

Como escolher entre trilho linear ou rígido para VMC?
Precisa de um novo centro de maquinação vertical. Escolhe o tipo de calha de guia errado. A sua máquina treme, parte ferramentas e estraga peças caras. Perde dinheiro e tempo.
Deve escolher calhas rígidas box-way para cortes pesados, moldes grandes e materiais duros. Utilizam fricção de deslizamento para máxima rigidez. Deve escolher carris lineares para trabalhos de precisão a alta velocidade e metais leves. Utilizam fricção de rolamento para movimentos rápidos e fácil manutenção.
Os clientes fazem-me sempre este tipo de perguntas. Eu digo-lhes para analisarem as suas necessidades exactas de produção. Vou explicar as diferenças mecânicas entre estes dois sistemas de carris.
Como é que a escolha do carril afecta a velocidade máxima de deslocação rápida da sua VMC?
Pretende cortar peças mais rapidamente. A sua máquina move-se demasiado lentamente entre cortes. Perde um tempo de ciclo precioso e produz menos peças por dia.
Os carris lineares utilizam o atrito de rolamento para atingir velocidades rápidas superiores a trinta metros por minuto. Os carris rígidos utilizam o atrito de deslizamento. Este deslizamento cria uma elevada resistência e calor. Os carris rígidos limitam a sua velocidade rápida a menos de quinze metros por minuto.
A fricção controla a velocidade da máquina. Carris lineares1 utilizam pequenas esferas ou rolos de aço. Estes pequenos rolos encontram-se dentro de um bloco de metal modular. Rolam suavemente ao longo de uma calha de aço. Esta ação de rolamento cria um atrito físico muito reduzido. Os servo-motores da máquina não trabalham muito para empurrar a pesada mesa. A máquina pode mover-se muito rapidamente. Algumas máquinas de alta velocidade atingem facilmente sessenta metros por minuto. Esta velocidade rápida ajuda-o a fabricar rapidamente pequenas peças electrónicas. Poupa-se tempo de ciclo. Carris rígidos2 funcionam de forma muito diferente. A máquina utiliza superfícies planas de ferro fundido sólido. Estas superfícies planas deslizam diretamente umas contra as outras. Isto cria uma enorme fricção de deslizamento. A ação de deslizamento gera calor elevado a velocidades rápidas. Este calor extremo expande o metal. Isto arruína completamente a sua precisão posicional. Para evitar danos causados pelo calor, os carris rígidos têm de ser utilizados lentamente. Raramente ultrapassam os quinze metros por minuto. O tipo de carril deve ser adaptado às suas necessidades de velocidade. O trabalho por lotes a alta velocidade necessita de carris lineares. O corte em bruto lento necessita de carris rígidos.
Tipos de atrito e limites de velocidade
| Tipo de carril | Tipo de fricção | Velocidade máxima | Melhor aplicação |
|---|---|---|---|
| Calha Linear | Atrito de rolamento | Mais de 30 metros por minuto | Corte rápido de luz |
| Carril rígido | Fricção de deslizamento | Menos de 15 metros por minuto | Corte lento e pesado |
Que tipo de carril oferece um amortecimento de vibrações superior para operações de fresagem pesadas?
Começa um corte de fresagem pesado. A máquina inteira vibra ruidosamente. A vibração destrói a sua dispendiosa ferramenta de metal duro e deixa marcas feias no metal.
As calhas rígidas Box-way proporcionam um amortecimento superior das vibrações. Utilizam uma área de contacto de superfície maciça. Esta grande área de contacto absorve facilmente choques de corte pesados. As calhas lineares utilizam pontos de contacto minúsculos. Não conseguem absorver bem as vibrações pesadas.
