

O que é uma máquina de retificação sem centros?
Está a ter dificuldades com a precisão em peças sem pontos de centragem? A retificação padrão necessita frequentemente de centros, mas e se as suas peças simplesmente não os tiverem, ou se o elevado volume tornar a centragem impraticável?
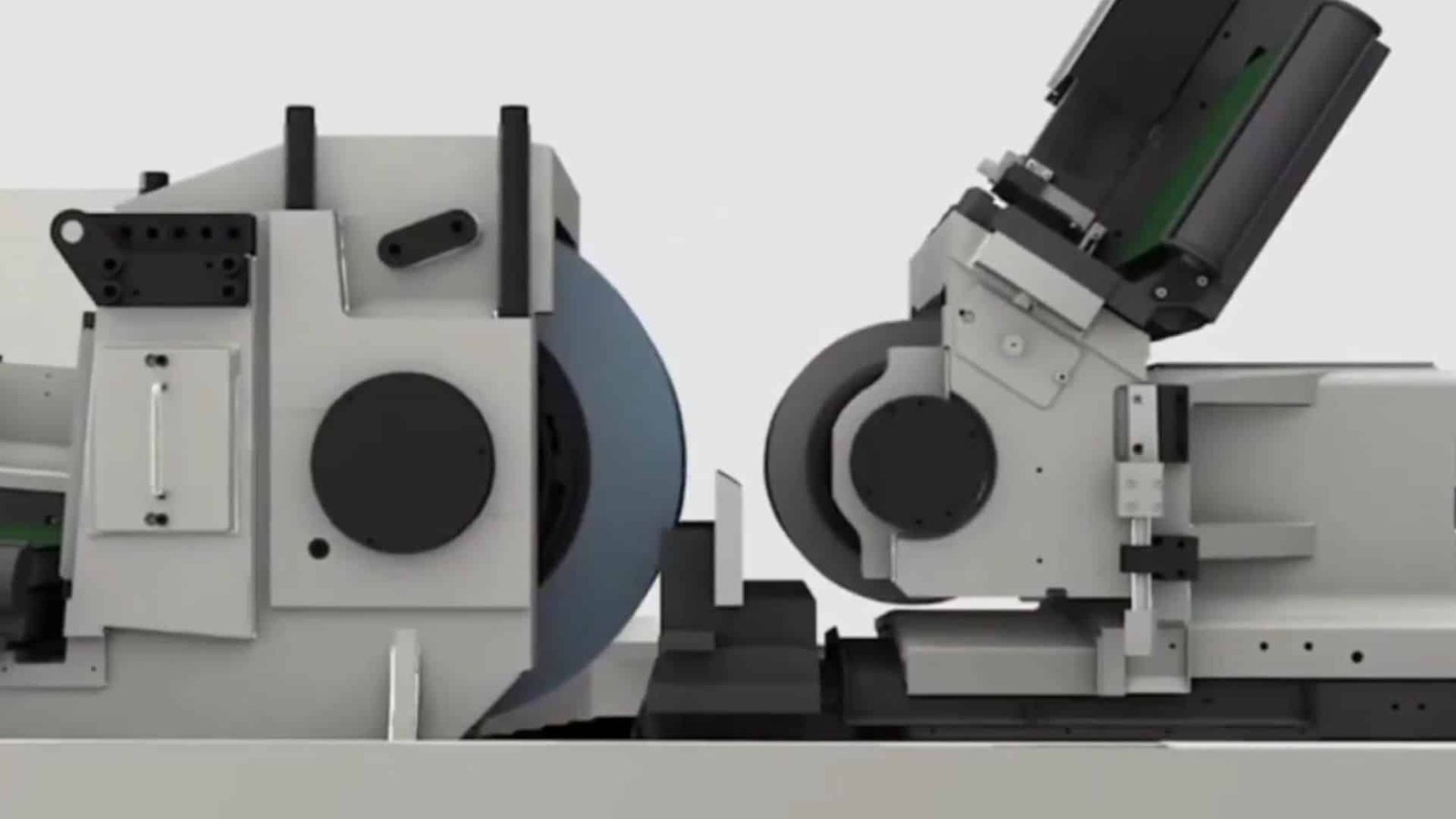
Uma máquina de retificação sem centros faz o acabamento do exterior de peças cilíndricas utilizando duas mós - uma mó de retificação e uma mó de regulação - e uma lâmina de suporte. Não necessita de furos centrais, permitindo uma elevada precisão e uma produção em massa eficiente de componentes.
