

Porque é que a máquina de turbilhonamento CNC é utilizada para quase todo o fabrico de fusos de esferas?
O fabrico de fusos de esferas é lento. O seu processo tradicional de torneamento e retificação demora muito tempo. Está a perder encomendas para concorrentes mais rápidos. Tem de atualizar o seu método de maquinação agora.
As máquinas de turbilhonamento CNC substituem o torneamento tradicional e a retificação em bruto. Elas maquinam os fusos de esferas cinco a trinta vezes mais depressa. Esta tecnologia utiliza o corte de arestas múltiplas de alta velocidade. Corta roscas de arco gótico acabadas diretamente em aço endurecido até 65 HRC. Proporciona uma elevada precisão e reduz significativamente os seus custos de fabrico.
O fabrico tradicional de fusos de esferas enfrenta frequentemente estrangulamentos significativos. A utilização de tornos mais antigos e de retificação em várias fases pode prolongar os ciclos de produção para mais de um mês, enquanto o calor intenso da retificação pode comprometer a dureza do metal. Para se manter competitivo, é essencial encontrar um caminho mais eficiente. A tecnologia de turbilhonamento CNC oferece uma solução moderna para estes desafios de longa data. Vamos explorar a forma como este processo redefine a produção de fusos de esferas.
Como é que o turbilhonamento CNC atinge velocidades de produção significativamente mais elevadas do que a roscagem tradicional?
O torno tradicional corta as roscas muito lentamente. Efectua dezenas de passagens axiais para atingir a profundidade final. Perde horas numa peça. Precisa de um método mais rápido.
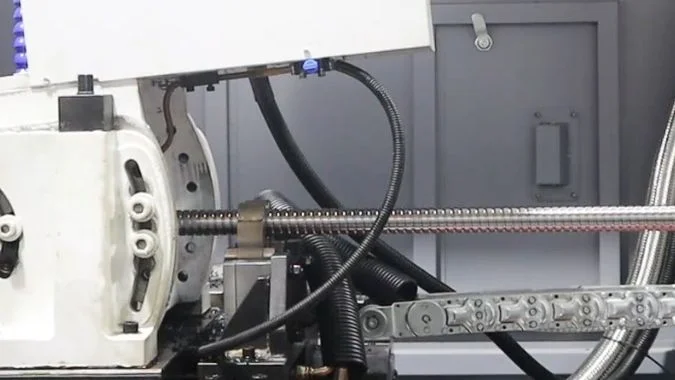
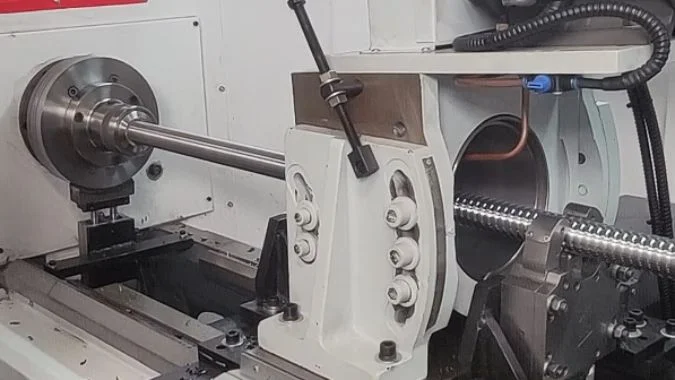
O turbilhonamento CNC atinge velocidades enormes utilizando um anel de corte rotativo. Este anel orbita excentricamente em torno da peça de trabalho que gira lentamente. Inclina-se para o ângulo exato da hélice. Múltiplas pastilhas de metal duro cortam tangencialmente. A máquina corta o perfil completo da rosca numa passagem contínua a partir do material em bruto.

