

O que é que um cabeçote móvel num torno CNC faz na maquinagem?
Está a tentar rodar eixos longos e finos, como eixos ou mesmo canos de espingarda, com precisão no seu torno CNC? Sem um suporte adequado, estas peças podem facilmente oscilar, dobrar-se sob as forças de corte ou vibrar, conduzindo a um acabamento superficial deficiente e a dimensões incorrectas.
O cabeçote móvel suporta principalmente a extremidade livre de peças de trabalho mais longas mantidas na bucha do fuso principal, evitando a deflexão e a vibração. Assegura a estabilidade, permite uma maquinação precisa ao longo do comprimento da peça e, por vezes, pode conter ferramentas para operações de centragem.

Este suporte é fundamental para muitas operações de torneamento, especialmente quando o comprimento da peça de trabalho é significativamente maior do que o seu diâmetro. Mas conhecer apenas a sua função básica não é suficiente. Como é que a sua utilização tem impacto na qualidade das peças que fabricamos e quais são os factores críticos, como o tipo de centro, o alinhamento e a pressão?
A utilização do contra-ponto pode melhorar a precisão e o acabamento superficial das peças maquinadas?
Está a debater-se com afunilamentos, marcas de vibração ou arredondamento deficiente em peças torneadas mais compridas, especialmente aquelas com rácios elevados de comprimento/diâmetro? Estes problemas resultam frequentemente da flexão ou vibração da peça de trabalho durante o corte, arruinando as tolerâncias e o aspeto final.
Sim, a utilização do contra-ponto melhora significativamente a precisão e o acabamento da superfície, fornecendo um suporte rígido que minimiza a deflexão e a vibração da peça de trabalho. Isto leva diretamente a uma melhor precisão dimensional (menos conicidade, melhor arredondamento) e a um acabamento mais suave.
