

Como escolher entre a torre VDI e a torre BMT para um torno CNC?
Está a comprar um novo centro de torneamento-fresagem, mas a folha de especificações oferece duas opções: VDI ou BMT. Parecem semelhantes, mas escolher a opção errada pode significar uma vibração constante, potência limitada ou configurações lentas.
Escolha uma torreta VDI para ambientes de alta mistura e troca rápida onde a velocidade de configuração é crítica. Selecione uma torreta BMT para cortes pesados, materiais resistentes e aplicações que exijam a maior rigidez absoluta, especialmente para operações de fresagem.

Esta é uma das decisões mais importantes que pode tomar quando especifica um novo torno. Não se trata apenas de um porta-ferramentas; é toda a base para o desempenho da sua máquina. Durante anos, vi lojas a optarem por VDI porque era comum e rápido. Mas depois perguntavam-se porque é que não conseguiam fazer força com as suas ferramentas activas em aço inoxidável. A escolha entre VDI e BMT resume-se a um simples compromisso: precisa de velocidade e flexibilidade, ou precisa de potência bruta e estabilidade? Acertar isto desde o início poupar-lhe-á muitas dores de cabeça mais tarde.
Qual é a principal diferença mecânica na forma como os suportes VDI e BMT são montados numa torre?
Vê estes dois sistemas e eles parecem vagamente semelhantes, mas sabe que o método de montagem é a chave. Está a tentar perceber porque é que um é considerado mais rígido do que o outro.
Um suporte VDI utiliza um eixo serrilhado que desliza para um orifício e é fixado por um único mecanismo de aperto. Um suporte BMT é aparafusado diretamente à face plana da torre com quatro parafusos e chaves de localização.
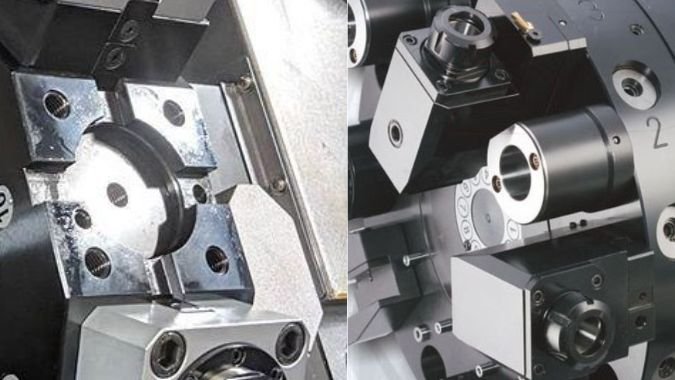
Pense da seguinte forma. A Suporte VDI1 é como colocar uma cavilha num buraco. Um eixo serrilhado dá-lhe um bloqueio positivo para que não se possa torcer, e um único parafuso ou cunha aperta-o no lugar. É rápido. Um suporte BMT é como aparafusar um bloco sólido de aço diretamente sobre outro bloco sólido de aço. O suporte tem chaves que o alinham perfeitamente e, em seguida, quatro parafusos resistentes apertam-no contra a face da torre. Esta diferença fundamental na montagem é a fonte de todas as variações de desempenho. Um é concebido para ser rápido e cómodo; o outro é concebido para ter a máxima resistência.
A diferença de alinhamento crítico
A forma como estes suportes se alinham é uma enorme diferença prática. Com um suporte VDI, porque é um eixo único num furo, é frequentemente necessário "indicá-lo" com um relógio comparador para se certificar de que está perfeitamente direito antes de o apertar. Isto acrescenta um passo ao processo de configuração. O Sistema BMT2 é diferente. Utiliza chaves de localização sólidas ou cavilhas que se encaixam em ranhuras de precisão na torre. Quando a aparafusamos, fica sempre direita - não é necessária qualquer indicação. Esta precisão inerente e o contacto sólido, face a face, criam uma ligação muito mais rígida e fiável, que é onde a BMT obtém a sua força.
| Caraterística | VDI | BMT |
|---|---|---|
| Método de fixação | Eixo serrilhado único, fixado por uma cunha. | Quatro parafusos, montados de forma plana contra a face da torre. |
| Alinhamento | Necessita de uma "indicação" manual para obter precisão. | As chavetas de precisão garantem um alinhamento automático. |
| Área de contacto | Mais pequeno, concentrado à volta do eixo. | Grande, distribuído pela face do suporte. |
| Posição de montagem | Pode ser axial (face) ou radial (lado). | Apenas montagem axial (face). |
Porque é que uma torreta BMT é superior para cortes pesados e cortes interrompidos?
Os seus trabalhos envolvem materiais duros ou desbaste pesado em grandes peças forjadas. Já experimentou vibrações e falhas de ferramentas, e precisa de um sistema que possa lidar com as forças extremas sem vacilar.
Uma torreta BMT é superior porque o seu sistema de quatro parafusos montado na face cria uma unidade única e sólida com a torreta. Esta rigidez maciça evita a vibração e a deflexão da ferramenta sob o impacto intenso de cortes pesados ou interrompidos.

