

Um centro de maquinação de perfis de alumínio também pode maquinar aço?
Tem uma máquina concebida para alumínio, mas um cliente pede-lhe para cortar uma peça em aço. Receia que o material mais duro danifique o seu equipamento ou produza maus resultados.
Sim, um centro de maquinação de perfis de alumínio pode maquinar aços como o aço para moldes e o aço #45. Não há nenhuma diferença fundamental no processo de fresagem. O sucesso reside no ajuste dos seus parâmetros de corte e na mudança das suas ferramentas. Deve dar prioridade à vida útil da ferramenta e à rigidez em detrimento da velocidade.
Já vi muitos proprietários de oficinas recusarem trabalhos em aço porque pensavam que as suas máquinas eram "só de alumínio". Isto é um erro. Com mais de 12 anos de experiência em indústrias de máquinas-ferramentas, sei que a máquina é capaz se a tratarmos corretamente. Só tem de mudar a sua forma de pensar sobre o corte.
Como é que as taxas de avanço e as velocidades do fuso diferem ao alternar entre alumínio e aço?
Se tentar trabalhar com aço à mesma velocidade que trabalha com alumínio, queimará a sua ferramenta em segundos. A física dos materiais é completamente diferente.
A maquinagem do alumínio centra-se na alta eficiência, utilizando velocidades de fuso elevadas (frequentemente 3-4 vezes mais rápidas do que o aço) para maximizar a remoção de material. A maquinagem do aço é limitada pela rigidez e pela carga da ferramenta. É necessário definir os parâmetros de forma conservadora, reduzindo a velocidade e o avanço para evitar o aquecimento excessivo e proteger a máquina.
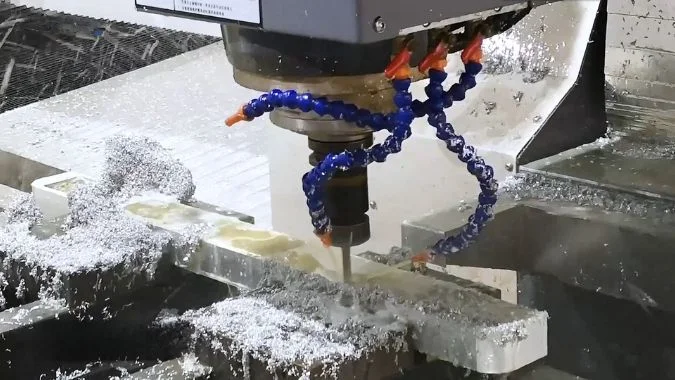
Quando alumínio para máquinas1O objetivo é a velocidade e a eficiência. O alumínio é macio e dissipa bem o calor. Quer aderir à ferramenta. Por isso, rodamos o fuso rapidamente - muitas vezes na ordem dos milhares de RPM - e alimentamo-lo rapidamente. Queremos arrancar o material tão rapidamente quanto a máquina o permite. As limalhas voam por todo o lado e o calor sai com as limalhas.
O aço é diferente. É mais duro e gera muito mais resistência. Se trabalhar a alta velocidade no aço, gera demasiado atrito. Isto cria um calor enorme que o material não consegue libertar rapidamente. Como um centro de maquinação de perfis de alumínio não é tão pesado como um centro de maquinação dedicado, não tem a mesma rigidez. As cargas elevadas fazem-no vibrar.
Por isso, quando mudo para aço, abrandei tudo. Reduzo significativamente a velocidade do fuso em comparação com o alumínio. Isto mantém o calor baixo. Também reduzo a velocidade de avanço. Isto reduz a "carga de aparas" ou a quantidade de material que o dente corta por rotação. Esta abordagem conservadora protege a máquina. Evita que o fuso pare e impede a flexão da estrutura. Troca-se tempo por capacidade. Demora mais tempo a cortar a parte de aço2mas a peça sai correta.
| Material | Objetivo | Velocidade (RPM) | Taxa de alimentação | Fator Limitante |
|---|---|---|---|---|
| Alumínio | Alta eficiência | Elevado | Elevado | Evacuação de chips |
| Aço | Ferramentas de sobrevivência | Baixa | Baixa | Rigidez da máquina |
Que ajustes são necessários nas ferramentas se maquinar aço num centro de alumínio?
Utilizar uma fresa de topo de alumínio em aço é como tentar cortar um bife com uma colher de plástico. A geometria está errada e acabará por se partir.
As ferramentas de alumínio utilizam grandes ângulos de inclinação e grandes canais de apara (1 ou 3 canais) para evitar a aderência. As ferramentas de aço requerem ângulos de inclinação mais pequenos para maior resistência e desenhos com vários canais (4 ou mais) para suportar forças de corte elevadas. São necessárias ferramentas revestidas que resistam ao calor elevado e à abrasão.
