
Как выбор шлифовального круга влияет на производительность бесцентрового шлифования?
Получаете неравномерное качество обработки, медленный съем материала или сжигаете дорогостоящие круги на бесцентровом шлифовальном станке? Выбор неправильного шлифовального круга приводит к потере времени, материала и денег, превращая точный процесс в досадное "узкое место".
Выбор шлифовального круга очень важен; такие факторы, как тип абразива (например, обычный или суперабразивный, такой как CBN/Diamond), размер зерна, связка и твердость, напрямую определяют скорость съема материала, качество обработки поверхности, срок службы круга и пригодность для работы с конкретными материалами заготовки.

Правильный выбор характеристик круга - залог высокой производительности. Суперабразивы, например, обеспечивают более длительный срок службы и сохраняют остроту на твердых металлах, но стоят дороже. Но даже самый лучший круг нуждается в правильной настройке станка. Многие параметры требуют пристального внимания еще до начала шлифования.
Какие ключевые параметры необходимо учитывать при настройке операции бесцентрового шлифования?
Вы столкнулись с проблемой болтанки, некруглости или несоответствия размеров на бесцентрово-шлифовальном станке? Погоня за переменными параметрами настройки отнимает драгоценное время и приводит к браку. Точное определение исходных параметров - основа любой успешной шлифовальной операции.
Основные параметры настройки включают выбор подходящей шлифовальной и регулировка колес, правильная установка угла и высоты лезвия рабочего упора, выбор оптимальной скорости вращения колес, эффективное управление охлаждающей жидкостью, а также выбор метода проходной или подающей подачи в зависимости от детали.

В компании J&M Machine Tools мы знаем, что многие проблемы начинаются именно с игнорирования этих основ. Ваше исследование подкрепляет всеобъемлющий контрольный список:
- Шлифовальные и регулирующие круги: Выберите подходящий тип абразива (например, оксид алюминия, карбид кремния или суперабразивы типа CBN/Diamond для твердых материалов), размер зерна (более крупное для черновой обработки, более мелкое для чистовой), тип связки (например, стеклообразная, смолистая) и твердость для оба колеса в зависимости от материала заготовки и требований к чистоте обработки. Регулирующее колесо управляет вращением и подачей заготовки.
- Лезвие для отдыха: Решающее значение для поддержки. Его материал, высота и особенно угол (подробнее об этом далее) должны быть установлены правильно.
- Скорость вращения колес: Скорость шлифовального круга должна быть достаточной для резки поверхности, в то время как скорость регулирующего круга контролирует скорость вращения заготовки. Они должны быть сбалансированы.
- Рабочая высота: Высота осевой линии заготовки относительно осевых линий колес влияет на стабильность и округлость. Неправильная высота может привести к разболтанности или лопоухости.
- Охлаждающая жидкость1: Для охлаждения, промывки стружки и смазки необходимо использовать охлаждающую жидкость соответствующего типа, расхода и давления. Недостаточное количество охлаждающей жидкости приводит к термическим повреждениям и плохой обработке.
- Метод измельчения2: Выберите проходной канал для простых цилиндров или подача (врезная) для деталей с головками, конусами или несколькими диаметрами.
- Выравнивание и правка станков: Убедитесь в том, что направляющие станка выровнены, а шлифовальные и регулирующие круги правильно подобраны по форме и остроте. Современные системы управления ЧПУ помогают поддерживать точность.
- Опыт работы оператором3: Хотя современные машины помогают, способность опытного оператора точно настроить эти параметры по-прежнему неоценима.
Какова функция лезвия рабочего упора и как его угол влияет на качество бесцентрового шлифования?
Несмотря на хорошие круги и настройку, ваши шлифованные детали постоянно имеют некруглую форму, конусность или следы разболтанности? Не упускайте из виду лезвие рабочего упора - его состояние и угол наклона в значительной степени влияют на результаты шлифования.
Лезвие рабочего упора поддерживает заготовку между шлифовальным и регулирующим кругами, обеспечивая ее устойчивость. Его угол наклона существенно влияет на устойчивость заготовки, округлость и качество обработки поверхности, контролируя давление на регулирующий круг.