Compreender como é que estas máquinas conseguem este feito é o primeiro passo para ver o seu valor. Já trabalhámos com muitos clientes que descobriram que a retificação sem centros resolveu estrangulamentos na produção que os métodos convencionais não conseguiam resolver. Vejamos em pormenor como funcionam e porque são tão eficazes para determinados trabalhos.
Como funciona uma máquina de retificação sem centros?
Como é que se pode retificar com precisão sem segurar o centro da peça? Parece complicado, mas a interação inteligente de componentes-chave torna-o um processo muito controlado e eficiente.
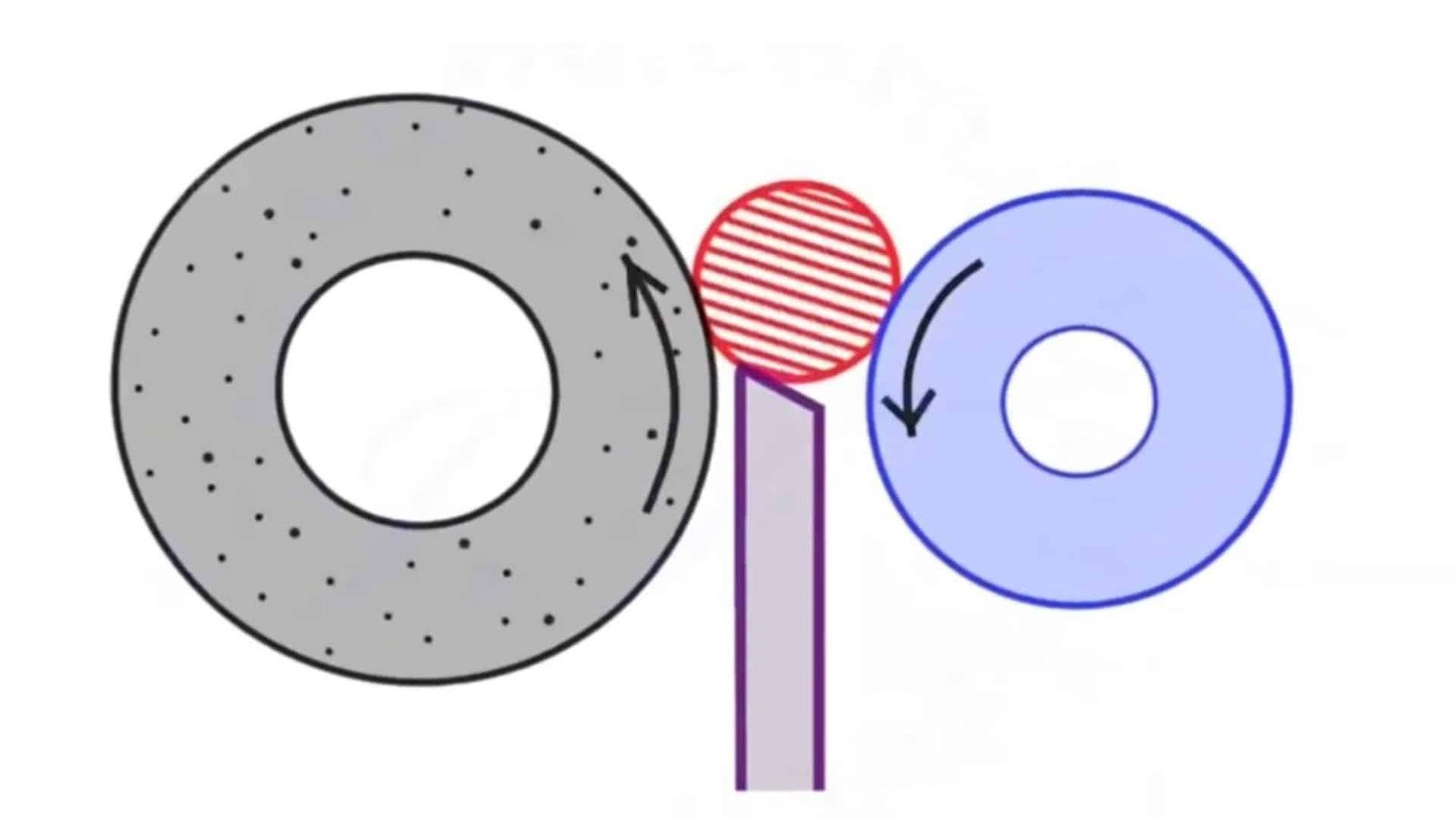
Utiliza uma mó rápida para o corte, uma mó de regulação mais lenta para o controlo e uma lâmina de apoio para o trabalho. A peça de trabalho fica entre eles, rodando e sendo alimentada com precisão pela ação da roda de regulação.

