

Wat zijn de verschillen tussen BT en BBT gereedschaphouders?
U investeert in hoogwaardige CNC-machines, maar verliest nauwkeurigheid door een simpele spleet in uw gereedschaphouder? Inzicht in het onderscheid tussen standaard BT en BBT systemen met twee contacten is cruciaal voor precisiefabricage.
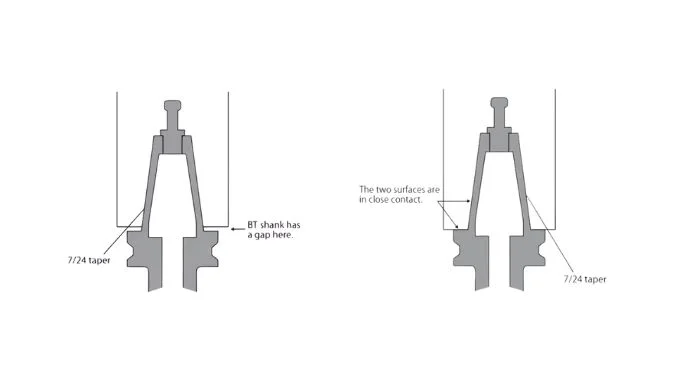
Het belangrijkste verschil zit in het contactoppervlak. Standaard BT houders maken alleen contact met de spindel via de conus, waardoor er een opening is tussen de flens en het spindeloppervlak. BBT houders hebben een ontwerp met twee contacten, waarbij ze tegelijkertijd de conus en het spindeloppervlak raken, waardoor deze spleet verdwijnt en de stijfheid aanzienlijk toeneemt.
Standaard BT houders zijn al tientallen jaren het werkpaard van de industrie, maar ze hebben fysieke beperkingen wanneer je ze hard belast. Het BBT systeem (vaak "Big Plus" of dubbelcontact genoemd) lost deze beperkingen op door de manier waarop de houder in de spindel zit te veranderen. Laten we eens kijken naar de specifieke veranderingen in het ontwerp die BBT uniek maken.
Wat zijn de structurele ontwerpen van de BT en BBT gereedschapshouder?
Op het eerste gezicht lijken deze twee houders bijna identiek, maar als je de flens en conus van dichterbij bekijkt, zie je de magische techniek die ze van elkaar onderscheidt.
De BT-houder gebruikt een conusverhouding van 7:24 en vertrouwt alleen op deze kegelvorm voor uitlijning, waardoor een zichtbare opening van ongeveer 3 mm bij de flens overblijft. De BBT-houder gebruikt dezelfde conusafmetingen, maar past de toleranties van de flens en het spindelvlak aan om gelijktijdig contact op beide punten te garanderen.
Om de structuur te begrijpen, moeten we kijken naar de basis van het "BT"-ontwerp. BT staat voor "Morse tap1" met een specifieke schachtconstructie die wereldwijd wordt gebruikt. De kerngeometrie is de 7:24 conus. Dit betekent dat voor elke 24 mm axiale lengte, de diameter van de schacht met 7 mm afneemt. Je ziet dit bij alle standaardmaten, of het nu de kleinere BT30, de standaard BT40 of de zware BT50 is.
In een klassieke BT-opstelling is de verbinding eenvoudig. De conische schacht wordt door de trekbout in de as getrokken. Hij klemt zichzelf vast. De productienormen voor BT zijn echter zo ontworpen dat de platte kant van de houder (de flens) nooit de neus van de spindel raakt. Er is meestal een opening van ongeveer 3 mm. Deze tussenruimte zorgt ervoor dat de conus volledig en zonder interferentie in de spindel zit.
Het BBT structurele ontwerp verandert deze regel. Oorspronkelijk ontwikkeld door Big Daishowa. "Systeem met twee contacten2 verscherpt de toleranties aanzienlijk. De elastische vervorming van de spindel is in het ontwerp berekend. Als de trekstang de BBT-houder omhoog trekt, raakt deze eerst de conus en als de spindel iets uitzet onder de klemkracht, maakt de voorkant van de houder stevig contact met de voorkant van de spindel. Hierdoor wordt de spleet van 3 mm volledig gedicht. Om dit te bereiken moeten zowel de houder als de spindel worden geslepen volgens exacte specificaties.