Nunca me esquecerei de um trabalho que tivemos para tornear uma grande peça fundida com secções em falta. Cada vez que a ferramenta atingia o material após o corte de ar, era como um golpe de martelo. Com o sistema VDI, estávamos constantemente a partir pastilhas e a lutar contra a vibração. Transferimos o trabalho para uma máquina com um Torre de BMT3e a diferença foi da noite para o dia. O corte era mais suave, mais silencioso e podíamos aumentar a nossa velocidade de avanço. A ligação sólida do BMT absorve esses impactos em vez de deixar a ferramenta vibrar. Esta rigidez superior traduz-se diretamente numa melhor qualidade das peças, numa vida útil mais longa da ferramenta e na capacidade de maquinar materiais mais duros de forma mais eficiente.
Manuseamento de forças extremas
O design do BMT foi concebido especificamente para cenários de alta tensão. A sua estabilidade provém da grande área de contacto e da força de fixação de quatro parafusos, o que minimiza qualquer hipótese de o suporte da ferramenta se deslocar ou flexionar. Isto é crucial para manter a precisão durante o desbaste pesado ou quando se trabalha com ligas difíceis como Inconel4 ou aço endurecido. A transferência eficiente de potência e binário do fuso através da torreta para a ferramenta significa que é desperdiçada menos energia sob a forma de vibração e calor. Isto não só protege a ferramenta e a peça de trabalho, mas também o fuso e os rolamentos da máquina a longo prazo. Para aplicações no sector aeroespacial, médico ou em qualquer outro sector que exija potência e precisão, a BMT é a escolha mais segura e mais produtiva.
Quando é que a capacidade de mudança rápida da VDI a torna a escolha mais inteligente para um workshop?
A sua oficina lida com uma grande variedade de trabalhos com pequenos lotes. O seu maior inimigo não é a força de corte, é o tempo que a máquina fica inativa durante a preparação e as mudanças de ferramenta.
A VDI é a escolha mais inteligente quando a velocidade de configuração e a utilização da máquina são mais importantes do que a rigidez máxima. O seu design de fixação única permite aos operadores mudar e ajustar as ferramentas em segundos, reduzindo drasticamente o tempo de inatividade entre trabalhos.

Em tempos, trabalhei numa oficina especializada em protótipos e pequenas séries de 10 a 20 peças. Estavam constantemente a mudar de ferramentas. Num torno BMT, isso significava desapertar quatro parafusos por cada suporte. Com os tornos VDI, o operador podia retirar uma ferramenta, colocar uma nova, apertar uma cunha e estar pronto a trabalhar em menos de 30 segundos. Para eles, a poupança de vários minutos por mudança de ferramenta, várias vezes por dia, traduziu-se em horas de tempo de produção extra por semana. Esta velocidade pode aumentar a utilização da máquina em 20-30% num ambiente dinâmico. A VDI brilha quando a agilidade é mais rentável do que a força bruta.
Otimização do tempo de funcionamento
O Sistema VDI5 foi concebido para ser eficiente em ambientes automatizados e multi-tarefas. O seu design torna mudanças de ferramentas6 incrivelmente rápido e repetível. Para trabalhos complexos que requerem muitas ferramentas diferentes ou barras de perfuração com grande balanço, a capacidade de as trocar rapidamente é fundamental. Os suportes VDI podem ser predefinidos offline e a sua modularidade permite a montagem axial (na face) e radial (na lateral), o que acrescenta uma camada de flexibilidade em configurações apertadas. Para uma oficina de trabalho que prospera com a variedade e a rapidez de execução, a agilidade do sistema VDI é uma enorme vantagem competitiva. Mantém o fuso a rodar e as peças em movimento, o que é a chave para a rentabilidade num mundo de alta mistura e baixo volume.
Quais são as diferenças no custo e na disponibilidade dos suportes de ferramentas VDI e BMT?
Está a tentar fazer um orçamento para uma nova máquina e para as ferramentas que a acompanham. Precisa de saber se um sistema é significativamente mais caro ou mais difícil de encontrar do que o outro.
Os porta-ferramentas VDI são geralmente menos dispendiosos e estão mais amplamente disponíveis devido ao seu design mais simples. Os suportes BMT são mais dispendiosos de fabricar, reflectindo o seu desempenho, precisão e rigidez superiores.