Vamos aprofundar a mecânica. É fundamental fazer a configuração correta e já passei inúmeras horas a ajudar as equipas a afinar estas interações para obterem os melhores resultados.
Explicação dos componentes principais
A magia acontece através da coordenação de quatro partes principais:
- Roda de moagem: Esta é a potência. Feita de abrasivos duros como óxido de alumínio ou carboneto de silício, gira a alta velocidade (milhares de pés de superfície por minuto) para remover material com precisão. A sua especificação depende inteiramente do trabalho - o material a ser lixado, a remoção de material necessária e o acabamento pretendido.
- Roda de regulação: Esta roda é fundamental para o controlo. Muitas vezes feito de um abrasivo ligado a borracha para uma boa fricção, roda muito mais devagar. As suas principais funções são fazer girar a peça de trabalho (através de fricção) a uma velocidade consistente e, crucialmente, controlar a taxa de avanço. Em alimentação direta moagem, este rebolo está ligeiramente inclinado ou inclinadoque cria uma força axial que empurra a peça de trabalho de forma constante através da zona de retificação.
- Lâmina de descanso de trabalho1: Esta lâmina estacionária fica por baixo da peça de trabalho, apoiando-a entre as duas rodas. A sua altura relativamente aos centros das rodas e o seu ângulo superior são ajustes críticos. O posicionamento correto assegura a estabilidade e ajuda a obter o arredondamento e o tamanho desejados. Digo sempre que, se tiver problemas de arredondamento, verifique primeiro a altura da lâmina!
- Base da máquina: Fornece a base rígida para todos os componentes, assegurando a estabilidade e o alinhamento que são críticos para a retificação de precisão.
Três tipos principais de retificação sem centros
Dependendo da forma da peça, utilizamos diferentes modos:
- Alimentação direta: É o mais comum para cilindros simples e rectos, como pinos ou varetas. As peças são alimentadas continuamente, uma após a outra, através do espaço entre as rodas. A roda de regulação inclinada fornece o impulso axial. Configuramos isto frequentemente para trabalhos de grande volume em que a velocidade é fundamental.
- Alimentação (ou mergulho)2: Utilizada para peças com cabeças, ombros, cones ou diâmetros múltiplos, como parafusos ou hastes de válvulas. A peça de trabalho assenta na lâmina e a lâmina/peça de trabalho ou as mós movem-se radialmente (mergulho) para retificar o perfil. A roda de retificação é muitas vezes preparada para a forma negativa da caraterística da peça. Isto requer uma preparação cuidadosa do rebolo e da configuração.
- Alimentação final: Melhor para peças cónicas em que a peça de trabalho é alimentada axialmente contra um batente, retificada e depois retraída. Pense em retificar o cone em agulhas ou êmbolos. É menos comum na nossa oficina, mas é essencial para requisitos específicos de peças cónicas.
Quais são as vantagens das rectificadoras sem centro em relação às rectificadoras circulares externas?
A retificação centerless é sempre melhor do que a retificação standard? Nem sempre, mas o conhecimento das vantagens específicas ajuda-o a escolher o processo certo para as suas necessidades de produção e a evitar incompatibilidades dispendiosas.
As principais vantagens incluem a não necessidade de furos centrais (melhorando o potencial de precisão), elevado rendimento através de alimentação contínua, possibilidades superiores de arredondamento/acabamento e melhor suporte que minimiza a deflexão em peças longas e finas.
Vamos analisar estes benefícios. Observámos ganhos dramáticos de produtividade quando os clientes mudam peças adequadas para a retificação sem centros.
