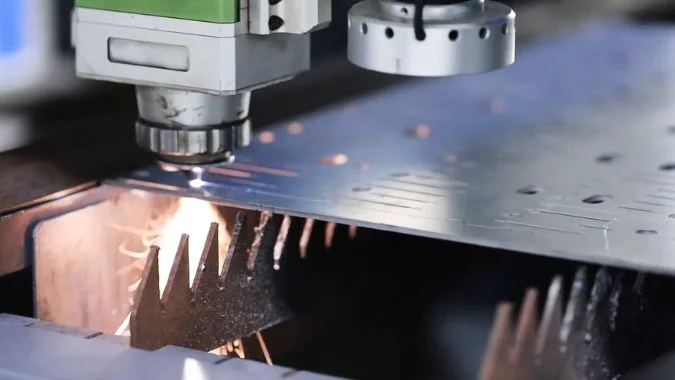
Ik heb klanten zien worstelen met koper. Ze proberen het te snijden met een CO₂-machine. De straal kaatst terug van het oppervlak als licht van een spiegel. Dit is gevaarlijk voor de optiek van de machine. De fysica is eenvoudig maar cruciaal.
De fysica van absorptie
Een CO₂-laser heeft een golflengte1 van 10,6 μm. Dit wordt beschouwd als "ver-infrarood". Metalen oppervlakken, vooral glanzende zoals aluminium en zilver, werken als een schild tegen deze golflengte. Ze reflecteren de energie weg. Een fiberlaser gebruikt 1,06 μm. Dit is "nabij-infrarood". Het heeft een wisselwerking met het "vrije elektronensysteem" in het metaal. Het metaal kan het niet zo gemakkelijk terugkaatsen. Het absorbeert de energie.
Warmteopwekking en oppervlaktebehandeling
Omdat het metaal het licht absorbeert, wordt het onmiddellijk heet. De energieoverdracht is efficiënt. Je hoeft geen hoog vermogen te gebruiken om door de oppervlaktereflectie heen te breken. Je hoeft ook geen speciale coatings of absorptiesprays op het metaal aan te brengen voor het snijden. We zien dit vooral bij roestvrij staal. De korte golflengte creëert een "lichtvangende structuur op microniveau2." Het oppervlak wordt er zwart van. Het smelt snel. Daarom kun je geleidende metalen snijden met een fiberlaser zonder de bron te beschadigen door terugspiegeling3.
| Functie | Vezellaser | CO₂-laser |
|---|---|---|
| Golflengte | ~1,06 μm (Nabije infrarood) | ~10,6 μm (ver-infrarood) |
| Absorptie | Hoog (koppelt met elektronen) | Laag (weerkaatst door oppervlak) |
| Reflecterende metalen | Uitstekend (Cu, Al, Ag) | Slecht (Risico op schade) |
Wat zijn de verschillen in snijsnelheid tussen glasvezel- en CO₂-lasers op dun plaatmateriaal?
Langzaam snijsnelheid4s doden je productiemarges5. Wachten op onderdelen zorgt voor knelpunten. Fiber lasers gebruiken geconcentreerde energie om de verwerkingstijd van dunne metalen te verkorten.
Voor metalen platen onder 6 mm zijn fiberlasers aanzienlijk sneller en bereiken ze vaak snelheden die 3 tot 5 keer hoger liggen dan bij CO₂-systemen. De bundel focust op een veel kleinere spotgrootte, waardoor een hoge vermogensdichtheid ontstaat die materiaal onmiddellijk doet smelten. Een fibermachine van 1,5 kW kan de output van een CO₂-machine van 3 kW evenaren.
Snelheid is geld in een productiewerkplaats. Als je dun plaatmetaal snijdt, is fiber een raceauto. Het verschil zit hem in focus en dichtheid.
Spotgrootte en vermogensdichtheid
Een fiberlaserstraal kan in een heel klein puntje gefocust worden. Het is veel kleiner dan een CO₂-straalvlek. Stel je voor dat je op een naald drukt versus op een duim. De naald gaat er makkelijker doorheen. De vezellaserbundel concentreert al zijn energie in dat kleine puntje. Dit creëert ongelooflijke vermogensdichtheid6. Het metaal verdampt onmiddellijk. Daarom domineren fiberlasers in hoogvolume productieomgevingen zoals autoproductie7.
