

Por que quase todas as máquinas de turbilhonamento CNC são personalizadas?
Pretende produzir roscas de alta precisão em segundos, mas a configuração padrão da sua máquina continua a produzir rejeições. Ajusta as definições durante horas, mas o perfil da rosca continua a não estar correto.
As máquinas de turbilhonamento CNC são quase sempre personalizadas porque o processo se baseia num método de conformação de "uma passagem" em que a geometria da ferramenta deve corresponder perfeitamente à peça de trabalho. Ao contrário do torneamento padrão, não há espaço para erros. A personalização assegura que o ângulo da fresa, a forma da pastilha e os sistemas de refrigeração se alinham exatamente com o perfil da rosca e as propriedades do material.

Muitos proprietários de lojas tentam utilizar um acessório de turbilhonamento de "tamanho único". Acabam por ficar com marcas de vibração e pastilhas partidas. Para obter a velocidade e a qualidade que esta tecnologia promete, é necessário adaptar a máquina à peça.
Porque é que as geometrias complexas requerem máquinas de turbilhonamento CNC personalizadas?
Não se pode forçar uma cavilha quadrada num buraco redondo, mas muitas lojas tentam cortar perfis de parafusos complexos com inserções genéricas. Isto leva ao fracasso imediato.
Geometrias complexas, como roscas de múltiplos inícios e sem-fins assimétricos, exigem personalização porque as máquinas padrão não têm flexibilidade para movimentos simultâneos de múltiplos eixos. Uma configuração personalizada ajusta o ângulo de hélice da cabeça de corte e pode utilizar fusos estendidos ou porta-ferramentas especializados para evitar colisões e garantir que a pastilha corresponda perfeitamente ao perfil da secção transversal.

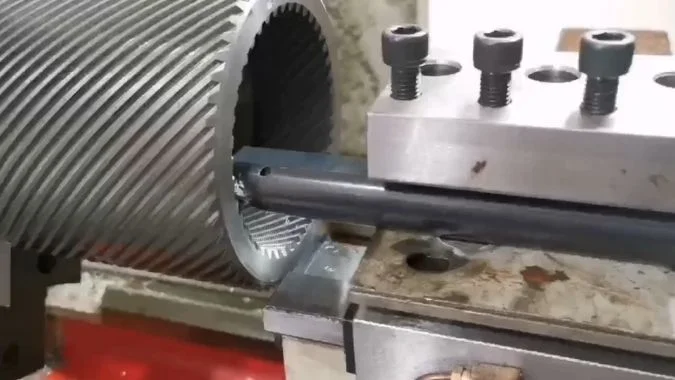
O núcleo do Turbilhonamento CNC1 não é apenas fazer girar uma fresa; é a coordenação precisa do movimento. A cabeça de corte gira a alta velocidade enquanto a peça de trabalho se move lentamente. Isto cria uma ação de corte "generativa". Uma vez que o turbilhonamento termina a rosca numa única passagem, a ferramenta actua efetivamente como um molde negativo da peça final.
Se estiver a fazer um parafuso padrão, talvez uma ferramenta padrão funcione. Vemos exigências para parafusos sem-fim de múltiplos arranques, superfícies de forma livre e parafusos ósseos médicos complexos.
As máquinas standard têm muitas vezes dificuldades com estas formas irregulares. Não têm a folga necessária ou a capacidade de controlar a orientação da ferramenta em vários eixos.
Se a geometria da ferramenta não coincidir exatamente com a peça de trabalho, acontecem duas coisas:
- Colisão e interferência: Os suportes standard podem embater na peça de trabalho ao cortar ângulos acentuados ou roscas profundas.
- Erro de perfil: As paredes da rosca não são rectas porque o "balanço" da fresa não coincide com o passo.
As ferramentas personalizadas resolvem este problema. Ajustamos o ângulo de hélice do anel de corte para corresponder ao passo do parafuso. Podemos até conceber suportes de ferramentas específicos ou modificar o design do fuso para lidar com curvaturas apertadas. Isto assegura que a pastilha entra e sai do corte de forma limpa. Sem esta personalização, a ferramenta roça contra o lado da rosca, arruinando o acabamento da superfície.
Como é que a normalização do turbilhonamento CNC limita a precisão e a tolerância?
Comprar ferramentas "prontas a usar" parece mais barato, mas a longo prazo sai-lhe mais caro. As ferramentas standard obrigam-no a aceitar tolerâncias "suficientemente boas".
A estandardização limita a precisão porque as ferramentas genéricas utilizam frequentemente tolerâncias mais amplas (cerca de ±0,127mm) para acomodar várias tarefas, enquanto que o turbilhonamento requer ±0,025mm ou melhor. A personalização tem em conta variáveis específicas como a expansão do material e a vibração, evitando as inconsistências no acabamento da superfície que ocorrem quando se utilizam parâmetros fixos para trabalhos únicos.