Principais benefícios explorados
- Elimina os problemas de furo central: Isto é fundamental. A preparação dos furos centrais demora tempo e introduz potenciais erros. Se os centros forem imprecisos ou estiverem danificados, a retificação convencional é prejudicada. A retificação sem centros ultrapassa completamente este problema. Lembro-me de um cliente que produzia pequenos pinos em que a eliminação da centragem reduziu drasticamente a sua taxa de rejeição.
- Elevadas taxas de produção: Especialmente com a retificação por alimentação, as peças podem ser processadas continuamente, de ponta a ponta. A carga e a descarga são minimizadas ou automatizadas facilmente. Isto torna-a incrivelmente rápida para a produção em massa. Pense em milhares de peças por hora.
- Melhoria da precisão e da redondeza3: A peça de trabalho gera essencialmente o seu próprio eixo central entre os três pontos de contacto (duas rodas, uma lâmina). Esta ação de auto-correção pode produzir um arredondamento excecional, muitas vezes melhor do que o conseguido com centros, especialmente se a peça inicial não for perfeitamente redonda.
- Excelente suporte reduz a deflexão: As peças longas e finas são suportadas diretamente sob o ponto de retificação pela lâmina e lateralmente pela roda de regulação. Isto minimiza a flexão ou deflexão que pode acontecer quando se segura essas peças entre centros, levando a uma melhor retidão e a um diâmetro consistente. Confiamos nisto para produzir veios longos e finos.
- Bom acabamento de superfície4: A configuração estável e a ação de retificação contínua resultam normalmente em acabamentos de superfície muito suaves.
Eis uma comparação rápida:
| Caraterística | Retificação sem centros | Retificação Cilíndrica Externa |
|---|---|---|
| Trabalho em espera | Roda e lâmina de regulação | Centros / Mandris |
| Furos centrais | Não é necessário | Necessário (normalmente) |
| Utilização típica | Cilindros simples e de grande volume | Menor volume, formas complexas |
| Tempo de carregamento | Muito baixo (alimentação direta) | Mais alto (montagem/centragem de peças) |
| Arredondamento | Potencialmente muito elevado | Depende da precisão do furo central |
| Peças finas | Excelente suporte, baixa deflexão | Propenso a desvios |
As rectificadoras externas continuam a ganhar para perfis complexos que necessitam de uma indexação precisa ou para peças em que os centros são inevitáveis. Trata-se de utilizar a ferramenta correta para o trabalho.
Qual é o papel da roda de borracha na rebarbadora sem centro?
Esse rebolo, muitas vezes com aspeto de borracha, parece menos agressivo do que o rebolo principal. Serve apenas para rodar a peça? Na verdade, o seu papel é complexo e absolutamente vital para que todo o processo funcione corretamente.
A roda de borracha (reguladora) controla a velocidade de rotação da peça e o avanço axial (no avanço transversal). A sua aderência essencial guia a peça, assegura um contacto estável e amortece as vibrações para uma melhor precisão.

Compreender tudo o que esta roda faz é crucial para a resolução de problemas e configuração. Muitas vezes descubro que os problemas da roda de regulação estão por detrás de muitos problemas comuns de retificação.
Funções da roda de regulação
Vamos analisar as suas funções críticas:
- Controlo da rotação: Fabricado com materiais como abrasivo ligado à borracha5 para proporcionar um elevado atrito, agarra a peça de trabalho. Ao rodar muito mais lentamente do que a mó, obriga a peça a rodar à velocidade da sua própria superfície. Esta diferença de velocidade é fundamental para a ação de retificação. O ajuste desta velocidade afecta diretamente a remoção de material e o acabamento. Demasiado deslizamento aqui, e perde-se o controlo.
- Controlo da alimentação (alimentação direta): Como já foi referido, a inclinação do eixo da roda de regulação fornece a força motriz para empurrar a peça de trabalho axialmente através da máquina no modo de alimentação direta. O ângulo controla a velocidade deste avanço.
- Posicionamento e estabilidade: Trabalhando com a lâmina de descanso de trabalho, fornece a força lateral que mantém a peça de trabalho firmemente contra a lâmina e assegura um contacto consistente com a mó. Este contacto estável de três pontos é fundamental para a precisão.
- Amortecimento de vibrações: A natureza relativamente mais macia da mó ligada à borracha ajuda a absorver as vibrações geradas durante a retificação. Este efeito de amortecimento contribui significativamente para a obtenção de acabamentos de superfície finos e arredondados. Uma mó de regulação dura transferiria muito mais vibrações.