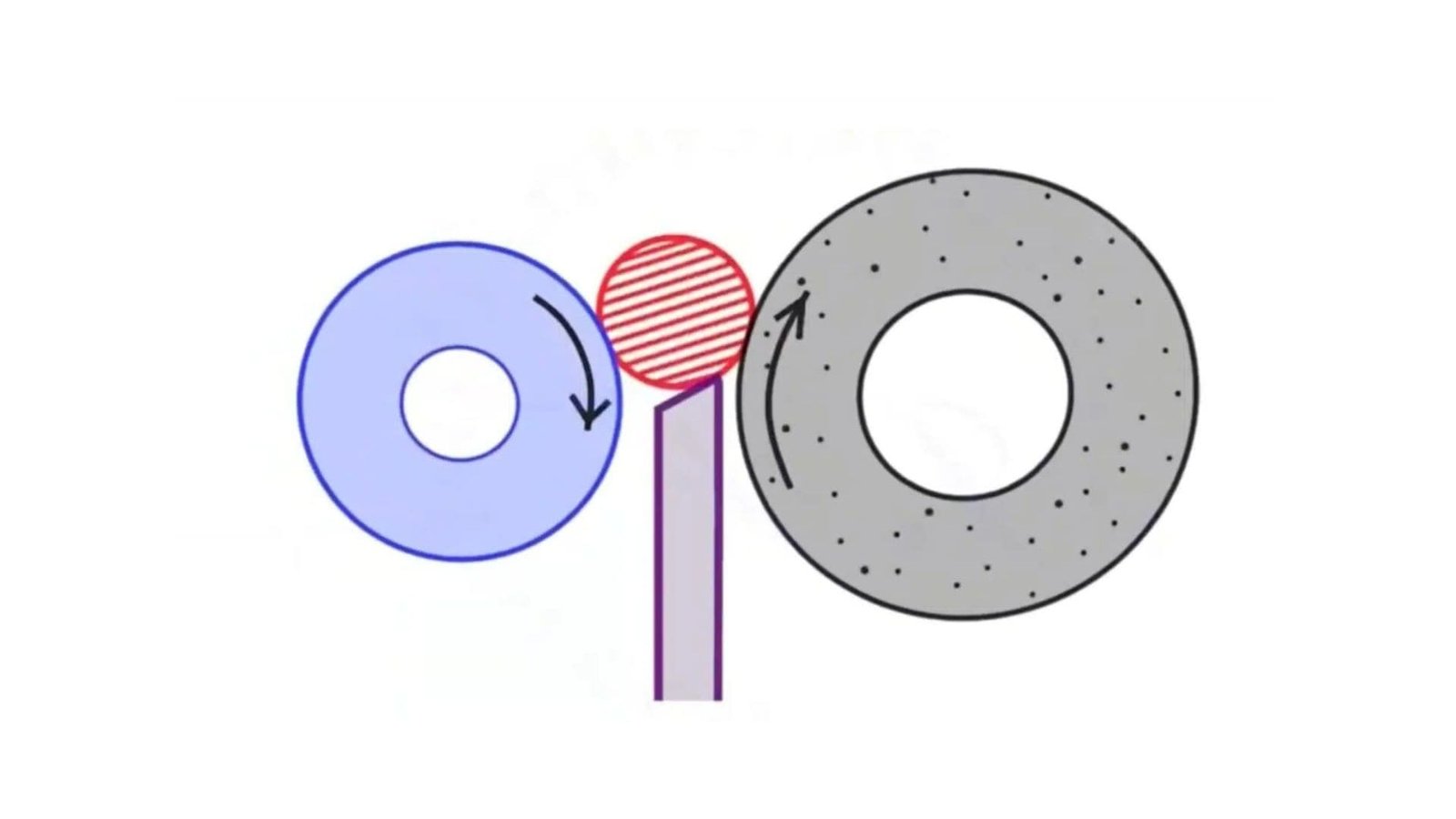
Считайте, что лезвие рабочего упора - это критическая третья точка контакта. Ваши соображения подтверждают, что она важна не только для удержания детали. Его основная функция заключается в следующем стабильная поддержка4. Сайт угол наклона верхней поверхности лезвия5 играет ключевую роль:
- Крутой угол (например, 30°): Часто рекомендуется для узких колес (например, 4" / 101,6 мм) или заготовок меньшего диаметра. Это увеличивает давление, прижимающее заготовку к регулировочному колесу, обеспечивая лучший контроль скорости вращения и потенциально улучшая эффект округления. Однако слишком крутой угол или чрезмерное давление могут привести к вибрации и дребезжанию.
- Более плоский угол (например, 20°-25°): Обычно используется для более широких колес (например, 6" / 152,4 мм или 8" / 203,2 мм) или больших заготовок. Это уменьшает составляющую давления вниз, помогая минимизировать вибрация и дребезжание6что приводит к повышению стабильности и потенциально улучшенной округлости и шероховатости поверхности крупных деталей.