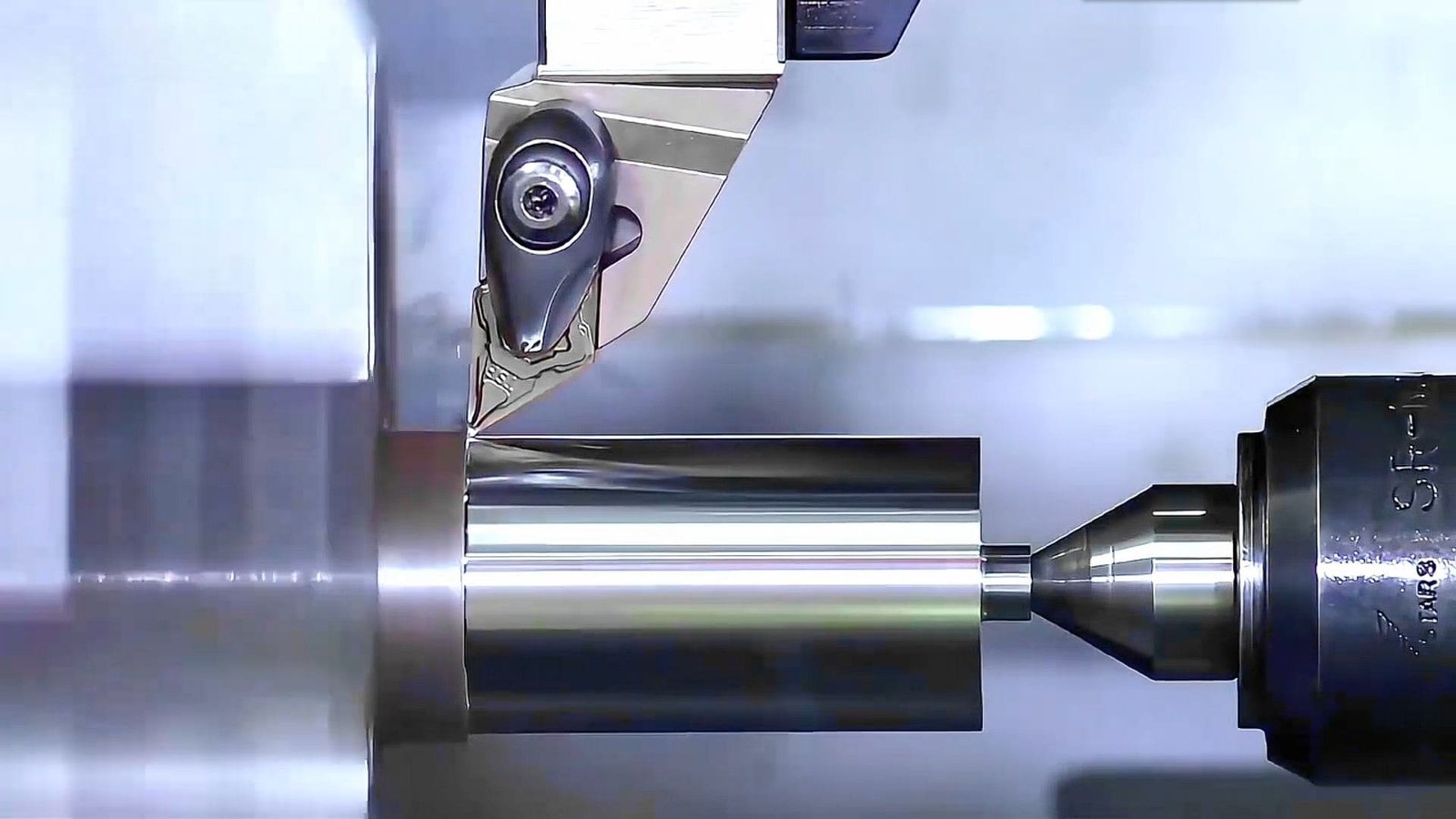
Na J&M Machine Tools, sabemos que quando uma ferramenta de corte é pressionada contra uma peça de trabalho longa, ela quer dobrar. Sem esse apoio crucial na extremidade, obtém-se inconsistências. A sua investigação confirma os benefícios:
- Estabilidade e redução da deflexão1: O cabeçote móvel actua como uma âncora sólida, mantendo a peça de trabalho estável entre o fuso e o centro do cabeçote móvel. Isto neutraliza as forças de corte, impedindo que a peça se dobre para longe da ferramenta, o que é essencial para evitar a conicidade, especialmente em peças com relações comprimento/diâmetro superiores a 2:1 ou 3:1.
- Vibração minimizada (Chatter): Uma peça de trabalho bem apoiada é muito menos suscetível de vibrar durante o corte. Menos vibração significa um acabamento de superfície significativamente mais suave (menor valor de rugosidade) e melhor arredondamento, crítico para componentes de alta precisão como os da indústria aeroespacial.
- Melhoria do alinhamento e da concentração2: Ajuda a garantir que a peça de trabalho roda de forma fiel ao eixo central do torno, mantendo a concentricidade ao longo do seu comprimento. Isto é vital para obter diâmetros e formas exactos de forma consistente. O cabeçote móvel combate eficazmente os erros axiais e os problemas de arredondamento resultantes de um apoio deficiente.
Qual é a diferença entre utilizar um centro vivo e um centro morto no cabeçote móvel?
Está confuso quanto à utilização de um centro "vivo" ou "morto" no seu contra-ponto e quanto ao impacto dessa escolha na sua maquinagem CNC? Uma escolha incorrecta pode levar a um calor excessivo, desgaste prematuro ou suporte inferior, afectando a qualidade e a eficiência do trabalho.
