

Wat doet een losse kop op een CNC draaibank bij verspanen?
Probeert u lange, dunne assen zoals assen of zelfs geweerlopen nauwkeurig te draaien op uw CNC-draaibank? Zonder de juiste ondersteuning kunnen deze onderdelen gemakkelijk wiebelen, buigen onder de snijkrachten of trillen, wat leidt tot een slechte oppervlakteafwerking en onnauwkeurige afmetingen.
De losse kop ondersteunt voornamelijk het vrije uiteinde van langere werkstukken die in de hoofdspilhouder worden vastgehouden en voorkomt doorbuiging en trillingen. Het zorgt voor stabiliteit, maakt nauwkeurig bewerken over de lengte van het werkstuk mogelijk en kan soms gereedschap vasthouden voor centreerbewerkingen.

Deze ondersteuning is fundamenteel voor veel draaibewerkingen, vooral als de lengte van het werkstuk aanzienlijk groter is dan de diameter. Maar alleen de basisfunctie kennen is niet genoeg. Welke invloed heeft het gebruik ervan eigenlijk op de kwaliteit van de producten die we maken en wat zijn de kritieke factoren zoals type center, uitlijning en druk?
Kan het gebruik van de losse kop de nauwkeurigheid en oppervlakteafwerking van bewerkte onderdelen verbeteren?
Problemen met taps toelopen, klapperen of slechte rondheid op langere gedraaide onderdelen, vooral die met hoge lengte-diameterverhoudingen? Deze problemen zijn vaak het gevolg van het buigen of trillen van het werkstuk tijdens het snijden, wat de toleranties en het uiteindelijke uiterlijk verpest.
Ja, het gebruik van de losse kop verbetert de nauwkeurigheid en oppervlakteafwerking aanzienlijk door een stijve ondersteuning te bieden die doorbuiging en trillingen van het werkstuk minimaliseert. Dit leidt direct tot een betere maatnauwkeurigheid (minder conus, betere rondheid) en een gladdere afwerking.