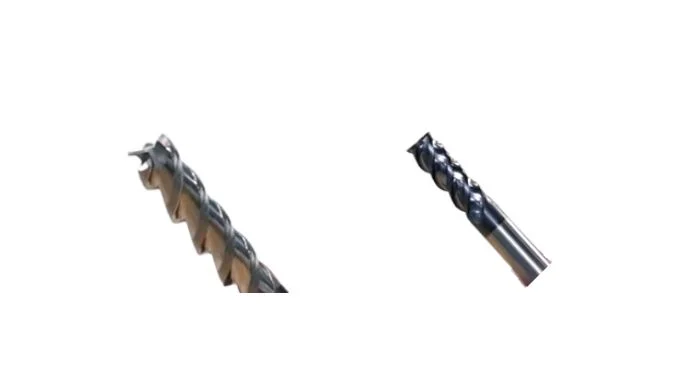
A ferramenta faz o trabalho. É preciso escolher a ferramenta correta. Verificamos sempre o contentor de ferramentas antes de um trabalho. Para o alumínio, utilizamos ferramentas que parecem "afiadas" e "abertas". Normalmente têm uma ou três flautas. Os "vales" (canais) entre as lâminas são profundos e largos. Isto deve-se ao facto de as aparas de alumínio serem grandes e pegajosas. Eles precisam de espaço para escapar. Se ficarem presas, soldam-se à ferramenta.
Para o aço, precisamos de uma ferramenta que seja "forte3." Passamos a utilizar instrumentos com quatro, cinco ou seis flautas. Porquê? Porque o aço exerce uma grande carga sobre a aresta de corte. Uma ferramenta com canais grandes tem um núcleo fino. É fraca. Vai partir-se sob a pressão do aço. Uma ferramenta com muitas ranhuras tem um núcleo grosso. É rígida.
Além disso, observe o revestimento. As ferramentas de alumínio são frequentemente sem revestimento ou polidas. As ferramentas de aço necessitam de revestimentos como TiAlN (Nitreto de alumínio e titânio)4. Estes revestimentos actuam como um escudo térmico. Permitem que a ferramenta sobreviva às altas temperaturas geradas pelo corte de metal duro. Também alteramos o ângulo. Utilizamos um ângulo de inclinação mais pequeno. Isto torna a aresta de corte menos afiada, mas muito mais forte. Empurra o aço em vez de o cortar como uma lâmina de barbear.
Porque é que o líquido de arrefecimento por inundação é frequentemente necessário para a maquinagem de aço, mas nem sempre para perfis de alumínio?
Pode cortar alumínio a seco e varrer as aparas mais tarde. Se tentar fazer isso com aço, estragará a peça e a ferramenta.
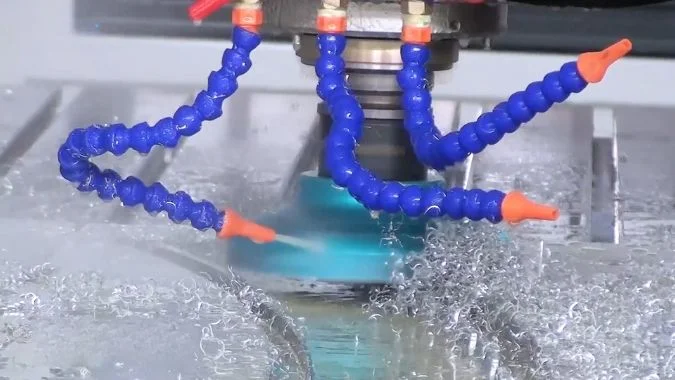
O alumínio dissipa o calor rapidamente, pelo que o sopro de ar é muitas vezes suficiente para limpar as aparas. O aço tem baixa condutividade térmica, o que significa que o calor se acumula no corte. É necessário utilizar um líquido de arrefecimento para lubrificar a ferramenta, reduzir o atrito e evitar a deformação térmica da peça de trabalho.

O calor é o inimigo da precisão. Quando maquino alumínio, preocupo-me sobretudo com as aparas. Utilizo um jato de ar ou uma névoa. O ar sopra as limalhas para fora do furo. Como o alumínio conduz muito bem o calor, este sai com a limalha. Normalmente, a peça de trabalho mantém-se suficientemente fria.
O aço retém o calor. A sua condutividade térmica é baixa. Quando se fresa o aço, a fricção é intensa. A ferramenta aquece. A peça de trabalho aquece. Se a peça ficar quente, expande-se. Pode cortar a peça com o tamanho perfeito, mas quando arrefece, encolhe. Agora as suas dimensões estão erradas. Isto é "deformação térmica5."
Para o impedir, utilizamos inundar o líquido de arrefecimento6. Utilizamos muito líquido de refrigeração. Isto faz duas coisas:
- Arrefecimento: Mantém a temperatura estável. A peça mantém o mesmo tamanho. A ferramenta não amolece por sobreaquecimento.