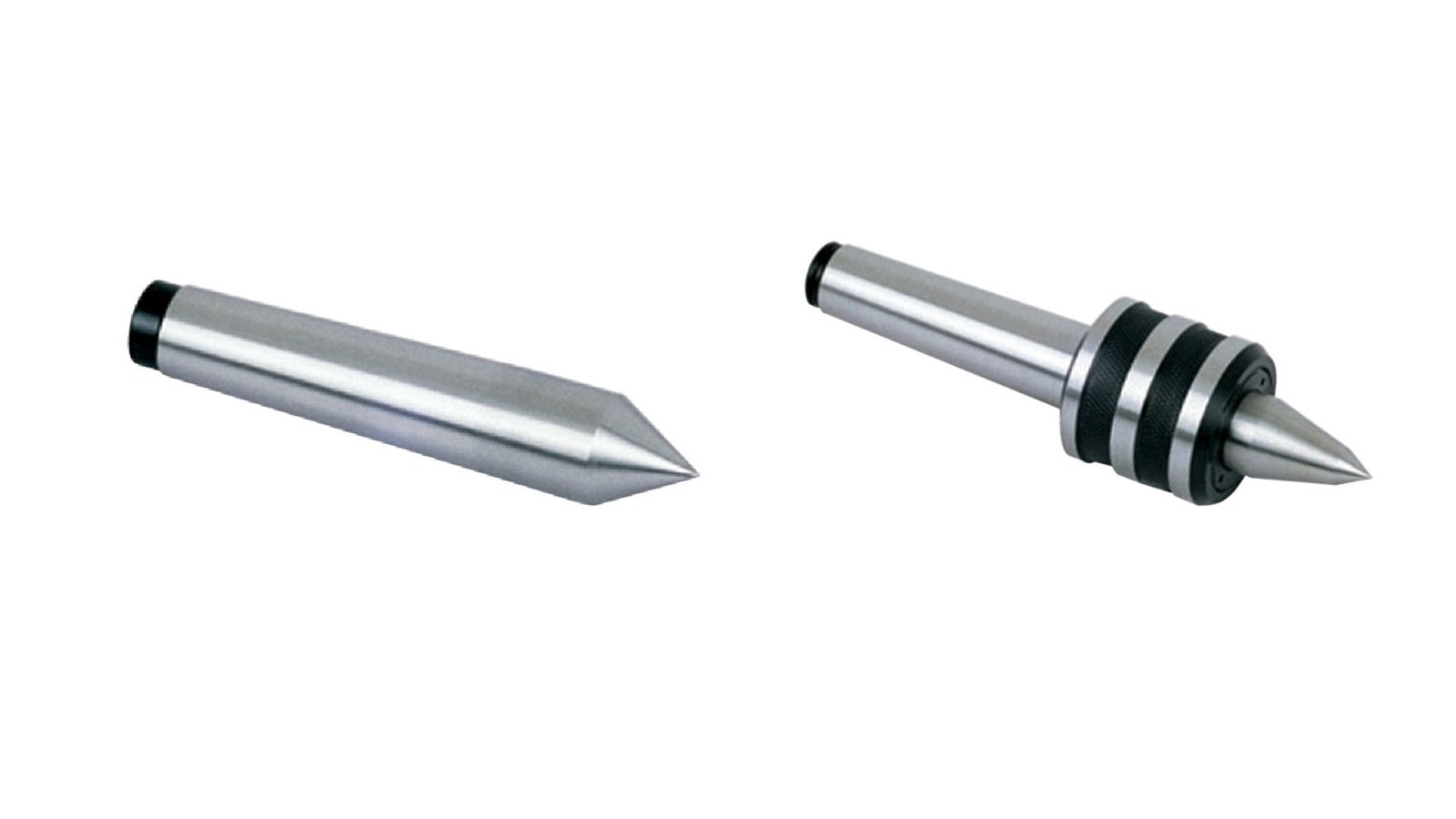
Um centro de vida tem rolamentos internos que permitem a rotação da sua ponta com a peça de trabalho, minimizando o atrito e o calor. Um ponto morto é sólido; a peça de trabalho gira contra a sua ponta estacionária, gerando mais fricção e calor.