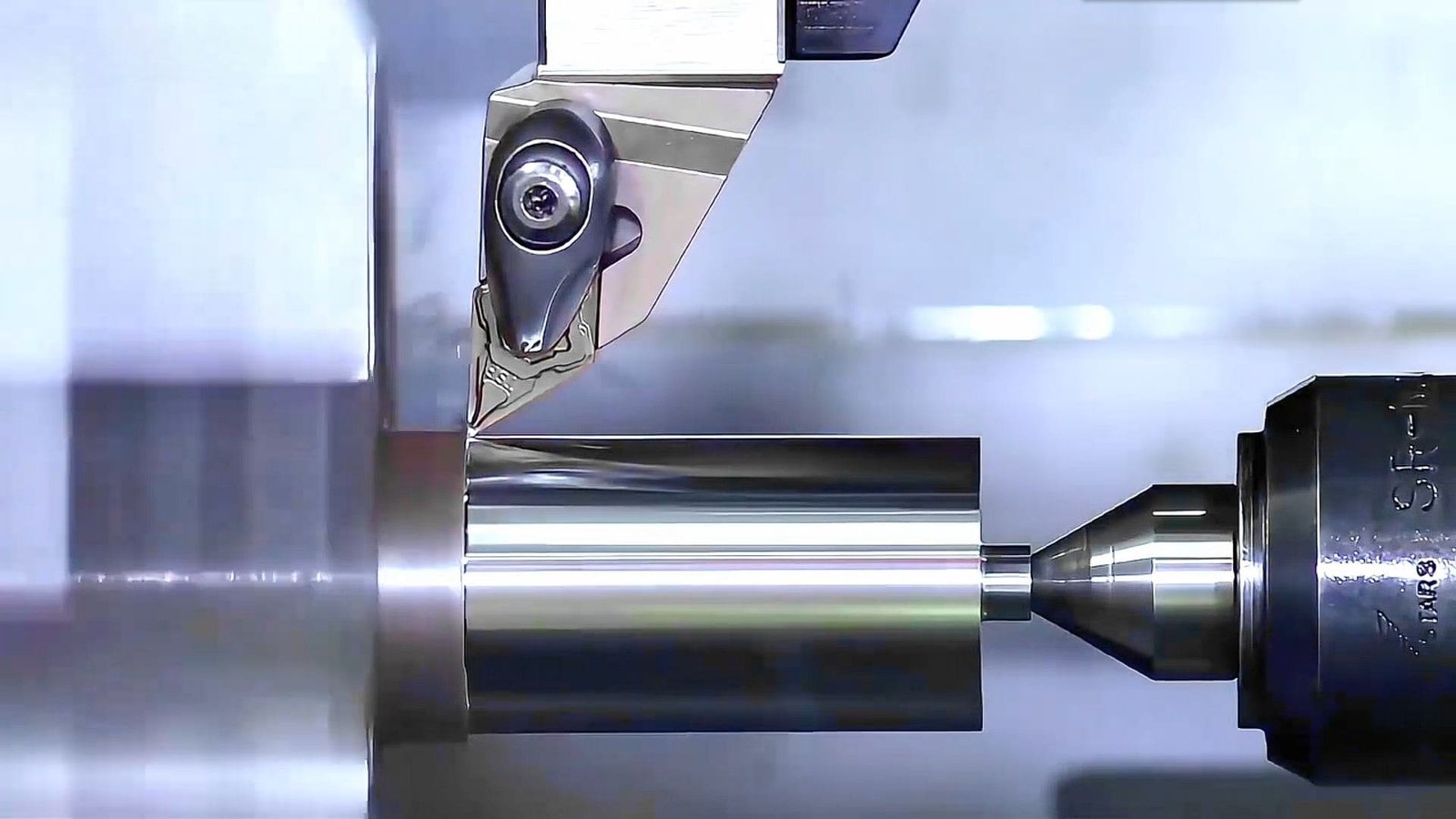
Bij J&M Machine Tools weten we dat wanneer een snijgereedschap tegen een lang werkstuk duwt, het wil buigen. Zonder die cruciale eindondersteuning krijg je inconsistenties. Uw onderzoek bevestigt de voordelen:
- Stabiliteit en verminderde doorbuiging1: De tailstock fungeert als een stevig anker dat het werkstuk stabiel tussen de spindel en het midden van de tailstock houdt. Dit gaat de snijkrachten tegen en voorkomt dat het werkstuk wegbuigt van het gereedschap, wat essentieel is om conus te voorkomen, vooral bij werkstukken met een lengte-diameterverhouding van meer dan 2:1 of 3:1.
- Minimale trillingen (geratel): Een goed ondersteund werkstuk trilt veel minder tijdens het zagen. Minder trillingen betekent een aanzienlijk gladdere oppervlakteafwerking (lagere ruwheidswaarde) en een verbeterde rondheid, wat cruciaal is voor hoogprecieze componenten zoals die in de ruimtevaart.
- Verbeterde uitlijning en concentratie2: Het helpt ervoor te zorgen dat het werkstuk trouw aan de centrale as van de draaibank draait, zodat de concentriciteit over de hele lengte behouden blijft. Dit is essentieel om consistent nauwkeurige diameters en vormen te verkrijgen. De tailstock bestrijdt effectief de axiale fouten en rondheidsproblemen die ontstaan door slechte ondersteuning.
Wat is het verschil tussen het gebruik van een Live Center en een Dead Center in de losse kop?
Weet u niet zeker of u een 'levend' of 'dood' center in uw kop moet gebruiken en welke invloed die keuze heeft op uw CNC-bewerking? Een verkeerde keuze kan leiden tot oververhitting, voortijdige slijtage of ondermaatse ondersteuning, wat uiteindelijk ten koste gaat van de kwaliteit en efficiëntie van uw werk.