- Lubrificação: Torna a superfície escorregadia. Isto reduz o atrito entre a ferramenta e o aço. Um menor atrito significa que é necessária menos força para cortar. Uma vez que um centro de perfis de alumínio não é tão rígido como um centro de maquinagem, tudo o que reduza a força de corte ajuda a máquina a cortar suavemente sem tremer.
Que alterações são necessárias devido às limitações de rigidez dos centros de maquinação de perfis de alumínio?
A sua máquina foi construída para a velocidade, não para a força bruta. Se a empurrar com demasiada força contra o aço, ela queixar-se-á vibrando.
A rigidez da máquina é relativa; pode maquinar materiais mais duros se modificar a sua abordagem. Os centros de alumínio são mais leves. Para trabalhar com aço, é necessário minimizar as vibrações efectuando cortes mais leves (menor profundidade de corte) e aumentando o número de passagens. Isto reduz a carga sobre a estrutura da máquina.
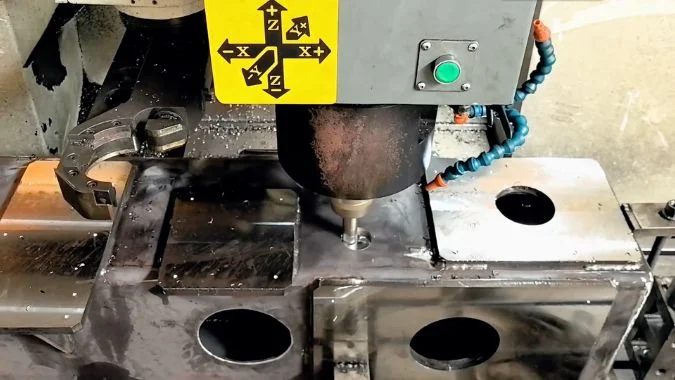
A rigidez é apenas uma medida de quanto a máquina se dobra sob carga. Um centro de maquinação pesado é como um tanque. Não se dobra. Um centro de perfil de alumínio é mais leve. Foi concebido para movimentos rápidos. Quando se corta aço, a resistência cria uma força de "empurrão". Se esta força for demasiado elevada, a estrutura da máquina flecte ligeiramente. Isto causa "vibração" ou deflexão. Ouve-se um ruído forte e a superfície do aço parece um disco de gira-discos.
Isto significa que não se pode cortar aço? Não. Significa que tem de diminuir a força. Fazemos isso mudando o "Profundidade de corte7" (Ap) e "Largura do corte8" (Ae). Em vez de tentar cortar 5 mm de profundidade numa só passagem, corto 1 mm de profundidade. Faço cinco passagens em vez de uma.
Isto reduz a carga sobre o fuso e a estrutura. A força torna-se suficientemente pequena para que a máquina volte a ser rígida. Demora mais tempo. Não se pode competir com um centro de maquinação pesado em termos de velocidade. Mas pode competir em termos de qualidade. Respeitando os limites da máquina e dando golpes mais leves, posso produzir peças de aço tão precisas como as de uma máquina mais pesada.
Conclusão
Um centro de perfis de alumínio pode maquinar aço se o utilizador se adaptar. Deve utilizar ferramentas multi-flutuantes mais fortes, líquido de refrigeração e parâmetros conservadores para respeitar as limitações de rigidez da máquina.
-
Explore esta ligação para aprender técnicas e dicas eficazes para maquinar alumínio de forma eficiente. ↩
-
Descubra conselhos de especialistas sobre o corte de peças de aço para garantir a precisão e a qualidade dos seus projectos de maquinagem. ↩
-
Compreender o significado da resistência das ferramentas de corte pode melhorar a eficiência da maquinagem e a longevidade das ferramentas. ↩
-
A exploração dos revestimentos de TiAlN pode fornecer informações sobre como melhorar o desempenho e a durabilidade das ferramentas em aplicações de alta temperatura. ↩
-
Compreender a deformação térmica é crucial para a maquinagem de precisão, uma vez que afecta as dimensões finais da sua peça de trabalho. ↩
-
Explorar o líquido de arrefecimento por inundação pode melhorar o seu processo de maquinagem, mantendo a temperatura e reduzindo o atrito, conduzindo a melhores resultados. ↩
-
Compreender a profundidade de corte é crucial para otimizar os processos de maquinação e obter resultados de alta qualidade. ↩
-
A exploração da largura de corte pode ajudá-lo a aumentar a eficiência da maquinagem e a melhorar a qualidade dos seus produtos acabados. ↩

Chris Lu
Aproveitando mais de uma década de experiência prática na indústria de máquinas-ferramenta, particularmente com máquinas CNC, estou aqui para ajudar. Se tiver dúvidas suscitadas por este post, se precisar de orientação para selecionar o equipamento certo (CNC ou convencional), se estiver a explorar soluções de máquinas personalizadas ou se estiver pronto para discutir uma compra, não hesite em CONTACTAR-ME. Vamos encontrar a máquina-ferramenta perfeita para as suas necessidades.