Quando se utiliza uma configuração de turbilhonamento padronizada, está-se a fazer um compromisso. Está a esperar que um ângulo de uso geral funcione para um trabalho específico. Na minha experiência, a esperança não é uma estratégia.
O principal inimigo da precisão no turbilhonamento é a vibração e a deriva térmica. As máquinas standard impõem parâmetros fixos às velocidades e às ferramentas. Não têm em conta a forma específica como a peça de trabalho pode expandir-se quando quente ou vibrar sob carga.
O fosso da tolerância
A maquinagem CNC geral pode aceitar tolerâncias de cerca de ±0,005 polegadas (aprox. 0,127 mm). No entanto, turbilhão topo de gama2 exige frequentemente tolerâncias tão apertadas como ±0,001 polegadas (aprox. 0,025 mm). Uma máquina normal simplesmente não consegue aguentar isto, porque não tem a rigidez ou a calibração fina para esse diâmetro específico.
A consequência
Se a ferramenta não corresponder ao perfil, cria forças de corte instáveis. A máquina começa a tremer a um nível microscópico. Esta vibração transfere-se para a peça de trabalho.
O resultado? Não se cumprem os padrões de precisão de rosca de "7-8 graus". Obtém-se "marcas de vibração" nos flancos da rosca. A personalização melhora a rugosidade da superfície (Ra)3. Ao conceber a fresa especificamente para o trabalho, podemos atingir valores de Ra de 1,6 a 3,2μm. Isto é fundamental para peças como parafusos de chumbo, onde a fricção deve ser minimizada.
Porque é que os materiais avançados requerem configurações de turbilhonamento CNC personalizadas?
Cortar alumínio macio é fácil; cortar titânio de grau médico ou Inconel é uma guerra contra o calor e a fricção. Não é possível utilizar as mesmas tácticas para ambos.
Materiais avançados como as ligas de titânio e Inconel requerem configurações personalizadas porque têm baixa condutividade térmica e elevada dureza. A personalização permite a integração de refrigeração a alta pressão e revestimentos de pastilhas específicos para gerir a acumulação de calor. Sem estes ajustes personalizados, as configurações padrão levam a um rápido desgaste da ferramenta, endurecimento por trabalho e deformação da peça.
As propriedades do material ditam a configuração da máquina. Isto não é negociável.
Classificamos os materiais de acordo com a sua "personalidade".
- Materiais duros (aço temperado HRC35-45): Estas ferramentas consomem. Precisamos de personalizar a pastilha com alta resistência ao desgaste e revestimentos reforçados.
- Materiais sensíveis ao calor (titânio, Inconel)4: Estes materiais não conduzem bem o calor. O calor permanece na aresta de corte e na peça, causando deformações. Muitas vezes, o líquido de refrigeração padrão não é suficiente. Muitas vezes é necessário personalizar a máquina com sistemas de refrigeração de alta pressão que visam diretamente a zona de corte para evacuar as aparas e o calor.
- Materiais pegajosos (alumínio, aço macio): Estas querem aderir ao cortador. Se as aparas se acumularem, entopem o anel giratório. Temos de personalizar o caminho de evacuação das aparas.
Eis um exemplo real. Tínhamos um cliente que fabricava implantes ortopédicos em titânio. Com uma configuração padrão, o calor estava a deformar os parafusos.
Personalizámos o processo. Alterámos os parâmetros de corte e a geometria da pastilha para reduzir a força de corte.
O resultado: O tempo de ciclo baixou de 2 minutos para 35 segundos. A taxa de defeitos caiu para quase zero. Também utilizamos ferramentas de "fresagem em camadas". Estas têm arestas de desbaste e de acabamento separadas na mesma pastilha. Isto aumenta significativamente a vida útil da ferramenta.
| Material | Desafio | Estratégia de personalização |
|---|---|---|
| Titânio/Inconel | Calor e baixa condutividade | Refrigerante de alta pressão, ângulos agudos |
| Aço temperado | Desgaste rápido da ferramenta | Revestimentos reforçados, conceção rígida do cortador |
| Alumínio | Entupimento de aparas | Canais polidos, caminho de evacuação optimizado |
Como é que a personalização melhora a eficiência nas operações de turbilhonamento CNC?
Os tempos de ciclo lentos reduzem as margens de lucro. É necessária uma máquina que pense mais depressa do que o operador e corte sem hesitação.
A personalização melhora a eficiência através da otimização dos percursos das ferramentas e da integração da unidade de turbilhonamento em equipamento composto, como tornos do tipo suíço, o que pode prolongar a vida útil das ferramentas até 50%. Os sistemas CNC personalizados minimizam o tempo de "corte a ar" e simplificam a depuração, permitindo configurações mais rápidas e produções contínuas e automatizadas com menos desperdício.