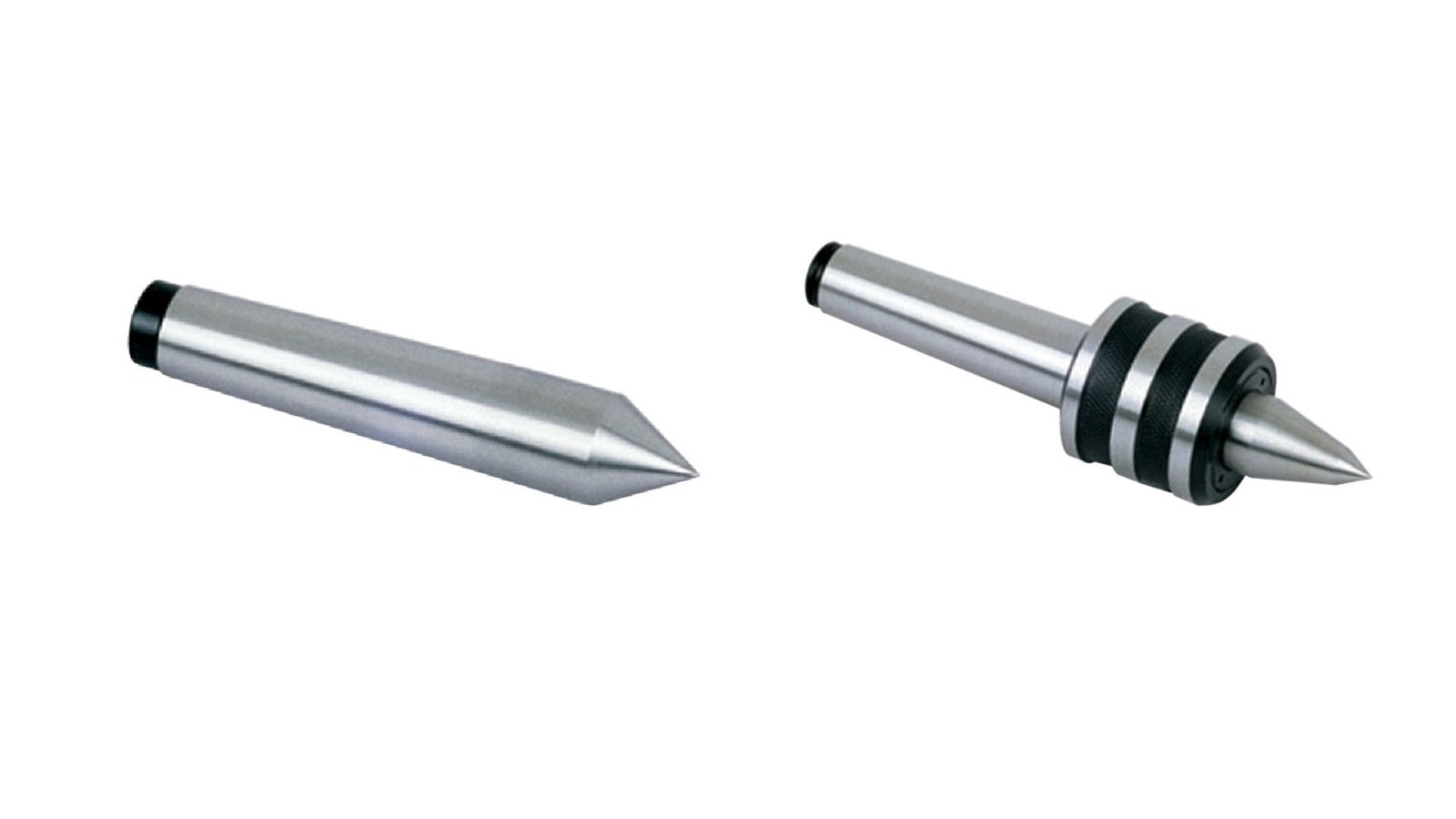
Een levend centrum heeft interne lagers waardoor het uiteinde kan draaien met het werkstuk, waardoor wrijving en hitte worden geminimaliseerd. Een dood middelpunt is massief; het werkstuk roteert tegen het stationaire uiteinde, waardoor meer wrijving en warmte ontstaat.
