

Waarom wordt CNC wervelmachine gebruikt voor bijna alle kogelomloopspindelproductie?
U produceert langzaam kogelomloopspillen. Uw traditionele draai- en slijpproces neemt veel tijd in beslag. U verliest orders aan snellere concurrenten. U moet uw bewerkingsmethode nu upgraden.
CNC wervelmachines vervangen traditioneel draaien en ruw slijpen. Ze bewerken kogelomloopspillen vijf tot dertig keer sneller. Deze technologie maakt gebruik van meervoudig snijden met hoge snelheid. Het snijdt afgewerkte gotische schroefdraad direct in gehard staal tot 65 HRC. Het levert hoge precisie en verlaagt uw productiekosten aanzienlijk.
De traditionele productie van kogelomloopspillen heeft vaak te maken met aanzienlijke knelpunten. Vertrouwen op oudere draaibanken en meertraps slijpen kan productiecycli oprekken tot meer dan een maand, terwijl de intense hitte van het slijpen vaak de hardheid van het metaal kan aantasten. Om concurrerend te blijven is het essentieel om een efficiëntere weg te vinden. CNC werveltechnologie biedt een moderne oplossing voor deze langdurige uitdagingen. Laten we eens kijken hoe dit proces de productie van kogelomloopspillen herdefinieert.
Hoe bereikt CNC wervelen aanzienlijk hogere productiesnelheden dan traditioneel draadsnijden?
Uw traditionele draaibank snijdt heel langzaam schroefdraad. U draait tientallen axiale gangen om de uiteindelijke diepte te bereiken. U verspilt uren aan één onderdeel. U hebt een snellere methode nodig.
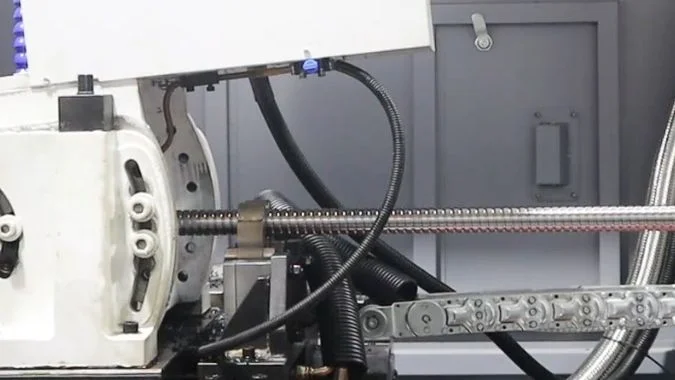
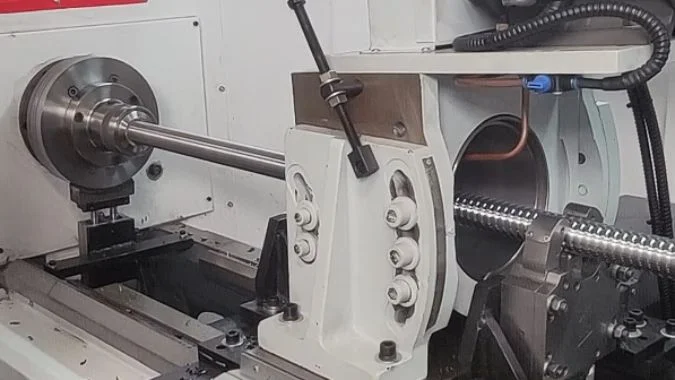
CNC wervelen bereikt enorme snelheden door gebruik te maken van een roterende freesring. Deze ring draait excentrisch rond het langzaam roterende werkstuk. Hij kantelt naar de exacte helixhoek. Meerdere hardmetalen beitelplaatjes snijden tangentieel. De machine snijdt het volledige schroefdraadprofiel in één doorlopende beweging uit de ruwe voorraad.