- Manter a aderência: O atrito é essencial. Se a superfície do rebolo ficar vidrada ou carregada de limalha, pode escorregar contra a peça de trabalho, levando a uma rotação inconsistente, mau acabamento e potenciais imprecisões. A afinação regular (limpeza e restauro da superfície) é vital. Na nossa oficina, programamos isto religiosamente.
É a roda de regulação que dita o ritmo e a precisão do percurso da peça de trabalho no processo de retificação.
Que tipo de peças são adequadas para a retificação sem centros?
Gostaria de saber se este método é adequado para seu peças específicas? Embora extremamente capaz, a retificação sem centros não é uma solução universal. Conhecer o seu ponto ideal ajuda-o a tirar partido dos seus pontos fortes de forma eficaz.
É ideal para a produção de grandes volumes de peças cilíndricas, como pinos, hastes, tubos, eixos, anéis/raios de rolamentos, rolos, hastes de válvulas, agulhas de injectores e fixadores. As peças cónicas ou de perfil simples (utilizando a alimentação interna) também são muito adequadas.

Vamos explorar as caraterísticas que fazem de uma peça uma excelente candidata. Para orientar os clientes nesta matéria, é necessário analisar a geometria, o volume, o material e as necessidades de precisão.
Caraterísticas ideais da peça de trabalho
- Geometria:
- Cilindros simples: A alimentação direta brilha aqui. Perfeito para peças que necessitam de ser rectificadas em todo o seu diâmetro exterior, como veios de motores, pinos de pistão, peças em bruto de brocas e hastes de precisão.
- Perfis complexos (em alimentação/em fim de alimentação): As peças com cabeças (parafusos), ranhuras, diâmetros múltiplos (carretéis hidráulicos) ou cónicas (hastes de válvulas, agulhas) são manuseadas utilizando técnicas de alimentação interna ou final.
- Volume de produção: A retificação sem centros oferece as maiores vantagens de custo em tiragens médias a elevadas6 devido à sua velocidade e potencial de automatização. A configuração leva tempo, pelo que é menos ideal para peças únicas, a menos que as vantagens específicas (como a extrema circularidade) sejam críticas. É frequentemente utilizado para componentes automóveis como eixos, casquilhos e árvores de cames produzidos aos milhões.
- Requisitos de precisão: Destaca-se onde tolerâncias apertadas7 O diâmetro, a circularidade, a retidão e o acabamento da superfície são fundamentais. É possível obter tolerâncias inferiores a 1 micrómetro (< 0,00004 polegadas) com máquinas bem conservadas e uma configuração competente, crucial para aplicações como componentes de rolamentos ou peças de injectores de combustível.
- Material: A maioria dos materiais retificáveis funciona - vários aços (endurecidos, inoxidáveis), alumínio, latão, titânio, até mesmo cerâmica e alguns plásticos podem ser retificados sem centro. A chave é fazer corresponder a mó, a mó de regulação e o líquido de refrigeração ao material.
- Peças difíceis de segurar: Peças longas e finas que se desviariam facilmente num mandril ou entre centros são frequentemente candidatas perfeitas.
Se as suas peças se enquadram nestas categorias, a retificação sem centros pode melhorar significativamente a sua qualidade e eficiência.
A retificação sem centros necessita de líquido de refrigeração?
Está a pensar na configuração prática? Surge uma questão comum: o líquido de refrigeração, ou fluido de corte, é absolutamente necessário? É possível passar sem ele para simplificar as coisas?
Sim, o líquido de refrigeração é quase sempre essencial na retificação sem centros. Gere o calor intenso gerado, lubrifica a zona de retificação, elimina os detritos prejudiciais (limalhas) e evita danos térmicos na peça de trabalho, como queimaduras ou distorções.

Vejamos de perto porque é que o líquido de refrigeração não é negociável para obter resultados de qualidade. Na minha experiência de resolução de problemas em pisos de retificação, nove em cada dez vezes, se houver uma queda súbita de qualidade, o primeiro passo é verificar o fornecimento e o estado do líquido de refrigeração.