Inzicht in het onderscheid is essentieel voor het optimaliseren van je opstelling, vooral in een veeleisende CNC-omgeving. Uw onderzoek levert een duidelijke vergelijking op:
| Functie | Live centrum | Dood centrum (vast centrum) |
|---|---|---|
| Rotatie | Tip roteert met werkstuk via interne lagers | Tip is vast; werkstuk roteert ertegenaan |
| Wrijving/Warmte | Lage wrijving, minder warmteontwikkeling | Hoge wrijving, aanzienlijke warmteontwikkeling mogelijk |
| Snelheidslimiet | Geschikt voor hogere toerentallen die gebruikelijk zijn bij CNC-verspaning | Lagere toerentallimieten door wrijving/warmteopbouw |
| Nauwkeurigheid | Zeer goede positioneernauwkeurigheid, behoudt concentriciteit | Eenvoudig, potentieel hoge initiële stijfheid |
| Draag | Lagerslijtage na verloop van tijd (vereist onderhoud) | Tip slijt door wrijving (moet gesmeerd worden) |
| Geschiktheid | Voorkeur voor CNC (snelheid, lange runs, warmtegevoelige materialen) | Eenvoudiger instellen, handmatige draaibanken, lagere snelheden |
Voor de meeste moderne CNC-draaibank toepassingen3 gericht op snelheid, precisie en efficiëntie, de live centrum is de standaardkeuze. De mogelijkheid om te roteren vermindert de wrijving drastisch, waardoor wordt voorkomen dat het gat in het midden van het werkstuk verbrandt of vervormt, en waardoor een hogere wrijvingsweerstand wordt verkregen. zaagsnelheden4 zonder problemen. Dode centra zijn eenvoudiger, maar vereisen zorgvuldige smering en snelheidsbeheer om slijtage en hitteschade te voorkomen, waardoor ze minder praktisch zijn voor geautomatiseerde of langlopende CNC-jobs.
Hoe beïnvloedt de juiste uitlijning en druk op de losse kop het bewerkingsresultaat?
Hebt u uw werkstuk zorgvuldig ingesteld met de tailstock, maar wordt u nog steeds geconfronteerd met frustrerende taper, inconsistente diameters of slechte afwerking? Vaak is niet het werkstuk of het gereedschap de boosdoener, maar een onjuiste uitlijning of druk op de tailstock.
Een juiste uitlijning van de losse kop is cruciaal; een verkeerde uitlijning veroorzaakt direct conus- en rondheidsfouten. Verkeerde druk (te weinig of te veel) leidt tot trillingen, doorbuiging, slechte afwerking, beschadiging van het werkstuk of zelfs veiligheidsrisico's.

Denk aan de spilas en de kopas die een perfect rechte lijn moeten vormen, parallel aan de Z-as van het draaibankbed. Uw onderzoek laat zien hoe belangrijk het is om dit goed te doen:
- Uitlijningseffecten5: Als het midden van de kop niet perfect is uitgelijnd (horizontaal of verticaal) met de as van de spil, wordt het werkstuk gedwongen excentrisch te draaien. Dit garandeert een conus over de lengte van het werkstuk en kan ook rondheidsfouten introduceren. Door de uitlijning in stand te houden, draait het werkstuk concentrisch voor nauwkeurige sneden.
- Drukeffecten: De juiste hoeveelheid druk uitoefenen is een evenwichtsoefening.
- Te weinig druk: Het werkstuk wordt niet goed vastgehouden. Het kan overmatig trillen (klapperen), licht verschuiven tijdens het snijden of doorbuigen onder de druk van het gereedschap, wat leidt tot een slechte oppervlakteafwerking, maatonnauwkeurigheden6en mogelijke vermindering van de standtijd.
- Te veel druk: Vooral bij slanke onderdelen of kwetsbare materialen kan een te grote kracht ertoe leiden dat het werkstuk buigt of vervormt. Het kan ook het boorgat in het werkstuk beschadigen, het centrum oververhitten (vooral dode centra) of overmatige druk uitoefenen op de lagers van het levende centrum of zelfs de spindellagers van de machine.
Om consistent resultaten van hoge kwaliteit te behalen, is het volgende nodig beide nauwkeurige geometrische uitlijning en Zorgvuldig geregelde, geschikte klemdruk die is afgestemd op het werkstuk en de krachten die bij de bewerking komen kijken.
Hoe pas je de positie van de losse kop goed aan?
Moet u uw losse kop nauwkeurig uitlijnen, maar weet u niet wat de beste procedure is? Vertrouwen op giswerk of eenvoudige visuele controles is niet voldoende voor CNC-nauwkeurigheid en resulteert waarschijnlijk in afgedankte onderdelen door conische of andere geometrische fouten.
Stel de losse kop af door deze eerst dicht tegen het werkstuk te schuiven, te vergrendelen en vervolgens de verlenging van de spil fijn te stellen met het handwiel/de stelschroef. Het is belangrijk om de uitlijning te controleren met een meetklok tegen een teststaaf of precisiediameter voordat de juiste druk wordt uitgeoefend.

