
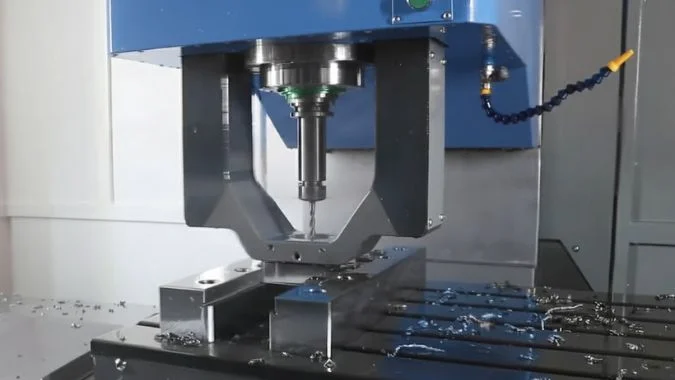
Porque é que a refrigeração através do fuso é crítica para a perfuração profunda CNC?
A perfuração de furos profundos destrói as ferramentas quando o calor se acumula e as aparas ficam presas. Se depender de bocais externos, arruinará as suas peças de trabalho dispendiosas e perderá tempo de produção.
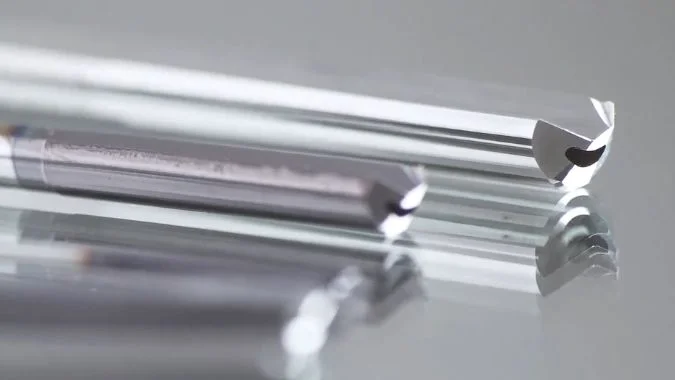
O líquido de refrigeração através do fuso fornece fluido de alta pressão diretamente através dos canais internos da ferramenta para a aresta de corte. Quebra a barreira de vapor para reduzir o calor, expulsa as limalhas dos furos profundos para evitar encravamentos e lubrifica a zona de contacto. Isto assegura uma vida útil prolongada da ferramenta e uma precisão superior quando o arrefecimento por inundação externa falha, especialmente em furos mais profundos do que três vezes o diâmetro.
Muitos operadores debatem-se com brocas avariadas porque confiam no arrefecimento por inundação padrão. O líquido nunca chega ao fundo do furo. É necessário compreender a mecânica do fluxo interno para salvar as suas ferramentas.
Porque é que o arrefecimento por inundação tradicional é insuficiente em furos profundos?
Apontamos os bicos externos na perfeição, mas o líquido de refrigeração salpica da superfície.
A refrigeração por inundação externa não consegue penetrar eficazmente em furos profundos. À medida que a broca avança para além de três vezes o seu diâmetro, a eficiência da refrigeração cai até 66% porque o corpo da ferramenta bloqueia o fluido. Isto leva à acumulação de calor, à impactação de aparas e à necessidade de ciclos lentos de "bicagem" para evitar falhas.

Muitas pessoas pensam que "mais água" equivale a "melhor arrefecimento". Isto é falso.
O problema do ponto de aplicação
O arrefecimento a água convencional cobre a superfície da peça de trabalho. Parece impressionante. Mas dentro de um furo profundo, a ponta da ferramenta está completamente seca. O corpo físico da broca bloqueia o líquido. A ferramenta em rotação actua como uma ventoinha, soprando o líquido de refrigeração para longe. Isto leva a um efeito de arrefecimento retardado. O calor acumula-se mais rapidamente do que a água consegue entrar. A investigação mostra que quando se vai mais fundo do que 3x o diâmetro, a eficiência de arrefecimento cai drasticamente, muitas vezes em mais de 60%.