Porque é que o líquido de refrigeração é necessário
A fricção a alta velocidade envolvida na retificação cria muito calor diretamente na zona de retificação. O líquido de refrigeração desempenha várias funções vitais:
- Controlo do calor (arrefecimento)8: Isto é fundamental. O líquido de refrigeração afasta o calor, impedindo-o:
- Danos térmicos: Queimaduras, descoloração ou alterações metalúrgicas indesejadas na superfície da peça de trabalho.
- Instabilidade dimensional: O calor provoca a expansão das peças. A retificação de uma peça quente à medida significa que esta ficará subdimensionada quando arrefecer. Uma temperatura consistente é fundamental para o controlo de tolerâncias.
- Danos nas rodas: O sobreaquecimento pode quebrar a ligação na mó ou causar vidros.
- Lubrificação9: O líquido de refrigeração reduz o atrito entre a mó/peça, a peça/roda de regulação e a peça/lâmina. As vantagens incluem:
- Melhor acabamento da superfície: Menos fricção significa uma ação de corte mais suave.
- Vida útil mais longa da roda: Reduz o desgaste das mós e das rodas de regulação.
- Consumo de energia reduzido: Menos fricção significa menos energia necessária.
- Descarga: O fluxo lava as aparas de metal (limalha) e as partículas abrasivas. Isto evita:
- Carga das rodas: As limalhas ficam obstruídas nos poros da roda, reduzindo a eficiência do corte.
- Arranhões na superfície: Detritos soltos a serem arrastados pela superfície acabada.
- Estabilidade do processo: Um arrefecimento adequado evita o sobreaquecimento que pode fazer com que a roda de regulação perca a sua aderência (deslize) na peça de trabalho, levando à perda de controlo e precisão.
- Prevenção da corrosão: A maioria dos líquidos de refrigeração inclui inibidores de ferrugem para proteger a máquina e as peças.
O fornecimento eficaz também é fundamental - muitas vezes é necessário um elevado volume ou mesmo uma elevada pressão para penetrar na barreira de ar criada pela roda de retificação de rotação rápida e chegar à zona de corte. Saltar ou poupar no líquido de refrigeração é pedir para ter problemas em qualquer operação de retificação de precisão.
Conclusão
A retificação sem centros oferece uma elevada precisão para peças cilíndricas sem necessidade de centros, tornando-a ideal para a produção em volume. O seu sistema único de rebolo e lâmina, combinado com a utilização essencial de líquido de refrigeração, proporciona eficiência, precisão e excelentes acabamentos de superfície.
-
Descubra a importância da lâmina de descanso de trabalho na obtenção de estabilidade e precisão na retificação, um fator chave para resultados de qualidade. ↩
-
Descubra os meandros da retificação com alimentação interna, especialmente para peças complexas, e a sua importância na maquinagem de precisão. ↩
-
Descubra os mecanismos subjacentes à melhoria da precisão e da circularidade na retificação sem centros, crucial para a engenharia de precisão. ↩
-
Saiba mais sobre os factores que conduzem a acabamentos de superfície superiores na retificação sem centros, essenciais para a garantia de qualidade na produção. ↩
-
Explore esta ligação para compreender como os abrasivos com ligação de borracha melhoram a eficiência e a precisão da retificação, cruciais para acabamentos de qualidade. ↩
-
Descubra os processos de fabrico mais eficientes para a produção de volumes médios a elevados, optimizando os custos e a rapidez dos seus projectos. ↩
-
Conheça as técnicas para obter tolerâncias apertadas, cruciais para peças de precisão como rolamentos e injectores de combustível, assegurando uma produção de alta qualidade. ↩
-
Compreender o controlo do calor é crucial para manter a precisão e evitar danos durante as operações de retificação. Explore esta ligação para obter informações mais aprofundadas. ↩
-
A lubrificação desempenha um papel vital no aumento da eficiência da retificação e no prolongamento da vida útil da ferramenta. Saiba mais sobre o seu impacto no desempenho. ↩

Chris Lu
Aproveitando mais de uma década de experiência prática na indústria de máquinas-ferramenta, particularmente com máquinas CNC, estou aqui para ajudar. Se tiver dúvidas suscitadas por este post, se precisar de orientação para selecionar o equipamento certo (CNC ou convencional), se estiver a explorar soluções de máquinas personalizadas ou se estiver pronto para discutir uma compra, não hesite em CONTACTAR-ME. Vamos encontrar a máquina-ferramenta perfeita para as suas necessidades.