Voor precisiewerk is het absoluut noodzakelijk dat de kop perfect coaxiaal is met de hartlijn van de spindel. Op basis van de standaardpraktijk en uw gedetailleerde onderzoek is hier een betrouwbare methode:
- Draai de vergrendeling los: Maak de hoofdvergrendeling los waarmee het staartstuk aan de bodem van de draaibank is bevestigd.
- Ruwe positie: Schuif de gehele losse kop met de hand langs de geleiders naar de ongeveer vereiste positie voor de lengte van het werkstuk.
- Slothuis: Draai de hoofdvergrendeling stevig vast om de positie van de laadklep op het bed vast te zetten.
- Quill aanpassen: Gebruik het handwiel of de draadspil om de freesas (het deel dat het center vasthoudt) naar het werkstuk uit te schuiven. Installeer het juiste center (onder spanning of dood).
- Controleer de uitlijning (kritieke stap):
- Monteer een precisieteststaaf tussen de centers of draai een precieze diameter op materiaal dat in de klauwplaat wordt gehouden.
- Gebruik een gevoelige meetklok die op de slede/kruisslede is gemonteerd.
- Controleer op verticaal alignement door de indicator langs de bovenkant van de teststaaf/diameter of de staartkop zelf te laten lopen. Pas de hoogte aan (indien nodig vaak met behulp van vulringen onder de basis van de kop) tot de aflezing consistent is.
- Controleer op horizontale uitlijning door de indicator langs de kant te laten lopen die naar de operator is gericht. Stel bij met de stelschroeven aan de zijkant van de kop totdat de aflezing consistent is over de hele lengte.
- Druk uitoefenen: Schuif de spil voorzichtig naar voren zodat het middelpunt in het gat van het werkstuk valt. Oefen voldoende druk uit om het werkstuk stevig vast te houden zonder het te vervormen - dit vereist vaak enig gevoel of verwijzing naar de machinespecificaties.
- Controleer de stabiliteit: Probeer het uiteinde van het werkstuk voorzichtig in de buurt van de losse kop te bewegen om er zeker van te zijn dat het goed vastzit zonder speling voordat u begint met zagen. Overweeg voor lange/kritieke onderdelen een testzaagsnede en meet de conus, maak indien nodig fijnafstellingen om te compenseren voor kleine slijtage van de weg.
Dit methodische proces zorgt ervoor dat de losse kop een nauwkeurige en stabiele ondersteuning biedt.
Conclusie
De losse kop is een essentieel CNC-draaibankonderdeel voor het ondersteunen van langere werkstukken, waardoor de bewerkingsnauwkeurigheid en de oppervlakteafwerking drastisch verbeteren. Inzicht in het verschil tussen een levend en een dood centrum en zorgvuldige uitlijning en druk zijn essentieel voor optimale resultaten.
-
Inzicht in dit concept is cruciaal voor het verbeteren van de bewerkingsnauwkeurigheid en het voorkomen van defecten in werkstukken. ↩
-
Deze kennis is essentieel voor het garanderen van precisie in productieprocessen, vooral voor onderdelen met een hoge precisie. ↩
-
Blijf op de hoogte van de nieuwste trends in CNC-draaibanktoepassingen om uw bewerkingsprocessen te verbeteren. Bekijk deze bron voor waardevolle informatie. ↩
-
Leer hoe snijsnelheden de prestaties beïnvloeden om uw CNC-bewerkingen te optimaliseren. Deze link biedt essentiële kennis voor betere resultaten. ↩
-
Inzicht in uitlijningseffecten is cruciaal voor het bereiken van precisie bij draaibankbewerkingen en zorgt voor een betere kwaliteit en nauwkeurigheid van uw werk. ↩
-
Het identificeren van oorzaken van maatonnauwkeurigheden kan uw bewerkingsprocessen verbeteren en zorgen voor een hogere kwaliteit en precisie van uw projecten. ↩

Chris Lu
Met meer dan tien jaar praktijkervaring in de werktuigmachine-industrie, vooral met CNC-machines, ben ik er om je te helpen. Of je nu vragen hebt naar aanleiding van dit bericht, begeleiding nodig hebt bij het selecteren van de juiste apparatuur (CNC of conventioneel), aangepaste machineoplossingen onderzoekt of klaar bent om een aankoop te bespreken, aarzel niet om contact met mij op te nemen. Laten we de perfecte bewerkingsmachine voor uw behoeften vinden.