Оптимальный угол зависит от ширины круга, диаметра заготовки и материала. Неправильный угол или изношенное/поврежденное лезвие напрямую приводят к геометрическим ошибкам (плохой округлости, цилиндричности) и дефектам обработки поверхности. Регулярный осмотр и точная регулировка крайне важны.
В чем разница между бесцентровым шлифованием с подачей и без подачи?
Не знаете, какое шлифование - подающее или проходное - подходит для ваших деталей? Использование неправильного метода приводит к неэффективности, низкому качеству или делает работу невозможной. Понимание различий является ключом к выбору процесса.
Шлифование с подачей (или врезное шлифование) предназначено для деталей с заплечиками, конусами или сложными формами, когда деталь помещается и шлифуется кругом, подающим материал. ви затем удаляется. Проходное шлифование подает прямые цилиндрические детали постоянно колеса.

Эти два метода служат разным целям, как показывает ваше исследование:
- Бесцентровое шлифование с подачей (врезанием)7:
- Процесс: Заготовка помещается на опорный нож напротив регулирующего круга. Затем шлифовальный круг перемещается в (плунжеров) для шлифования нужной детали (деталей). Осевая подача во время шлифования отсутствует. Торцевые упоры часто позиционируют заготовку в осевом направлении.
- Тип заготовки: Идеально подходит для деталей, которые не являются простыми цилиндрами - например, болтов с головкой (шлифовка хвостовика), деталей с несколькими диаметрами, шлифуемых одновременно с помощью круга, конических деталей или других сложных геометрических форм (например, песочных часов).
- Характеристики: Обеспечивает точность при работе с такими сложными формами. Время цикла на деталь может быть быстрым для формованных элементов.
- Бесцентровое шлифование с проходной подачей8:
- Процесс: Подача прямых цилиндрических заготовок в осевом направлении между шлифовальным и регулирующим кругами. Регулирующий круг слегка наклонен, обеспечивая усилие для непрерывного протягивания заготовки через зону шлифования.
- Тип заготовки: Лучше всего подходит для простых, прямых цилиндрических деталей, таких как штифты, стержни, валы или ролики, где требуется шлифовка по всей длине.
- Характеристики: Высокая производительность при крупносерийном производстве цилиндрических деталей. Не требует сложных механизмов подачи, помимо направляющих. Как правило, обеспечивает превосходный контроль размеров и округлость по всей длине.
| Характеристика | Шлифование на входе (врезное) | Проходное измельчение |
|---|---|---|
| Тип заготовки | Сложные, головные, конические, формованные | Простые прямые цилиндры, штоки, штифты |
| Движение заготовки | Удерживаемое в осевом направлении, колесо погружается в | Непрерывная подача через колеса |
| Основное использование | Особенности/формы шлифования | Равномерное шлифование по всей длине |
| Эффективность | Хорошо подходит для формирования деталей за цикл | Большой объем для цилиндрических деталей |
| Сложность | Возможность работы со сложной геометрией | Лучше всего подходит для простой геометрии |
Правильный выбор зависит от формы детали и объема производства.
Каковы основные процедуры технического обслуживания для обеспечения долговечности и точности бесцентрового шлифовального станка?
Ваш ранее надежный бесцентрово-шлифовальный станок начал отклоняться от допусков или испытывает непредвиденные простои? Пропуск планового технического обслуживания - это быстрый путь к дорогостоящему ремонту, задержкам в производстве и неточным деталям. Последовательный уход имеет решающее значение.
Основное техническое обслуживание включает в себя ежедневные проверки, регулярную смазку, обслуживание гидравлической системы, контроль шпинделя, правку/заточку инструмента, электрические/механические проверки и плановую замену компонентов для обеспечения долгосрочной точности и предотвращения поломок.
Бесцентрово-шлифовальный станок требует постоянного и детального внимания для поддержания его точности. На основании проведенного вами всестороннего исследования можно сделать вывод, что надежный график технического обслуживания должен включать в себя:
- Ежедневные задания:
- Проверьте, нет ли явных повреждений или неправильно расположенных компонентов.
- Очистите непосредственную рабочую зону, чтобы предотвратить попадание мусора.
- Проверьте уровень и состояние охлаждающей жидкости.