Os tornos cortam uma rosca profunda através de vinte passagens diferentes. A ferramenta move-se para a frente e para trás sem parar. Isto faz-nos perder imenso tempo. Turbilhonamento CNC1 altera completamente a geometria de corte. O anel de corte principal gira incrivelmente rápido, até 8000 rotações por minuto. O fuso que segura a peça de trabalho gira muito lentamente. O sistema CNC controla simultaneamente o avanço axial, a profundidade radial e o ângulo de hélice. O anel de corte contém várias pastilhas de metal duro. Estas pastilhas orbitam em torno da haste metálica lenta. Elas cortam a profundidade total da fio de arco gótico2 instantaneamente. A ação de corte tangencial distribui a carga pesada por várias arestas de corte ao mesmo tempo. A velocidade de corte da fresa atinge 400 metros por minuto. A máquina também utiliza uma base altamente rígida e apoios de metal duro. Esta estrutura robusta pára as fortes vibrações. Mantém perfeitamente direitos os veios longos até oito metros. Obtém-se um perfil de rosca acabado em minutos em vez de horas.
Comparação da velocidade de produção
| Caraterística de maquinagem | Torneamento tradicional de roscas | Tecnologia de turbilhonamento CNC |
|---|---|---|
| Passagens de corte | Requer dezenas de passagens lentas | Corta em profundidade total numa só passagem |
| Ação de corte | Corte axial de ponto único | Corte tangencial multiarestas |
| Suporte do veio | Apoios fixos padrão para tornos | Apoios da placa de pressão em metal duro |
| Eficiência global | Tempo de ciclo muito lento | Cinco a trinta vezes mais rápido |
Porque é que o acabamento da superfície produzido pelo turbilhonamento da rosca é frequentemente comparável ao da rosca tradicional?
Preocupa-se com a rugosidade da superfície. Pensa que o corte a alta velocidade deixa marcas de ferramenta feias nos seus parafusos. Os seus clientes rejeitam superfícies rugosas. Tem de compreender a qualidade da superfície de turbilhonamento.
O turbilhonamento da rosca cria um acabamento suave porque várias arestas de corte entram e saem tangencialmente. A carga de aparas por dente mantém-se muito baixa. A pressão de corte intermitente evita a acumulação de calor. A temperatura da peça metálica aumenta apenas ligeiramente. Isto evita a distorção térmica e proporciona um acabamento superficial limpo.
O torneamento tradicional de ponta única deixa vales profundos e picos altos no metal. A ferramenta única cava o metal com força. O turbilhonamento funciona de forma completamente diferente. O anel de corte contém muitas pastilhas de metal duro. Estas pastilhas atingem o metal, uma após a outra, de forma extremamente rápida. A entrada tangencial da fresa remove o material suavemente. A alta velocidade remove pequenas lascas de metal em forma de vírgula de forma muito limpa. Estas aparas em forma de vírgula transportam o calor de corte de forma eficiente. A temperatura da peça de trabalho sobe apenas alguns graus acima da temperatura ambiente. O percurso de corte de várias arestas sobrepõe-se perfeitamente. Esta sobreposição aplaina os picos e vales na superfície do metal. A rugosidade da superfície desce para Ra 0,8 microns3 de forma fiável. A conceção da máquina também desempenha um papel importante. O fuso principal do torno gira muito lentamente. O sistema cria uma vibração quase nula. Esta estabilidade dinâmica evita marcas de vibração na superfície da rosca. O rodopiante4 O processo de corte a seco também utiliza ar comprimido para soprar as aparas quentes. Este método de corte a seco impede que as aparas risquem a superfície lisa recém-cortada.
Factores de acabamento da superfície
| Elemento do processo | Efeito de viragem de ponto único | Efeito de turbilhão da linha |
|---|---|---|
| Ferramenta de corte | Uma borda escava profundamente | Vários rebordos cortam suavemente |
| Controlo do calor | O metal absorve o calor do corte | Os chips de vírgula transportam o calor para longe |
| Pressão da ferramenta | Pressão forte e constante | Pressão luminosa intermitente |
| Remoção de aparas | O líquido de refrigeração retém as aparas no interior | O ar comprimido rebenta as aparas |
O turbilhonamento CNC pode proporcionar um melhor acabamento de superfície do que a rosca tradicional?
As roscas são rectificadas para obter um acabamento perfeito. O calor da retificação danifica a dureza do metal. Cria microfissuras perigosas nas suas peças. Precisa de uma forma mais segura de fazer o acabamento das roscas.
