
Что приводит к нарушению круглости при бесцентровом шлифовании?
Ваши детали с бесцентровой шлифовкой не проходят контроль из-за того, что они не идеально круглые? Достижение жестких допусков невозможно, если основные проблемы приводят к несовпадению диаметров, что приводит к браку и разочарованию.
Нарушение круглости часто является следствием неправильной правки регулирующего круга, недостаточного количества проходов шлифования для исходного состояния заготовки, тусклого или покрытого глазурью шлифовального круга или слишком агрессивной скорости съема материала (интенсивное резание или высокая скорость перемещения).
Исправление базовой некруглости - это первый шаг. Однако иногда проблема проявляется в специфических геометрических ошибках, таких как лобинг или многоугольные формы, которые требуют понимания несколько иных причин и решений.
Как предотвратить образование лобовых или многоугольных форм при бесцентровом шлифовании?
Ваши "круглые" детали при осмотре больше похожи на тонкие треугольники или пятиугольники? Этот эффект лобика - досадная геометрическая ошибка, которая разрушает точную подгонку и указывает на проблемы с настройкой.
Лобзинг (ошибка полигона) обычно предотвращается путем обеспечения правильной высоты центра заготовки относительно кругов, минимизации чрезмерного осевого усилия относительно торцевых упоров и правильной балансировки шлифовального круга.
В компании J&M Machine Tools мы видим, что лепестки возникают из-за неправильной геометрии шлифовальной установки. Ваши соображения указывают на основные причины и способы их устранения:
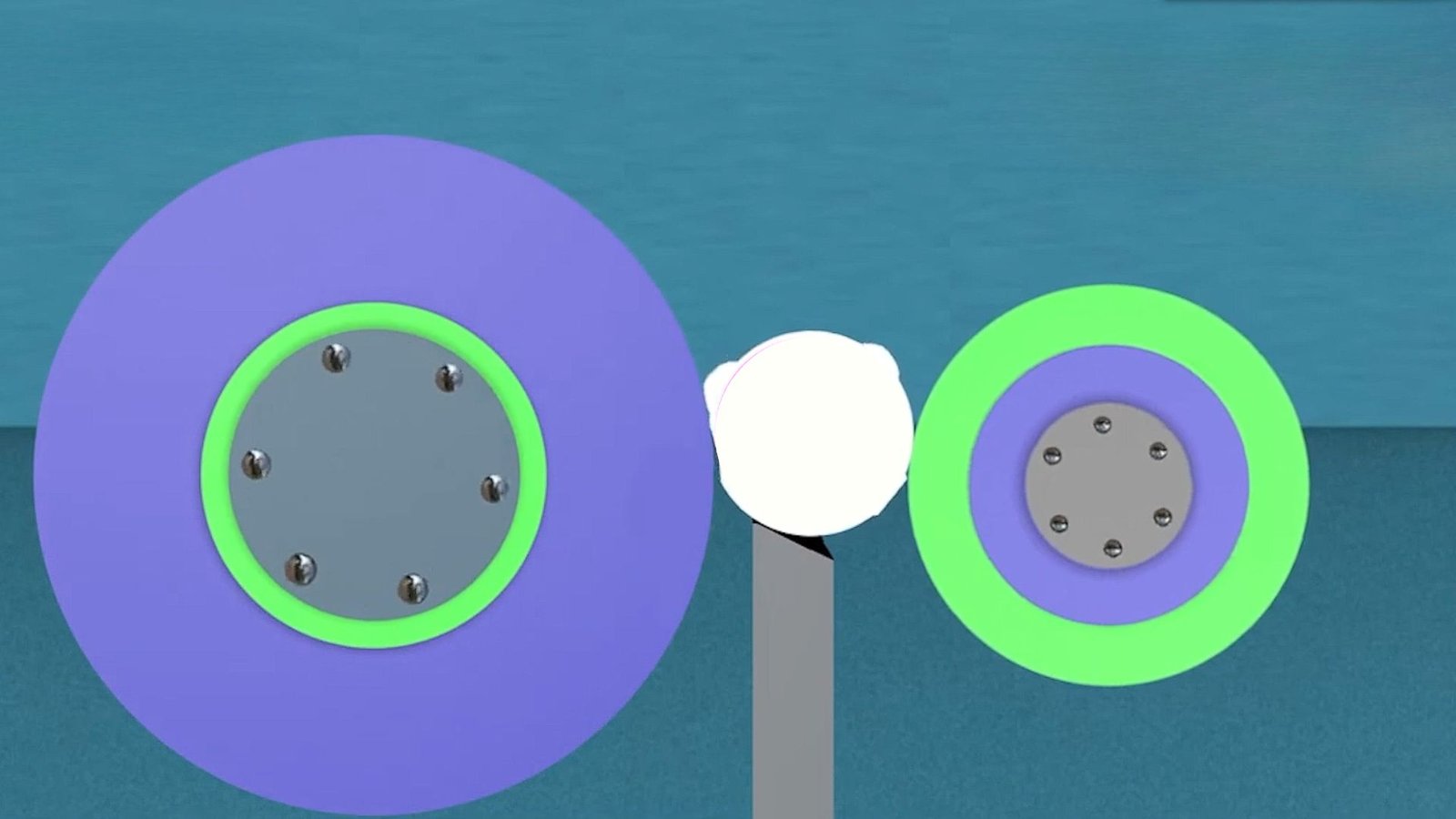
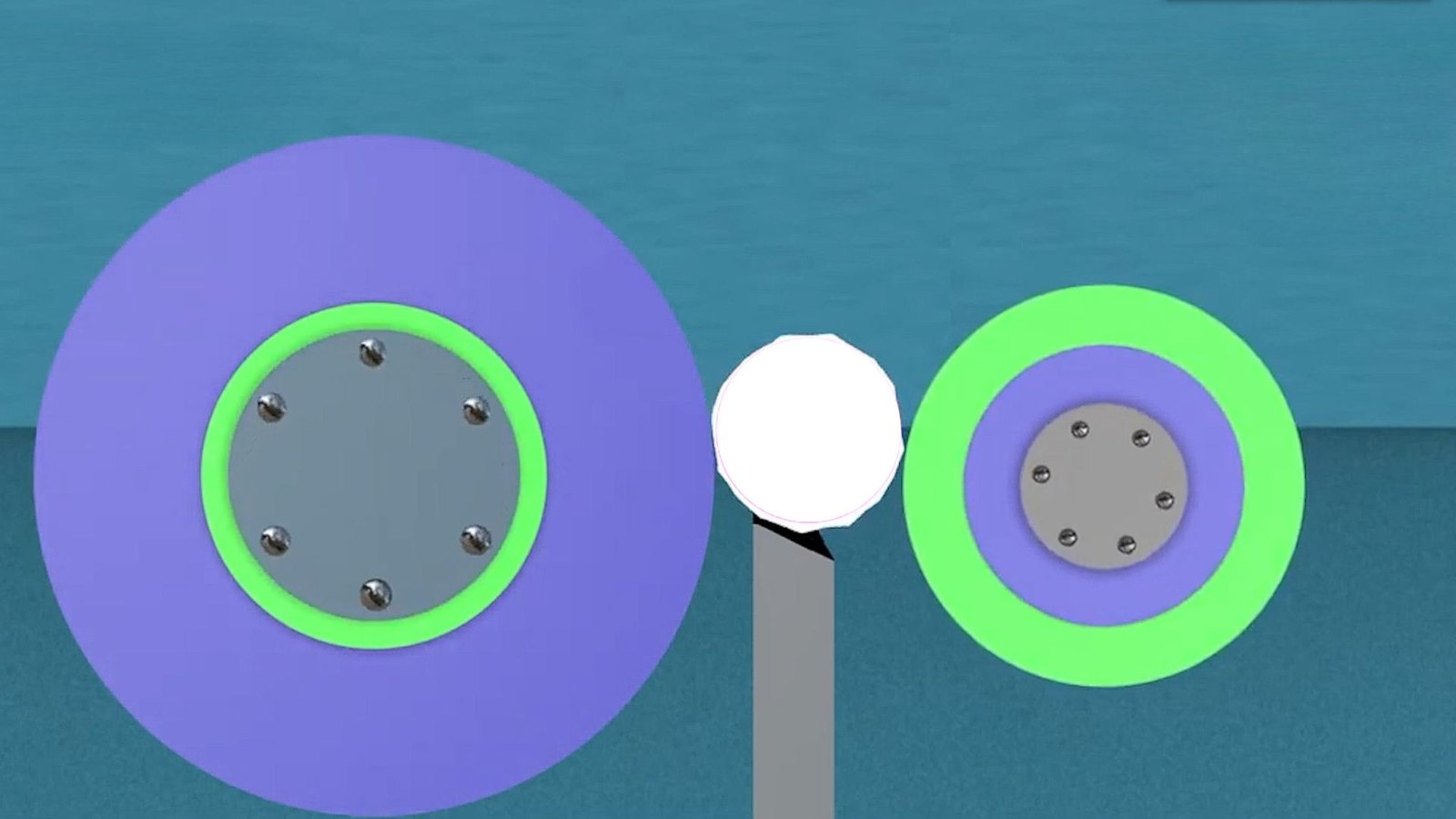