Structurele vergelijking
| Functie | Standaard BT-systeem | BBT systeem met twee contacten |
|---|---|---|
| Conusverhouding | 7:24 | 7:24 |
| Contactgebied | Alleen conus | Conus + spilvlak |
| Flensgat | ~3mm ruimte | 0mm (Volledig contact) |
| Oorsprong productie | Wereldwijde standaard (MAS 403) | Groot Daishowa (Japan) |
Wat maakt een systeem met twee contacten zo stijf als een systeem met alleen conus?
Wanneer je een machine met hoge snelheden laat draaien, begint de fysica tegen je te werken. De structurele spleet in standaard houders wordt een zwak punt dat de stijfheid om zeep helpt.
Systemen met twee contacten zijn superieur omdat het kopcontact fungeert als een harde aanslag, waardoor wordt voorkomen dat het gereedschap door de middelpuntvliedende kracht in de spindel wordt getrokken. Dit extra steunpunt verhoogt de totale stijfheid met 20% tot 30% in vergelijking met alleen conische systemen, waardoor trillingen en doorbuiging drastisch verminderen.

Laten we eens kijken waarom die 3 mm opening in standaard BT-houders zo'n probleem is. Als ik een spindel met een hoog toerental laat draaien - zeg 12.000 tot 18.000 tpm - neemt de middelpuntvliedende kracht het over. De spindelas draait zo snel dat de spindelmond eigenlijk naar buiten uitzet. Hij gaat open als een bel.
In een standaard BT-systeem is de conus het enige dat het gereedschap op zijn plaats houdt. Als de spilmonding opent, verliest de houder die strakke wigvorm. De trekkracht trekt de houder dan dieper in de spindel. We noemen dit "naar binnen trekken". Dit is een nachtmerrie voor precisie. Het verandert je Z-as positie, wat betekent dat je gereedschap nu dieper snijdt dan je geprogrammeerd had.
Het BBT-systeem houdt dit fysiek tegen. Omdat de flens van de houder stevig tegen de voorkant van de spindel wordt gedrukt, kan het gereedschap niet worden teruggetrokken. Het contact met de voorkant fungeert als een starre barrière. Deze dubbele ondersteuning creëert een bredere basis voor het gereedschap en absorbeert trillingsenergie. Onze inzichten tonen aan dat dit ontwerp de totale asstijfheid3 aanzienlijk.
Gegevens prestatie-impact
| Prestatiemeting | BT gereedschapshouder | BBT gereedschapshouder | Verbetering |
|---|---|---|---|
| Spindelstijfheid | Basislijn | +20% tot 30% | Aanzienlijke stabiliteitstoename |
| Z-as intrekken4 | Treedt op bij hoog toerental | Verwijderd | Betere dieptenauwkeurigheid |
| Trilling | Hoger (geneigd tot kletsen) | Onderdrukt | Gladder oppervlak |
Kan upgraden van standaard BT naar BBT direct resulteren in een langere levensduur van het snijgereedschap?
Hardmetalen gereedschap is duur. Als je houder trilt, sla je in wezen je kwetsbare frezen dood bij elke rotatie.
Ja, upgraden naar BBT verlengt de levensduur van het gereedschap direct door de snijkant te stabiliseren. De verhoogde stijfheid voorkomt microtrillingen en klapperen, de belangrijkste oorzaken van afgebroken hoeken en voortijdig defect raken van hardmetalen gereedschap, waardoor een consistent slijtagepatroon mogelijk is.

Je kunt de duurste gecoate frees5 in de wereld, maar als je het in een losse houder stopt, zal het falen. Hardmetaal is ongelooflijk hard, maar ook bros. Het heeft een hekel aan trillingen.
In een standaard BT-systeem veroorzaakt dat kleine beetje beweging dat door de spleet mogelijk is - ook al is het microscopisch klein - "fretting". Fretting is een vorm van slijtage veroorzaakt door microtrillingen tussen de houder en de spindel. Deze trillingen verplaatsen zich naar de snijkant. Als het gereedschap de snede ingaat en trilt, spanen de hoeken van de frees af. Als de coating eenmaal is afgeschilferd, ontstaat er hitte. Als de coating is afgeschilferd, wordt er hitte opgebouwd en brandt het gereedschap door.
De BBT systeem6 vergrendelt het gereedschap op zijn plaats. Omdat het kopcontact voorkomt dat het gereedschap schommelt of kantelt onder zware belasting, gaat de snijkant elke keer soepel het materiaal in. Het "klapperen" wordt onderdrukt. Dit betekent dat je vaak met hogere voedingen kunt werken zonder het gereedschap te beschadigen. We hebben gevallen gezien waarbij eenvoudigweg overschakelen op houders met twee contacten de levensduur van een frees verdubbelde in moeilijke materialen zoals titanium of roestvast staal.