Do ponto de vista da compra, a diferença é clara. A VDI é uma norma dominante há muito tempo, pelo que existe uma enorme variedade de suportes disponíveis de muitos fabricantes. Esta concorrência mantém os preços baixos, tornando por vezes o investimento inicial 20-50% inferior ao do BMT. O BMT é um sistema mais moderno e de qualidade superior. Os suportes requerem um fabrico mais preciso para garantir que a face é perfeitamente plana e que os rasgos de chaveta são exactos, o que aumenta o custo. Digo sempre aos meus clientes para pensarem no custo total. Embora os suportes BMT custem mais no início, a sua rigidez pode poupar-lhe dinheiro a longo prazo através de uma melhor vida útil da ferramenta e de uma maior produtividade em trabalhos difíceis.
Tendências do mercado e a sua cadeia de abastecimento
A disponibilidade também pode ser um fator, dependendo da sua localização e indústria. O sistema VDI, uma norma alemã mais antiga, é extremamente popular e continua a ser dominante em muitas partes do mundo. Não terá problemas em encontrar uma vasta gama de suportes VDI normalizados e especializados de muitos fornecedores. O sistema BMT tem sido fortemente adotado em mercados que dão prioridade à maquinação de alto desempenho e a trabalhos pesados. Embora todos os principais distribuidores de ferramentas tenham em stock ambos os sistemas, poderá constatar que o VDI é mais comum e rentável no fabrico geral, enquanto o BMT é o padrão para aplicações especializadas e de alta qualidade. É sempre uma boa ideia consultar o seu fornecedor de ferramentas preferido para ver como é o seu stock e suporte para cada sistema antes de tomar uma decisão final.
Conclusão
Escolha a VDI para obter velocidade, flexibilidade e custos mais baixos no torneamento de uso geral. Escolha BMT para obter a potência, rigidez e estabilidade necessárias para fresagem pesada, cortes interrompidos e materiais exigentes.
-
Explore esta ligação para compreender porque é que os suportes VDI oferecem rapidez e comodidade na montagem de ferramentas, ideal para configurações rápidas. ↩
-
Saiba como o sistema BMT proporciona uma resistência e precisão superiores através do seu design único de montagem aparafusada e com chave. ↩
-
Explore as vantagens das torretas BMT para melhorar a eficiência e a precisão da maquinação. ↩
-
Saiba mais sobre os desafios únicos da maquinagem Inconel e como ultrapassá-los para obter melhores resultados. ↩
-
Explore esta ligação para compreender como o sistema VDI aumenta a eficiência e a flexibilidade dos processos de fabrico. ↩
-
Descubra informações sobre o significado das mudanças de ferramentas e o seu efeito na eficiência global da produção na indústria transformadora. ↩

Chris Lu
Aproveitando mais de uma década de experiência prática na indústria de máquinas-ferramenta, particularmente com máquinas CNC, estou aqui para ajudar. Se tiver dúvidas suscitadas por este post, se precisar de orientação para selecionar o equipamento certo (CNC ou convencional), se estiver a explorar soluções de máquinas personalizadas ou se estiver pronto para discutir uma compra, não hesite em CONTACTAR-ME. Vamos encontrar a máquina-ferramenta perfeita para as suas necessidades.