O turbilhonamento CNC supera o torneamento em bruto e rivaliza com segurança com a dispendiosa retificação. O turbilhonamento atinge Ra 0,8 microns sem causar danos térmicos. Elimina a formação da camada branca comum na retificação. Os cortes por turbilhonamento criam uma microestrutura de superfície que retém melhor o lubrificante. Isto prolonga a vida útil do fuso de esferas.
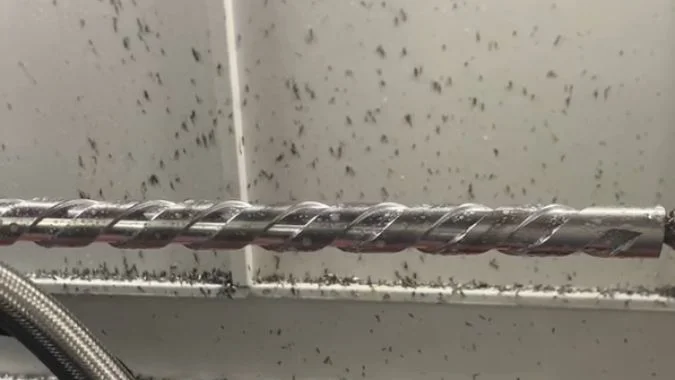
A mó cria uma enorme fricção e calor. Este calor provoca o recozimento da pista. O aço duro torna-se novamente macio. Formam-se pequenas micro-fissuras na superfície da rosca. Chamamos a este dano térmico o formação da camada branca5. O turbilhonamento CNC resolve este problema exato na perfeição. Chamamos a este processo fresagem em vez de retificação. O torneamento em bruto normal dá-lhe um acabamento Ra 3.2. É necessário rectificá-lo mais tarde. O turbilhonamento dá-lhe um acabamento de Ra 0,8 imediatamente num só passo. Uma boa retificação de acabamento pode atingir Ra 0,2 microns, mas custa demasiado tempo e dinheiro. O turbilhonamento oferece uma vantagem mecânica única sobre a retificação. Os cortes intermitentes por turbilhonamento deixam uma microestrutura específica na superfície do metal. Esta microestrutura proporciona um volume de retenção de lubrificante superior. O óleo permanece melhor no interior da rosca. Isto reduz enormemente o atrito. As pastilhas giratórias também atingem o metal com um impacto elevado. Este impacto provoca um efeito de endurecimento por trabalho a frio. Produz-se um fuso de esferas mais forte com zero danos térmicos.
Comparação da qualidade do acabamento
| Método de maquinagem | Acabamento típico da superfície Ra | Efeito do estado da superfície |
|---|---|---|
| Torneamento standard | Ra 3,2 a 6,3 microns | A superfície rugosa precisa de ser rectificada |
| Retificação de precisão | Ra 0,2 a 0,8 microns | O calor elevado provoca uma camada branca |
| Giro CNC | Ra 0,4 a 1,6 microns | O trabalho a frio endurece a superfície |
| Moagem vs Giro | As microfissuras ocorrem frequentemente | Retém o lubrificante na perfeição |
Quais são as vantagens económicas da utilização da tecnologia de turbilhonamento CNC no fabrico de fusos de esferas de grande volume?
Perde dinheiro com os elevados custos de produção. O seu atual fabrico de fusos de esferas demora cinquenta dias. Desperdiça demasiadas peças caras. Tem de reduzir drasticamente os seus custos agora.
O turbilhonamento CNC reduz o ciclo de fabrico de cinquenta dias para três dias. Elimina a lenta fase de retificação em bruto e as complexas operações de recolha de chumbo. Esta máquina elimina os custos de eliminação dos resíduos tóxicos da retificação. Poupa dinheiro, utiliza pastilhas reafiáveis e reduz a sua taxa de desperdício para perto de zero.