De draaibanken snijden een diepe schroefdraad met twintig verschillende gangen. Het gereedschap beweegt eindeloos heen en weer. Hierdoor gaat enorm veel tijd verloren. CNC draaiend1 verandert de snijgeometrie volledig. De hoofdfreesring draait ongelooflijk snel tot 8000 omwentelingen per minuut. De spindel die het werkstuk vasthoudt draait heel langzaam. Het CNC systeem regelt de axiale voeding, radiale diepte en helixhoek tegelijkertijd. De freesring bevat meerdere hardmetalen beitelplaatjes. Deze beitelplaatjes draaien rond de langzame metalen staaf. Ze snijden de volledige diepte van de gotische-boogdraad2 direct. De tangentiële snijwerking verdeelt de zware belasting over veel snijkanten tegelijk. De freessnelheid bereikt 400 meter per minuut. De machine maakt ook gebruik van een zeer stijf bed en hardmetalen volgersteunen. Deze sterke structuur houdt zware trillingen tegen. Het houdt lange assen tot acht meter perfect recht. Je krijgt een afgewerkt schroefdraadprofiel in minuten in plaats van uren.
Vergelijking productiesnelheid
| Bewerkingseigenschap | Traditioneel draaddraaien | CNC werveltechnologie |
|---|---|---|
| Maaipassen | Vereist tientallen langzame passen | Zaagt volledige diepte in één werkgang |
| Snijactie | Enkelpunt axiaal snijden | Tangentieel meerhoekig snijden |
| Asondersteuning | Standaarddraaibanksteunen | Hardmetalen volgersteunen |
| Algehele efficiëntie | Zeer trage cyclustijd | Vijf tot dertig keer sneller |
Waarom is de oppervlakteafwerking van wervelend garen vaak vergelijkbaar met die van traditioneel garen?
Je maakt je zorgen over oppervlakteruwheid. U denkt dat snijden met hoge snelheid lelijke gereedschapsstrepen achterlaat op uw schroeven. Uw klanten wijzen ruwe oppervlakken af. U moet de wervelende oppervlaktekwaliteit begrijpen.
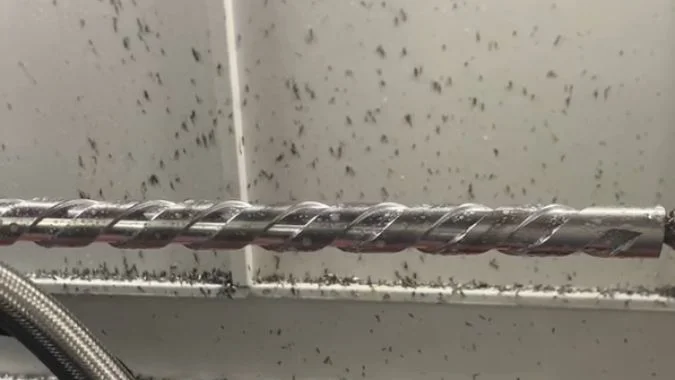
Draadsnijden creëert een gladde afwerking omdat meerdere snijkanten tangentieel in- en uittreden. De spaanbelasting per tand blijft zeer laag. De intermitterende snijdruk voorkomt warmteontwikkeling. De temperatuur van het metalen onderdeel stijgt slechts licht. Dit voorkomt thermische vervorming en zorgt voor een schone oppervlakteafwerking.
Traditioneel eenpuntsdraaien laat diepe dalen en hoge pieken achter op het metaal. Het enkele gereedschap graaft krachtig in het metaal. Draaien werkt heel anders. De freesring bevat veel hardmetalen inzetstukken. Deze beitelplaatjes slaan extreem snel achter elkaar in het metaal. De tangentiële freesinvoer verwijdert materiaal soepel. De hoge snelheid verwijdert kleine kommavormige spanen van metaal zeer netjes. Deze kommavormige spanen voeren de snijwarmte efficiënt af. De temperatuur van het werkstuk stijgt slechts enkele graden boven de kamertemperatuur. Het meervoudige snijpad overlapt perfect. Deze overlapping vlakt de pieken en dalen op het metaaloppervlak af. De oppervlakteruwheid daalt tot Ra 0,8 micron3 betrouwbaar. Het machineontwerp speelt ook een grote rol. De hoofdspil van de draaibank draait heel langzaam. Het systeem veroorzaakt bijna geen trillingen. Deze dynamische stabiliteit voorkomt klapperende sporen op het schroefdraadoppervlak. De wervelend4 Het proces maakt ook gebruik van perslucht om de hete spanen weg te blazen. Deze droge snijmethode voorkomt dat de spanen krassen maken op het pas gesneden gladde oppervlak.