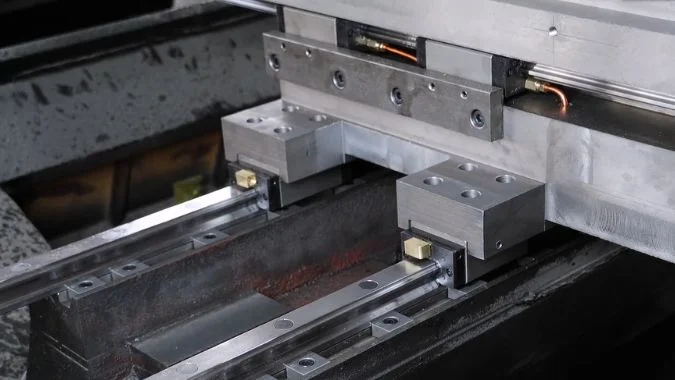
O corte pesado cria forças mecânicas violentas. A ferramenta de corte atinge o metal bruto com força. Este golpe forte cria fortes ondas de choque. A estrutura da máquina tem de absorver estas ondas de choque. Eu recomendo sempre carris rígidos box-way3 para este trabalho exato. Os trabalhadores da fábrica fundem estes carris duros diretamente na base da máquina principal. Formam uma peça sólida de ferro espesso. As superfícies de deslizamento tocam-se completamente. Chamamos a isto contacto de superfície. Esta grande área plana de contacto espalha a força de choque por um espaço amplo. O ferro espesso absorve facilmente a energia. A máquina mantém-se perfeitamente silenciosa durante cortes pesados. Os carris lineares têm dificuldade em suportar forças de choque elevadas. Os carris lineares utilizam pequenas esferas de aço. Estas pequenas esferas apenas tocam o carril num ponto microscópico. Chamamos a isto contacto pontual. O contacto pontual não consegue absorver bem as vibrações pesadas. As violentas ondas de choque passam diretamente através das pequenas esferas. A máquina inteira abana ruidosamente. As esferas podem mesmo partir-se sob cargas extremas. É necessário utilizar carris rígidos para operações de fresagem pesadas.
Área de contacto e absorção de choques
| Caraterística dos carris | Conceção de carris rígidos | Conceção de carris lineares |
|---|---|---|
| Método de contacto | Contacto total com a superfície | Ponto de contacto minúsculo |
| Amortecimento de vibrações | Excelente absorção de choques | Fraca absorção de choques |
| Resultado da vida útil da ferramenta | Protege as ferramentas durante cortes pesados | Risco de quebra rápida de ferramentas |
Porque é que um VMC de carril rígido é frequentemente preferido para o fabrico de moldes e matrizes de grandes dimensões?
Está a tentar maquinar um molde de aço maciço. A sua máquina dobra-se com o peso pesado. As dimensões finais do molde estão completamente erradas. Desperdiça aço caro.
Os moldes de grandes dimensões requerem uma enorme capacidade de carga e uma rigidez extrema. Os VMCs de carris rígidos utilizam peças fundidas espessas integradas para suportar pesos pesados sem dobrar. Suportam aços de molde resistentes e passagens de corte profundas com uma estabilidade perfeita.

O fabrico de moldes é um trabalho muito duro. Os moldes de carroçaria e os moldes de injeção de plástico pesam milhares de quilos. É preciso cortar blocos de aço maciço muito duros. Visitei muitas fábricas de moldes. As melhores fábricas utilizam sempre centros de maquinagem vertical de carris duros4. O calhas rectangulares grossas em ferro fundido5 suportam facilmente pesos pesados. O bloco de aço pesado não esmaga os carris. O operador pode utilizar um fuso grande em segurança. O fuso empurra a grande ferramenta de corte profundamente no aço duro. Os carris duros não se dobram sob a pressão. Mantêm uma trajetória de corte muito reta. Esta trajetória reta evita a ondulação da superfície no molde final. Os carris duros também mantêm a sua precisão durante muitos anos. Durante o fabrico, os trabalhadores da fábrica temperam e rectificam as calhas de ferro. Este processo torna o ferro extremamente duro e resistente ao desgaste. As calhas lineares desgastam-se rapidamente sob estes pesos extremos do molde. Os blocos modulares deformam-se facilmente com o tempo. As calhas rígidas dão-lhe a força necessária para terminar grandes trabalhos de moldes na perfeição.
Necessidades estruturais para o fabrico de moldes
| Requisitos do molde | Benefício do carril rígido | Deficiência do carril linear |
|---|---|---|
| Suportar peso pesado | O ferro fundido resiste à flexão | Os blocos modulares deformam-se |
| Cortar aço profundo | Suporta uma enorme força de empurrão | Não é possível efetuar cortes profundos com segurança |
| Precisão a longo prazo | O ferro resistente ao desgaste dura anos | As peças rolantes partem-se sob carga |
Que configuração de carril proporciona um melhor acabamento de superfície na maquinagem de materiais de elevada dureza?