A questão da estabilidade e do Pecking
A maquinagem de furos profundos é instável com o arrefecimento por inundação. O calor não se dissipa eficazmente através da peça de trabalho. Os bicos externos não conseguem remover este calor rapidamente. A ferramenta expande-se devido à expansão térmica. A peça de trabalho deforma-se. Para combater esta situação, os operadores utilizam "ciclos de bicadas1"furar um pouco, retirar e voltar a furar. Isto destrói a continuidade da maquinação e atrasa imenso a produção. O arrefecimento interno resolve este problema, fornecendo o fluido através de canais internos dentro da ferramenta. Atinge imediatamente o "ponto quente". Controla a temperatura no momento exato do corte, eliminando a necessidade de processos lentos de bicagem.
Como é que o fluxo interno de alta pressão facilita a evacuação contínua de aparas?
As aparas são os assassinos silenciosos da perfuração de furos profundos, causando encravamentos e ferramentas partidas.
O líquido de refrigeração de alta pressão actua como um aríete hidráulico, partindo as aparas e empurrando-as para cima e para fora do furo. Isto evita o empacotamento, mantém os canais limpos e pára o corte secundário que danifica a superfície, permitindo uma perfuração contínua sem interrupções.

Quando se fura fundo, as aparas têm um longo caminho a percorrer. A gravidade não o ajuda aqui. É preciso força.
O Mecanismo de Evacuação
Nas configurações convencionais, a força de pulverização externa dispersa-se. Não forma uma "força de lavagem direcional". As aparas acumulam-se no fundo. São recortadas pela ferramenta. A isto chama-se "corte secundário". Aumenta o desgaste e estraga a qualidade do furo. O arrefecimento interno altera a física. Bombeamos fluido a 20 a 70 bar (cerca de 300 a 1.000 psi) através do centro do fuso.
Prevenir o entupimento e a quebra
Este fluxo de alta pressão2 atinge o fundo do furo e inverte a direção. Transporta as aparas ao longo das ranhuras. Actua como uma correia transportadora de fluido. Isto é crítico para materiais que criam limalhas longas e fibrosas. A pressão quebra as limalhas em pedaços mais pequenos. Um furo limpo significa que a ferramenta não se prende. Evita o "estalido" catastrófico que acontece quando uma broca profunda fica entupida. Sem esta pressão interna, as limalhas acumulam-se em bolsas, levando à fricção e à inevitável quebra da ferramenta.
| Caraterística | Arrefecimento externo | Arrefecimento através do fuso |
|---|---|---|
| Direção do fluxo | Aleatório/Superfície | Direcional/Interno |
| Remoção de aparas | Fraco/Disperso | Descarga forte/hidráulica |
| Risco de entupimento | Elevado | Baixa |
| Impacto da pressão | Mínimo em profundidade | Alta na vanguarda |
Porque é que o arrefecimento focalizado está diretamente relacionado com o aumento da vida útil da ferramenta?
O calor amolece as suas arestas de corte, tornando-as baças e propensas a falhas catastróficas.
O arrefecimento interno ataca diretamente a fonte de calor, penetrando na barreira de vapor para evitar o amolecimento térmico. Ao manter uma temperatura estável, reduz o desgaste por difusão e evita microfissuras, aumentando potencialmente a longevidade da ferramenta em mais de 200% em comparação com os métodos de arrefecimento externo.
O calor é o inimigo da vida da ferramenta. Num furo profundo, a zona de corte é um forno. O calor não tem para onde ir.
O desafio da barreira de vapor
Quando a temperatura é suficientemente elevada, o líquido de refrigeração entra em ebulição instantaneamente. Forma um "barreira de vapor3." Esta é uma camada de vapor que retém o calor. Impede que o líquido entre em contacto com o metal. O arrefecimento normal não consegue quebrar esta barreira. O líquido de arrefecimento interno de alta pressão (20-70 bar) penetra nesta camada de vapor. Atinge diretamente a ponta da ferramenta.
Abrandar o desgaste
Este contacto direto faz baixar imediatamente a temperatura. Pára "desgaste térmico4." Reduz o desgaste por difusão, em que os átomos da ferramenta migram para a apara. Evita o desgaste adesivo, em que o metal se solda à ferramenta. Estudos demonstraram que este arrefecimento direcionado pode prolongar a vida útil da ferramenta em mais de 200%. Evita o "choque térmico", que provoca microfissuras no carboneto.