A eficiência não se resume ao facto de a máquina de corte girar mais depressa. Tem a ver com o facto de todo o sistema trabalhar em conjunto.
Quando personalizamos uma máquina de turbilhonamento CNC, analisamos o software e o fluxo de trabalho.
1. Otimização do sistema5
Modificamos os algoritmos CNC. Para uma rosca específica, podemos otimizar as rampas de aceleração e de desaceleração. Utilizamos o "multi-axis linkage" para coordenar perfeitamente os movimentos. Isto corta milissegundos de cada rotação. Numa tiragem de 10.000 peças, isso é enorme.
2. Vida útil e custo da ferramenta6
Ao adaptar a geometria da ferramenta à carga exacta, reduzimos o desgaste desnecessário. A investigação e a nossa própria experiência mostram que as ferramentas personalizadas podem prolongar a vida útil da ferramenta até 50% em comparação com a utilização de pastilhas genéricas que "esfregam" em vez de cortar. Isto reduz significativamente o custo por peça.
3. Simulação e verificação
Utilizamos software de simulação avançado para verificar o corte antes da maquinagem. Isto encurta o "ciclo de depuração". Não se perde tempo nem material a testar na máquina; testa-se no computador. Isto elimina o risco de colisão e garante que, quando se carrega no "start", a primeira peça sai correta. Esta personalização transforma uma máquina autónoma numa célula de produção automatizada.
Conclusão
O turbilhonamento CNC é um processo especializado que exige personalização. Ao adaptar a geometria da ferramenta, o manuseamento do material e o software de controlo, transforma-se uma máquina padrão num motor de produção de alta precisão e alta velocidade que reduz o desperdício e garante tolerâncias rigorosas.
-
Explore esta ligação para compreender os meandros do turbilhonamento CNC e as suas aplicações na maquinagem de precisão. ↩
-
Explore esta ligação para compreender como o turbilhonamento topo de gama pode aumentar a precisão e cumprir tolerâncias rigorosas na maquinagem. ↩
-
Descubra técnicas para melhorar a rugosidade da superfície (Ra) para um melhor desempenho em peças de precisão como parafusos de chumbo. ↩
-
Explore esta ligação para conhecer estratégias eficazes de maquinagem de materiais sensíveis ao calor, garantindo um melhor desempenho e menos defeitos. ↩
-
Explore esta ligação para descobrir estratégias eficazes para otimizar os sistemas CNC, aumentando a eficiência e a produtividade. ↩
-
Este recurso fornece informações sobre o aumento da vida útil das ferramentas e a redução de custos, cruciais para maximizar a eficiência do fabrico. ↩

Chris Lu
Aproveitando mais de uma década de experiência prática na indústria de máquinas-ferramenta, particularmente com máquinas CNC, estou aqui para ajudar. Se tiver dúvidas suscitadas por este post, se precisar de orientação para selecionar o equipamento certo (CNC ou convencional), se estiver a explorar soluções de máquinas personalizadas ou se estiver pronto para discutir uma compra, não hesite em CONTACTAR-ME. Vamos encontrar a máquina-ferramenta perfeita para as suas necessidades.