Compreender a distinção é fundamental para otimizar a sua configuração, especialmente num ambiente CNC exigente. A sua pesquisa fornece uma comparação clara:
| Caraterística | Centro em direto | Centro morto (Centro fixo) |
|---|---|---|
| Rotação | A ponta roda com a peça de trabalho através de rolamentos internos | A ponta é fixa; a peça de trabalho roda contra ela |
| Atrito/Calor | Baixa fricção, menor produção de calor | Atrito elevado, possibilidade de produção de calor significativo |
| Limite de velocidade | Adequado para RPMs mais elevadas, comuns na maquinagem CNC | Limites de RPM mais baixos devido a fricção/acumulação de calor |
| Exatidão | Muito boa precisão de posicionamento, mantém a concentricidade | Simples, rigidez inicial potencialmente elevada |
| Vestir | Desgaste dos rolamentos ao longo do tempo (requer manutenção) | A ponta desgasta-se devido à fricção (necessita de lubrificação) |
| Adequação | Preferencialmente para CNC (velocidade, grandes tiragens, materiais sensíveis ao calor) | Configurações mais simples, tornos manuais, velocidades mais baixas |
Para a maioria dos Aplicações de tornos CNC3 centrado na velocidade, precisão e eficiência, o centro vivo é a escolha padrão. A sua capacidade de rotação reduz drasticamente o atrito, evitando que o orifício central da peça de trabalho se queime ou distorça e permitindo uma maior velocidades de corte4 sem problemas. Os centros mortos, embora mais simples, requerem uma lubrificação cuidadosa e uma gestão da velocidade para evitar o desgaste e os danos causados pelo calor, o que os torna menos práticos para trabalhos CNC automatizados ou de longa duração.
Como é que o alinhamento e a pressão corretos do cabeçote móvel afectam os resultados da maquinagem?
Já configurou meticulosamente a sua peça de trabalho com o contra-ponto, mas continua a deparar-se com cones frustrantes, diâmetros inconsistentes ou acabamentos pobres? Muitas vezes, o culpado não é a peça de trabalho ou a ferramenta, mas sim o alinhamento ou a pressão incorrecta do contra-ponto.
O alinhamento correto do contra-ponto é crucial; o desalinhamento causa diretamente erros de conicidade e de arredondamento. Uma pressão incorrecta (demasiado pequena ou demasiado grande) conduz a vibrações, deflexões, mau acabamento, danos na peça ou mesmo riscos de segurança.

Pense nos centros do cabeçote móvel e do fuso que precisam de formar uma linha perfeitamente reta, paralela ao eixo Z da base do torno. A sua investigação realça a natureza crítica de acertar este ponto:
- Efeitos de alinhamento5: Se o centro do contra-ponto não estiver perfeitamente alinhado (horizontal ou verticalmente) com o eixo do fuso, força a peça de trabalho a rodar excentricamente. Este garantias um cone ao longo do comprimento da peça e pode também introduzir erros de arredondamento. A manutenção do alinhamento assegura que a peça roda concentricamente para cortes precisos.
- Efeitos da pressão: Aplicar a quantidade certa de pressão é um ato de equilíbrio.
- Demasiada pouca pressão: A peça de trabalho não é mantida em segurança. Pode vibrar excessivamente (vibração), deslocar-se ligeiramente durante o corte ou deformar-se sob a pressão da ferramenta, levando a um mau acabamento da superfície, imprecisões dimensionais6e potencial redução da vida útil da ferramenta.
- Demasiada pressão: Especialmente em peças finas ou materiais delicados, a força excessiva pode fazer com que a peça de trabalho se curve ou deforme. Pode também danificar o furo central na peça, sobreaquecer o centro (especialmente centros mortos) ou colocar uma tensão indevida nos rolamentos do centro vivo ou mesmo nos rolamentos do eixo da máquina.
A obtenção de resultados de alta qualidade exige consistentemente ambos alinhamento geométrico preciso e pressão de aperto adequada e cuidadosamente controlada, adaptada à peça a trabalhar e às forças envolvidas na operação de maquinagem.
Como ajustar corretamente a posição do contra-ponto?
Precisa de alinhar o seu contra-ponto com precisão mas não tem a certeza do melhor procedimento? Confiar em adivinhações ou em simples verificações visuais não é suficiente para a precisão do CNC e resultará provavelmente em peças sucateadas devido ao cone ou a outros erros geométricos.
Ajuste o contra-ponto deslizando-o primeiro para perto da peça de trabalho, bloqueando-o e, em seguida, afinando a extensão da bucha através do volante/parafuso de avanço. Crucialmente, verifique o alinhamento usando um relógio comparador contra uma barra de teste ou diâmetro de precisão antes de aplicar a pressão apropriada.