Factoren voor oppervlakteafwerking
| Proceselement | Éénpuntsdraai-effect | Draadeffect |
|---|---|---|
| Snijgereedschap | Eén rand graaft diep | Soepel snijden van meerdere randen |
| Warmteregeling | Metaal absorbeert snijwarmte | Komma chips voeren warmte af |
| Druk van gereedschap | Constante zware druk | Intermitterende lichte druk |
| Verwijderen van spaanders | Koelvloeistof houdt spanen vast | Perslucht blaast spanen |
Kan CNC wervelen een betere oppervlakteafwerking geven dan traditioneel schroefdraad?
Je slijpt schroefdraad om een perfecte afwerking te krijgen. Slijphitte beschadigt de hardheid van je metaal. Je creëert gevaarlijke microscheurtjes in je onderdelen. Je hebt een veiligere manier nodig om schroefdraad af te werken.
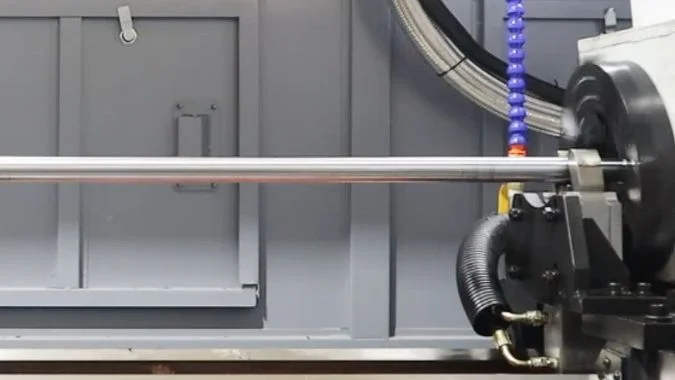
CNC wervelen verslaat ruw draaien en evenaart veilig duur slijpen. Wervelen bereikt Ra 0,8 micron zonder thermische schade te veroorzaken. Het elimineert de vorming van witte lagen die gebruikelijk is bij slijpen. De wervelende sneden creëren een oppervlakte microstructuur die smeermiddel beter vasthoudt. Dit verlengt de levensduur van de kogelomloopspil.
De slijpschijf creëert enorme wrijving en hitte. Deze hitte veroorzaakt het gloeien van het loopvlak. Het harde staal wordt weer zacht. Er ontstaan kleine microscheurtjes op het schroefdraadoppervlak. We noemen deze hitteschade de vorming van witte lagen5. CNC wervelen lost dit probleem perfect op. We noemen dit proces frezen in plaats van slijpen. Standaard ruw draaien geeft je een ruwe Ra 3.2 afwerking. Die moet je later slijpen. Met wervelen krijg je meteen een Ra 0,8 afwerking in één stap. Goed afslijpen kan Ra 0,2 micron bereiken, maar dat kost te veel tijd en geld. Wervelen biedt een uniek mechanisch voordeel ten opzichte van slijpen. De intermitterende wervelende sneden laten een specifieke microstructuur achter op het metaaloppervlak. Deze microstructuur zorgt voor een superieur volume aan smeermiddel. De olie blijft beter in de schroefdraad. Dit vermindert de wrijving enorm. De wervelende inserts slaan ook met grote kracht op het metaal. Deze impact veroorzaakt een koudverhardingseffect. Je krijgt een sterkere kogelomloopspil zonder hitteschade.
Vergelijking afwerkkwaliteit
| Bewerkingsmethode | Typische oppervlakteafwerking Ra | Effect oppervlaktegesteldheid |
|---|---|---|
| Standaard draaien | Ra 3,2 tot 6,3 micron | Ruw oppervlak moet worden geslepen |
| Precisieslijpen | Ra 0,2 tot 0,8 micron | Hoge hitte veroorzaakt witte laag |
| CNC Draaien | Ra 0,4 tot 1,6 micron | Koud bewerken verhardt het oppervlak |
| Malen vs Wervelen | Microscheurtjes komen vaak voor | Houdt smeermiddel perfect vast |
Wat zijn de economische voordelen van CNC werveltechnologie bij de productie van grote aantallen kogelomloopspuiten?
U verliest geld door hoge productiekosten. Uw huidige productie van kogelomloopspillen duurt vijftig dagen. U schroot te veel dure onderdelen. U moet uw kosten nu drastisch verlagen.