- Регулярные проверки (еженедельные/ежемесячные):
- Смазка: Убедитесь, что автоматические системы смазки работают, проверьте уровни масла (шпиндель, гидравлика, коробка передач), осмотрите смазочные блоки и линии на предмет утечек или засорения. Смазывайте точки вручную в соответствии с требованиями производителя.
- Гидравлическая система: Проверьте уровень, температуру и фильтры гидравлического масла. Осмотрите шланги на предмет износа, трещин или утечек. Послушайте необычный шум насоса.
- Шпиндели (шлифовальные и регулирующие): Контролируйте температуру подшипников и прослушивайте их на предмет шума/вибрации. При необходимости проверьте зазор в подшипниках шпинделя. Осмотрите уплотнения на предмет утечек. Обеспечьте надлежащий поток/давление масла, если это необходимо.
- Агрегаты для подтяжки/одевания: Осмотрите пути и крышки путей на наличие повреждений/мусора. Отрегулируйте направляющие для правильного перемещения ползуна. Проверьте механизмы защиты от зазора. Убедитесь в плавности хода комодов и остроте алмазов.
- Механические компоненты: Проверьте маховики, рукоятки, ведущие винты и гайки на предмет плавности хода и чрезмерного износа. Осмотрите подшипники на предмет шероховатостей и люфта.
- Электрический: Очистите вентиляторы двигателя и фильтры электрошкафа. Проверьте герметичность соединений (питание отключено!).
- Ежегодные/периодические задачи:
- Выполните полную промывку системы смазки и дозаправку, если это рекомендовано.
- Замените фильтры (гидравлический, охлаждающей жидкости, воздушный).
- Прогнозируйте замену известных изношенных элементов в зависимости от условий эксплуатации и рекомендаций производителя.
- Выполните полную проверку геометрии и калибровку станка.
- Непрерывный мониторинг: Всегда обращайте внимание на повышенную вибрацию, необычные шумы, ухудшение качества поверхности или трудности с выдерживанием размера - это часто указывает на развивающиеся проблемы, требующие немедленного вмешательства.
Такой тщательный подход, сочетающий ежедневное внимание с плановыми глубокими проверками, является залогом того, что ваш бесцентрово-шлифовальный станок будет работать точно и надежно в течение многих лет.
Заключение
Для освоения бесцентрового шлифования требуется тщательный выбор круга, точная настройка ключевых параметров, тщательное внимание к лезвию рабочего упора, выбор правильного метода шлифования (подача/обработка), а также строгий план технического обслуживания для обеспечения стабильной точности.
-
Изучение роли охлаждающей жидкости поможет вам предотвратить термические повреждения и добиться более качественной обработки при шлифовании. ↩
-
Понимание различных методов шлифования, таких как проходное и подающее, может повысить эффективность и точность обработки. ↩
-
Изучение влияния опыта оператора поможет вам оценить значение квалифицированного труда для достижения оптимальных результатов обработки. ↩
-
Понимание стабильности опоры имеет решающее значение для достижения точности обработки, обеспечивая лучшее качество и эффективность производства. ↩
-
Изучение этой темы может дать представление об оптимизации методов обработки для достижения лучших результатов и снижения ошибок. ↩
-
Изучение вибрации и дребезга может помочь повысить стабильность обработки и улучшить качество поверхности, повышая общее качество продукции. ↩
-
Перейдите по этой ссылке, чтобы узнать об уникальных применениях и преимуществах бесцентрового шлифования с подачей для сложных геометрических форм. ↩
-
Откройте для себя эффективность и преимущества бесцентрового шлифования с проходной подачей для крупносерийного производства цилиндрических деталей. ↩

Крис Лу
Используя более чем десятилетний практический опыт работы в станкостроении, особенно на станках с ЧПУ, я готов помочь. Если у вас возникли вопросы, вызванные этой статьей, вам нужно руководство по выбору подходящего оборудования (с ЧПУ или обычного), вы изучаете индивидуальные решения по станкам или готовы обсудить покупку, не стесняйтесь, свяжитесь со мной. Давайте найдем идеальный станок для ваших нужд
Крис Лу
Используя более чем десятилетний практический опыт работы в станкостроении, особенно на станках с ЧПУ, я готов помочь. Если у вас возникли вопросы, вызванные этой статьей, вам нужно руководство по выбору подходящего оборудования (с ЧПУ или обычного), вы изучаете индивидуальные решения по станкам или готовы обсудить покупку, не стесняйтесь, свяжитесь со мной. Давайте найдем идеальный станок для ваших нужд