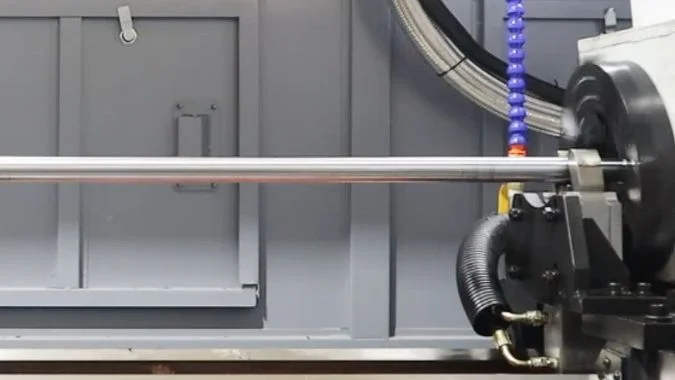
O fabrico tradicional de fusos de esferas gera lucros enormes. Uma fábrica corta primeiro o metal em bruto num torno. De seguida, é tratado termicamente para o tornar duro. Depois, trituram-no lentamente. São necessárias vinte etapas distintas. São necessárias operações complexas de recolha de chumbo para alinhar novamente a rosca após o tratamento térmico. Este ciclo retém dinheiro na fábrica durante um mês. Uma máquina de turbilhonamento CNC resolve imediatamente este problema de fluxo de caixa. Uma máquina de turbilhonamento corta o metal duro diretamente após o tratamento térmico. Isto é corte a seco6. Elimina toda a fase de retificação em bruto. Uma máquina substitui completamente várias configurações de retificação. A máquina só precisa de ar comprimido para soprar as aparas. Deixa de comprar fluidos de corte sujos e dispendiosos. Elimina os custos de eliminação de aparas de retificação tóxicas. A sua fábrica mantém-se limpa. Pode também utilizar pastilhas reafiáveis para poupar dinheiro em ferramentas. O sistema CNC utiliza a compensação dinâmica para impedir que o parafuso longo se dobre. As peças não se estragam. A sua taxa de refugo desce abaixo de zero vírgula três por cento.
Repartição da redução de custos
| Fator económico | Fabrico tradicional | Tecnologia de turbilhonamento CNC |
|---|---|---|
| Ciclo de produção | Demora trinta a cinquenta dias | Termina em um a três dias |
| Etapas de produção | Mais de vinte etapas distintas | Desbaste e acabamento numa só instalação |
| Gestão de resíduos | Eliminação de aparas de retificação tóxicas | Limpar as aparas metálicas secas |
| Pegada da máquina | Necessita de várias configurações de retificação | Uma máquina termina tudo |
Conclusão
É necessário mudar para uma máquina de turbilhonamento CNC para o fabrico de fusos de esferas. Reduz o tempo de produção, cria excelentes superfícies, elimina o perigoso calor da retificação e maximiza completamente os lucros da sua fábrica.
-
Conheça o processo, as vantagens, as dicas de configuração e os dados de desempenho para comparar o turbilhonamento com a roscagem tradicional de várias passagens para obter roscas de veio mais rápidas e precisas. ↩
-
Descubra a geometria, as vantagens da distribuição da carga, o impacto do acabamento da superfície e as orientações de ferramentas/inspeção para produzir roscas de arco gótico precisas. ↩
-
Encontre orientações práticas sobre parâmetros e configurações que fornecem consistentemente Ra 0,8 microns para acabamentos de superfície de alta qualidade. ↩
-
Explore o turbilhonamento para saber como as fresas multi-inserção e a entrada tangencial proporcionam roscas suaves, baixo calor e o mínimo de vibração. ↩
-
Leia as análises de especialistas sobre a formação de camadas brancas para conhecer as causas, os riscos, como o recozimento de pistas, e a mitigação comprovada para evitar microfissuras e danos causados pelo calor. ↩
-
Saiba como o corte a seco elimina os fluidos de corte e os custos de eliminação, mantém as fábricas limpas e combina com pastilhas reafiáveis para poupança de custos. ↩

Chris Lu
Aproveitando mais de uma década de experiência prática na indústria de máquinas-ferramenta, particularmente com máquinas CNC, estou aqui para ajudar. Se tiver dúvidas suscitadas por este post, se precisar de orientação para selecionar o equipamento certo (CNC ou convencional), se estiver a explorar soluções de máquinas personalizadas ou se estiver pronto para discutir uma compra, não hesite em CONTACTAR-ME. Vamos encontrar a máquina-ferramenta perfeita para as suas necessidades.