Wat zijn de compatibiliteitsbeperkingen bij het combineren van BT- en BBT-houders en -spindels?
Je maakt je misschien zorgen dat overstappen op BBT betekent dat je je oude gereedschap moet weggooien. Gelukkig laat het ontwerp enige flexibiliteit toe, maar je moet wel de regels kennen.
BBT en BT gereedschapshouders zijn over het algemeen uitwisselbaar, wat betekent dat ze in elkaars spindels passen en functioneren. Je krijgt echter alleen dual-contact voordelen als je een BBT houder koppelt aan een BBT spindel; als je ze mengt, krijg je een standaard conusverbinding met verminderde stijfheid.
Een van de beste dingen aan de BBT ontwerp7 is dat het je niet dwingt om je inventaris weg te gooien. De fabrikanten hebben de basisgeometrie hetzelfde gehouden. Je moet echter wel je verwachtingen ten aanzien van de prestaties in de gaten houden.
Je kunt ze mixen en matchen, maar de resultaten variëren. Als je een standaard houder in een BBT spindel plaatst, werkt het, maar verlies je de "dubbel contact" magie omdat de voorkant van de houder niet geslepen is om de spindel te raken. Omgekeerd, als je een BBT houder in een oudere standaard spindel plaatst, is het spindeloppervlak niet voorbereid om het te ontvangen, dus krijg je weer een gat. Om dit eenvoudig te begrijpen, heb ik de combinaties hieronder uitgesplitst.
Compatibiliteitsmatrix
| Type houder | Type as | Gezichtscontact? | Resultaat Prestaties |
|---|---|---|---|
| BBT Houder | BBT Spindel | JA | Hoge stijfheid (dubbel contact) |
| BT houder | BBT Spindel | GEEN | Standaard stijfheid (Gap bestaat) |
| BBT Houder | BT Spindel | GEEN | Standaard stijfheid (Gap bestaat) |
Opmerking: Hoewel mengen veilig is voor algemene werkzaamheden, moet je voor zeer nauwkeurige of zware bewerkingen altijd een bijpassende BBT-set gebruiken om ongelijkmatige slijtage van de spindelconus na verloop van tijd te voorkomen.
Conclusie
Standaard BT houders laten een spleet open, wat instabiliteit veroorzaakt. BBT houders maken gebruik van een dubbel contact om deze spleet te dichten, waardoor de stijfheid tot 30% toeneemt, de standtijd wordt verlengd en de nauwkeurigheid bij hoge snelheden wordt gegarandeerd.
-
Inzicht in morseconus is essentieel om de grondbeginselen van gereedschaphouderontwerpen en hun toepassingen bij het verspanen te begrijpen. ↩
-
Het verkennen van het BBT Dual-Contact Systeem geeft inzicht in geavanceerde klemtechnologieën die de precisie en prestaties verbeteren. ↩
-
Inzicht in de stijfheid van de spindel is cruciaal om de nauwkeurigheid en prestaties van bewerkingen te verbeteren, waardoor deze bron van onschatbare waarde is. ↩
-
Door het verkennen van de Z-as Pull-In krijgt u inzicht in de invloed ervan op de nauwkeurigheid van de gereedschapdiepte, wat essentieel is voor hoogwaardig bewerken. ↩
-
Bekijk deze link om te begrijpen hoe gecoate frezen de prestaties en levensduur verbeteren bij bewerkingstoepassingen. ↩
-
Ontdek de voordelen van het BBT systeem voor gereedschapstabiliteit en -prestaties, waardoor betere bewerkingsresultaten worden gegarandeerd. ↩
-
Bekijk deze link om meer te weten te komen over het innovatieve BBT-ontwerp en hoe het de prestaties verbetert zonder dat je je inventaris hoeft aan te passen. ↩

Chris Lu
Met meer dan tien jaar praktijkervaring in de werktuigmachine-industrie, vooral met CNC-machines, ben ik er om je te helpen. Of je nu vragen hebt naar aanleiding van dit bericht, begeleiding nodig hebt bij het selecteren van de juiste apparatuur (CNC of conventioneel), aangepaste machineoplossingen onderzoekt of klaar bent om een aankoop te bespreken, aarzel niet om contact met mij op te nemen. Laten we de perfecte bewerkingsmachine voor uw behoeften vinden.