Integração de sistemas
Isto requer uma tecnologia inteligente. O sistema CNC monitoriza a pressão. Assegura o fluxo durante as fases críticas, como a perfuração para dentro e para fora. Esta gestão térmica mantém a aresta dura. Evita a deformação plástica. Permite-lhe trabalhar a velocidades mais elevadas, fazendo com que a ferramenta dure mais tempo, mesmo com parâmetros de corte agressivos. Poupa-se dinheiro não só em velocidade, mas também na compra de menos brocas de substituição.
Como é que a refrigeração através do fuso garante um acabamento de superfície e uma precisão superiores?
Acabamentos irregulares e furos demasiado grandes são frequentemente causados por temperaturas instáveis e vibrações.
O sistema lubrifica a interface de corte para reduzir o atrito e suprimir as vibrações. Ao prevenir a "aresta postiça" e estabilizar as temperaturas, evita a expansão térmica da peça de trabalho, garantindo tolerâncias apertadas e um acabamento liso e espelhado.

Não é possível obter um furo de precisão se a ferramenta estiver a vibrar ou a friccionar. Arrefecimento interno5 actua como um estabilizador para todo o processo.
Lubrificação em espaços estreitos
A água convencional tem dificuldade em formar uma película lubrificante no fundo de um furo. É demasiado apertada. O arrefecimento interno força o lubrificante diretamente entre o bordo da ferramenta e a parede. Isto reduz a fricção. Evita o "Built-Up Edge" (BUE), onde o material adere à fresa e actua como uma lima áspera. Uma aresta limpa corta de forma limpa. Deixa uma superfície lisa sem riscos.
Supressão de vibrações
A vibração deixa "marcas de vibração" ou ondulações. Isto acontece frequentemente quando as forças de corte flutuam devido ao calor ou à acumulação de aparas. O arrefecimento interno cria um estado térmico estável. Reduz o "acoplamento termomecânico". O fluido de alta pressão também adiciona um efeito de amortecimento. Aumenta a rigidez da ação de corte.
Precisão dimensional6
O calor faz as coisas crescerem. Se a peça de trabalho ficar quente, expande-se. Faz-se o furo, a peça arrefece e o furo encolhe. Torna-se subdimensionado. Ao remover o calor instantaneamente, a peça mantém-se à temperatura ambiente. As dimensões que programa são as dimensões que obtém. Esta consistência é a razão pela qual o arrefecimento interno é um requisito para qualquer componente aeroespacial ou automóvel de alta precisão em que as tolerâncias são medidas em microns.
Conclusão
A refrigeração através do fuso não é um luxo; é uma necessidade para a perfuração de furos profundos. Gere o calor, evacua as aparas e garante a precisão. Para proteger as suas ferramentas e a sua qualidade, tem de arrefecer de dentro para fora.
-
Saiba mais sobre os ciclos de bicagem e o seu impacto na eficiência da maquinagem, crucial para otimizar os processos de produção. ↩
-
Explorar as vantagens de um fluxo de alta pressão pode ajudá-lo a otimizar os seus processos de perfuração e a manter a qualidade dos furos. ↩
-
A compreensão das barreiras de vapor pode ajudá-lo a otimizar as estratégias de arrefecimento e a aumentar a longevidade das ferramentas na maquinagem. ↩
-
A exploração de técnicas de prevenção do desgaste térmico pode melhorar significativamente a eficiência da maquinagem e a vida útil da ferramenta. ↩
-
Explore a forma como o arrefecimento interno aumenta a precisão e reduz os defeitos nos processos de maquinagem. ↩
-
Saiba mais sobre o papel crítico do controlo da temperatura na manutenção da precisão dimensional durante a maquinagem. ↩

Chris Lu
Aproveitando mais de uma década de experiência prática na indústria de máquinas-ferramenta, particularmente com máquinas CNC, estou aqui para ajudar. Se tiver dúvidas suscitadas por este post, se precisar de orientação para selecionar o equipamento certo (CNC ou convencional), se estiver a explorar soluções de máquinas personalizadas ou se estiver pronto para discutir uma compra, não hesite em CONTACTAR-ME. Vamos encontrar a máquina-ferramenta perfeita para as suas necessidades.