Acaba de cortar uma peça de aço duro. Inspecciona a superfície. A superfície tem um aspeto áspero e parece esburacada. O seu cliente rejeita o produto final.
Os carris duros Box-way criam um acabamento superficial muito melhor em materiais de elevada dureza. Suprimem completamente as vibrações de corte. Os carris lineares sofrem micro-deformações sob forças de corte pesadas. Estas deformações minúsculas deixam marcas onduladas desagradáveis.

Os materiais de elevada dureza empurram para trás a ferramenta de corte. Esta força de empurrão é muito forte. O aço duro tenta fazer ricochetear a ferramenta. Este ressalto cria pequenas vibrações. Estas vibrações estragam o acabamento da superfície lisa. Eu digo aos meus clientes para utilizarem carris duros box-way para materiais duros. A grande área de contacto deslizante actua como um amortecedor gigante. Elimina instantaneamente as pequenas vibrações. A ferramenta permanece bloqueada numa trajetória perfeita. Obtém-se um belo acabamento de superfície. A sua média de rugosidade mantém-se muito baixa. Os carris lineares não conseguem fazer isto bem. As minúsculas esferas rolantes no interior do bloco linear comprimem-se ligeiramente sob fortes forças de empurrão. Chamamos a isto micro-deformação6. O bloco linear desloca-se microscopicamente para cima e para baixo. A ferramenta bate contra a peça de aço duro. Este ressalto cria marcas de vibração visíveis no metal. Algumas fábricas tentam utilizar carris lineares do tipo rolo. Estes rolos grossos são melhores do que as esferas redondas. Mas os carris duros de ferro fundido espesso continuam a ganhar sempre o teste de acabamento da superfície.
Métodos de controlo da qualidade da superfície
| Estado da máquina | Desempenho do carril rígido | Desempenho da calha linear |
|---|---|---|
| Força de tração | Elimina instantaneamente as vibrações | Comprime as peças internas |
| Movimento da ferramenta | Mantém-se bloqueado perfeitamente direito | Salta ligeiramente para cima e para baixo |
| Superfície final | Acabamento liso e espelhado | Marcas de ondas de conversa feias |
Conclusão
Deve fazer corresponder o tipo de carril VMC ao seu trabalho específico. Escolha carris lineares para cortes rápidos e ligeiros. Escolha carris duros para moldes pesados e metais duros.
-
Saiba como as calhas lineares utilizam elementos rolantes para minimizar o atrito, permitindo velocidades muito elevadas e uma precisão posicional consistente para uma maquinagem rápida e precisa. ↩
-
Compreender o contacto de deslizamento dos carris duros, a forma como o calor gerado e a expansão do metal limitam a velocidade e porque é que são melhores para aplicações de corte lento e grosseiro. ↩
-
Explore para saber como as calhas box-way em ferro grosso fundido proporcionam um contacto total com a superfície e um amortecimento superior das vibrações para operações de corte pesado. ↩
-
Encontre comparações aprofundadas, dados de desempenho e estudos de caso que mostram por que razão proporcionam durabilidade e precisão consistente para trabalhos de moldagem pesados. ↩
-
Saiba mais sobre a têmpera, a retificação e as propriedades dos materiais que proporcionam uma força superior, resistência ao desgaste e precisão a longo prazo sob cargas pesadas. ↩
-
Saiba como as pequenas compressões dos elementos rolantes provocam o ressalto da ferramenta e as marcas de vibração, e quais as opções de conceção que atenuam este problema. ↩

Chris Lu
Aproveitando mais de uma década de experiência prática na indústria de máquinas-ferramenta, particularmente com máquinas CNC, estou aqui para ajudar. Se tiver dúvidas suscitadas por este post, se precisar de orientação para selecionar o equipamento certo (CNC ou convencional), se estiver a explorar soluções de máquinas personalizadas ou se estiver pronto para discutir uma compra, não hesite em CONTACTAR-ME. Vamos encontrar a máquina-ferramenta perfeita para as suas necessidades.