CNC wervelen verkort de productiecyclus van vijftig dagen naar drie dagen. De trage fase van het ruw slijpen en de complexe opraapbewerkingen van het lood vallen weg. Met deze machine vervallen de giftige afvoerkosten voor slijpspanen. U bespaart geld, gebruikt herslijpbare wisselplaten en verlaagt uw uitvalpercentage tot bijna nul.
De traditionele productie van kogelomloopspillen vreet enorme winsten. Een fabriek snijdt het ruwe metaal eerst op een draaibank. Dan geven ze het een warmtebehandeling om het hard te maken. Dan slijpen ze het langzaam. Dit neemt twintig afzonderlijke stappen in beslag. Er zijn complexe bewerkingen nodig om de schroefdraad na de warmtebehandeling weer uit te lijnen. Deze cyclus houdt een maand lang geld vast in de fabriek. Een CNC wervelmachine lost dit geldstroomprobleem onmiddellijk op. Een wervelmachine snijdt hard metaal direct na de warmtebehandeling. Dit is droog snijden6. Het verwijdert de volledige ruwslijpstap. Eén machine vervangt meerdere slijpopstellingen volledig. De machine heeft alleen perslucht nodig om de spanen weg te blazen. U hoeft geen dure vuile snijvloeistoffen meer te kopen. U elimineert de giftige afvoerkosten voor slijpspanen. Uw fabriek blijft schoon. U kunt ook herslijpbare wisselplaten gebruiken om gereedschapskosten te besparen. Het CNC systeem gebruikt dynamische compensatie om te voorkomen dat de lange schroef buigt. U maakt geen onderdelen kapot. Je uitvalpercentage daalt tot onder nul komma drie procent.
Kostenreductie Breakdown
| Economische factor | Traditionele productie | CNC werveltechnologie |
|---|---|---|
| Productiecyclus | Duurt dertig tot vijftig dagen | Klaar in één tot drie dagen |
| Productiestappen | Meer dan twintig afzonderlijke stappen | Opruwen en afwerken in één opstelling |
| Afvalbeheer | Giftige slijpselverwijdering | Schone droge metaalspanen |
| Voetafdruk machine | Meerdere slijpopstellingen nodig | Eén machine maakt alles af |
Conclusie
Je moet overstappen op een CNC wervelmachine voor de productie van kogelomloopspillen. Het verkort de productietijd, creëert uitstekende oppervlakken, elimineert gevaarlijke slijphitte en maximaliseert de winst van je fabriek volledig.
-
Leer het proces, de voordelen, insteltips en prestatiegegevens om wervelen te vergelijken met traditioneel multi-pass schroefdraad voor snellere, nauwkeurige schroefdraad op een as. ↩
-
Ontdek de geometrie, de voordelen van de lastverdeling, de invloed op de oppervlakteafwerking en de richtlijnen voor gereedschap/inspectie voor het produceren van nauwkeurige gotische draden. ↩
-
Vind praktische richtlijnen voor parameters en opstellingen die consistent Ra 0,8 micron leveren voor hoogwaardige oppervlakteafwerkingen. ↩
-
Verken het wervelen om te leren hoe frezen met meerdere insteeksels en tangentiale invoer zorgen voor soepele draden, weinig warmte en minimaal geratel. ↩
-
Lees de analyses van experts over de vorming van witte lagen om meer te weten te komen over de oorzaken, risico's zoals gloeien van toevoerkanalen en bewezen oplossingen om microscheurtjes en hitteschade te voorkomen. ↩
-
Ontdek hoe droog snijden snijvloeistoffen en afvoerkosten elimineert, fabrieken schoon houdt en paart met herslijpbare snijplaten voor kostenbesparing. ↩

Chris Lu
Met meer dan tien jaar praktijkervaring in de werktuigmachine-industrie, vooral met CNC-machines, ben ik er om je te helpen. Of je nu vragen hebt naar aanleiding van dit bericht, begeleiding nodig hebt bij het selecteren van de juiste apparatuur (CNC of conventioneel), aangepaste machineoplossingen onderzoekt of klaar bent om een aankoop te bespreken, aarzel niet om contact met mij op te nemen. Laten we de perfecte bewerkingsmachine voor uw behoeften vinden.