Het snelheidsvoordeel
Ik vertel mijn klanten om naar de materiaaldikte te kijken. Als je meestal onder de 6 mm snijdt, wint fiber. Voor 1 mm tot 3 mm roestvast staal is een fiberlaser meestal 2 tot 3 keer sneller dan een CO₂-laser met hetzelfde vermogen. In sommige specifieke scenario's kan de snelheid oplopen tot 20 meter per minuut, waardoor het tot 5 keer sneller is. Een fibermachine van 1,5 kW snijdt even snel als een CO₂-machine van 3 kW. U krijgt meer productie met de helft van het vermogen.
Randkwaliteit en warmtezones
Snelheid betekent meestal slechte kwaliteit, maar hier niet. Omdat de fiberlaser het metaal zo snel smelt, verspreidt de hitte zich niet. De "Warmte beïnvloede zone8" is klein. De snede is zuiver. Je krijgt minder bramen. Je hoeft de randen later niet te slijpen. CO₂ is nog steeds goed voor zeer dikke platen (boven 8mm) waar gladheid van de randen belangrijker is dan snelheid, maar voor dunne platen is het te langzaam en geeft het te veel warmte af aan het onderdeel.
Wat zijn de voordelen voor energie-efficiëntie van fiberlasers ten opzichte van CO₂?
Hoge elektriciteitsrekeningen vreten aan je maandelijkse winst. Inefficiënte machines zetten dollars om in nutteloze afvalwarmte. Vezeltechnologie zet stroom direct om in snijprestaties.
Vezellasers bereiken een elektro-optische omzettingsefficiëntie van 25-30% of hoger, vergeleken met slechts 8-10% voor CO₂. Dit betekent dat een fibersysteem ruwweg 70% minder elektriciteit verbruikt om hetzelfde werk te doen. De verminderde warmteproductie verlaagt ook de vraag naar koelsystemen9 en elimineert opwarmtijden.
Kijk op uw elektriciteitsmeter. Een CO₂-laser is eigenlijk een verwarming die ook metaal snijdt. Het is ongelooflijk inefficiënt. Dit is de belangrijkste reden waarom onze klanten overstappen op glasvezel.
De conversieverhouding
"Elektro-optisch conversierendement" klinkt technisch, maar het is gewoon een maat voor verspilling. Een CO₂-laser is ruwweg 10% efficiënt. Dat betekent dat voor elke $100 aan elektriciteit die u koopt, slechts $10 omgezet wordt in een laserstraal. De andere $90 wordt afvalwarmte. Een vezellaser is ruwweg 30% efficiënt. U krijgt drie keer zoveel stralingsvermogen voor dezelfde elektriciteit. Dit wordt vaak "wall plug efficiency" genoemd.
Het koelings- en opwarmingseffect
Het is niet alleen de laserbron. Omdat CO₂-lasers10 produceren zoveel afvalwarmte dat je een enorme waterkoeler nodig hebt om ze koel te houden. Die chiller verbruikt veel stroom. Vezellasers werken koeler. Je kunt een kleinere koelmachine gebruiken. Dit bespaart nog meer elektriciteit. CO₂-lasers hebben vaak ook opwarmtijd nodig om het gas te stabiliseren. Fiber lasers zijn direct aan. Er wordt geen energie verspild door te wachten tot de machine klaar is.
Totale bedrijfskosten
Als je alles bij elkaar optelt, gebruikt een fiberlaser 20% tot 30% van het vermogen van een CO₂-machine. Als je een machine de hele dag laat draaien, is dat enorm. Je bespaart op laservermogen. U bespaart op het vermogen van de koelmachine. U bespaart op de HVAC-rekening voor uw fabriek omdat de machine de ruimte niet opwarmt. In vijf jaar tijd kunnen deze besparingen een groot deel van de machine zelf terugbetalen.
Waarom heeft een fiberlasersnijder aanzienlijk minder onderhoud nodig dan een CO₂-systeem?
Machinestilstand voor uitlijning is funest voor je planning. Breekbare spiegels en gasmengsels zorgen voor constante hoofdpijn. Solid-state fiber motoren draaien duizenden uren zonder interventie.