Obter o contra-ponto perfeitamente coaxial com a linha central do fuso não é negociável para trabalhos de precisão. Com base na prática padrão e na sua pesquisa detalhada, aqui está um método fiável:
- Desapertar o bloqueio: Solte o mecanismo de bloqueio principal que fixa o corpo do contra-ponto às guias da base do torno.
- Posição áspera: Deslize manualmente todo o conjunto do contra-ponto ao longo das vias até à posição aproximada necessária para o comprimento da peça de trabalho.
- Corpo da fechadura: Aperte firmemente o fecho principal para fixar a posição do corpo do contra-ponto na mesa.
- Ajustar a pena: Utilize o volante ou o parafuso de avanço para estender a bucha do contra-ponto (a parte que segura o centro) em direção à peça de trabalho. Instale o centro apropriado (vivo ou morto).
- Verificar o alinhamento (passo crítico):
- Montar uma barra de teste de precisão entre centros ou rodar um diâmetro preciso em material mantido no mandril.
- Utilizar um indicador de teste sensível montado no carro/correia transversal.
- Verificar se alinhamento vertical passando o indicador ao longo da superfície superior da barra de teste/diâmetro ou da própria haste do contra-ponto. Ajuste a altura (muitas vezes usando calços sob a base do contra-ponto, se necessário) até que a leitura seja consistente.
- Verificar se alinhamento horizontal passando o indicador ao longo do lado virado para o operador. Ajuste utilizando os parafusos de ajuste lateral do cabeçote móvel até que a leitura seja consistente ao longo do comprimento.
- Aplicar pressão: Avançar a fresa cuidadosamente para encaixar o centro no orifício central da peça de trabalho. Aplique pressão suficiente para segurar a peça de forma segura sem a deformar - isto requer frequentemente algum tato ou referência às especificações da máquina.
- Verificar a estabilidade: Tente mover suavemente a extremidade da peça de trabalho perto do contra-ponto para garantir que está firmemente presa sem folga antes de iniciar o corte. Para peças longas/críticas, considere um corte de teste e meça o cone, fazendo ajustes finos conforme necessário para compensar qualquer desgaste menor da forma.
Este processo metódico assegura que o contra-ponto fornece um suporte preciso e estável.
Conclusão
O cabeçote móvel é um componente vital do torno CNC para suportar peças de trabalho mais longas, melhorando drasticamente a precisão da maquinação e o acabamento da superfície. Compreender os centros vivos vs. mortos e assegurar meticulosamente o alinhamento e a pressão adequados são essenciais para obter resultados óptimos.
-
A compreensão deste conceito é crucial para melhorar a precisão da maquinagem e evitar defeitos nas peças. ↩
-
Este conhecimento é essencial para garantir a precisão nos processos de fabrico, especialmente para componentes de alta precisão. ↩
-
Mantenha-se atualizado sobre as últimas tendências em aplicações de torno CNC para melhorar os seus processos de maquinagem. Consulte este recurso para obter informações valiosas. ↩
-
Saiba como as velocidades de corte afectam o desempenho para otimizar as suas operações CNC. Esta ligação fornece conhecimentos essenciais para obter melhores resultados. ↩
-
Compreender os efeitos do alinhamento é crucial para obter precisão nas operações de torno, garantindo melhor qualidade e exatidão no seu trabalho. ↩
-
A identificação das causas das imprecisões dimensionais pode melhorar os seus processos de maquinagem, garantindo uma maior qualidade e precisão nos seus projectos. ↩

Chris Lu
Aproveitando mais de uma década de experiência prática na indústria de máquinas-ferramenta, particularmente com máquinas CNC, estou aqui para ajudar. Se tiver dúvidas suscitadas por este post, se precisar de orientação para selecionar o equipamento certo (CNC ou convencional), se estiver a explorar soluções de máquinas personalizadas ou se estiver pronto para discutir uma compra, não hesite em CONTACTAR-ME. Vamos encontrar a máquina-ferramenta perfeita para as suas necessidades.