Vezellasers zijn apparaten in vaste toestand zonder bewegende delen in de bron. De straal gaat door een verzegelde kabel, waardoor het niet nodig is om spiegels uit te lijnen, gas te mengen of de resonator te reinigen. Terwijl CO₂-buizen elke 20.000 uur vervangen moeten worden, kunnen fiber modules meer dan 100.000 uur meegaan.

Ik heb onderhoudsploegen dagen bezig gezien met het repareren van CO₂-bundelpaden. Het is een nachtmerrie. De machine moet stoppen. De productie stopt. Je verliest geld. Vezellasers lossen dit op door het ontwerp volledig te veranderen.
Geen spiegels, geen uitlijning
Een CO₂-laser gebruikt spiegels om de straal van de achterkant van de machine naar de snijkop te kaatsen. Deze spiegels worden vuil. Ze worden heet. Als de machine trilt, bewegen ze. Je moet ze constant uitlijnen. Vezellasers gebruiken een glasvezelkabel. Het is als een tuinslang voor licht. Je kunt ermee schudden, bewegen of buigen. De straal blijft altijd binnen. Je hoeft het pad van de straal nooit uit te lijnen.
Solid State Duurzaamheid
CO₂-lasers gebruiken gasmengsels en hoogspanningsturbines om dat gas te laten circuleren. Dit zijn mechanische onderdelen. Ze slijten. Je moet vacuümpompen en glazen buizen vervangen. Vezellasers zijn "vaste stoffen". Ze gebruiken halfgeleiderdiodes en gedopeerde optische vezels. Er zitten geen bewegende delen in de laserbron. Er is niets om te slijten.
Levensduurverschillen
Een typische CO₂-buis of -turbine gaat ongeveer 20.000 tot 30.000 uur mee. Daarna moet je een hoge reparatierekening betalen. Fiberlasermodules gaan meer dan 100.000 uur mee. Dat is meer dan 10 jaar bij normaal gebruik. U hoeft geen lasergasflessen te kopen. Je hebt geen cleanroom nodig. Stof kan de vezelbron niet beschadigen omdat deze afgesloten is. Het enige onderhoud is het afvegen van het dekglas op de snijkop.
Conclusie
Fiber lasers domineren het snijden van metaal door snelheid, efficiëntie en weinig onderhoud. Terwijl CO₂ nuttig blijft voor niet-metalen zoals hout of kunststof, is fiber de enige logische keuze voor winstgevende metaalbewerkingsbedrijven.
-
Ontdek hoe de golflengte van fiberlasers hun snijvermogen op verschillende metalen verbetert. ↩
-
Begrijp de innovatieve lichtabsorberende structuur op microniveau die de snijefficiëntie verbetert. ↩
-
Leer meer over tegenreflectie en de invloed ervan op lasersnijprestaties, vooral bij CO₂-lasers. ↩
-
Begrijp de aanzienlijke snijsnelheidsvoordelen van fiber lasers ten opzichte van CO₂ lasers voor metalen platen. ↩
-
Ontdek hoe efficiënt lasersnijden de productiemarges en winstgevendheid kan verbeteren. ↩
-
Ontdek het concept vermogensdichtheid en de cruciale rol ervan bij snel en efficiënt lasersnijden. ↩
-
Ontdek hoe fiberlasers een revolutie teweegbrengen in het fabricageproces van auto's. ↩
-
Leer meer over de Heat Affected Zone en hoe fiberlasers deze minimaliseren voor een betere randkwaliteit. ↩
-
De rol van koelsystemen in lasersnijmachines begrijpen en begrijpen hoe fiberlasers de noodzaak hiervan verminderen. ↩
-
Ontdek de beperkingen van CO₂ lasers en waarom fiber lasers de voorkeur genieten voor het snijden van metaal. ↩

Chris Lu
Met meer dan tien jaar praktijkervaring in de werktuigmachine-industrie, vooral met CNC-machines, ben ik er om je te helpen. Of je nu vragen hebt naar aanleiding van dit bericht, begeleiding nodig hebt bij het selecteren van de juiste apparatuur (CNC of conventioneel), aangepaste machineoplossingen onderzoekt of klaar bent om een aankoop te bespreken, aarzel niet om contact met mij op te nemen. Laten we de perfecte bewerkingsmachine voor uw behoeften vinden.