- Неправильная высота центра1: Это основной виновник. Соотношение между центральной линией детали и центрами шлифовальных и регулирующих кругов определяет процесс округления. Если центр детали слишком высокийно это может привести к появлению лепестков (часто нечетных, например, 3, 5, 7). И наоборот, хотя уменьшение высоты центра часто помогает, его установка слишком низкий также может вызвать проблемы. Точная регулировка имеет решающее значение.
- Чрезмерное осевое усилие (подача)2: Если заготовка слишком сильно прижимается к торцевому упору (что часто происходит при шлифовании на подаче), она может неравномерно вращаться относительно регулирующего круга, что приведет к неравномерному шлифованию и появлению выступов. Уменьшение угла наклона регулирующего круга (например, до 0,5° или даже 0,25°) может уменьшить эту тягу. Если проблема не решена, необходимо проверить, что опора ножа рабочей подставки идеально выровнена и отрегулирована.
- Дисбаланс шлифовального круга3: Несбалансированный шлифовальный круг создает вибрацию во всем станке, нарушая плавный контакт, необходимый для идеального скругления, и потенциально вызывая образование выступов. Тщательная балансировка необходима.
- Краткое описание решения: Тщательно отрегулируйте высоту центра заготовки (часто немного выше осевых линий колес, но соблюдайте рекомендации по эксплуатации станка). При подаче уменьшите наклон шлифовального круга, если есть подозрение на осевое усилие, и проверьте выравнивание опоры ножа. Всегда следите за тем, чтобы шлифовальный круг был хорошо сбалансирован.
Что приводит к появлению следов от разболтанной поверхности при бесцентровом шлифовании?
Вы видите некрасивые, равномерно расположенные рябины или волны на поверхности шлифованных деталей? Эти следы от болтанки портят качество обработки и часто указывают на вибрацию или нестабильность процесса шлифования.
Следы дребезга обычно возникают из-за дисбаланса шлифовального круга, вызывающего вибрацию, неправильной высоты центра детали, вызывающей нестабильность (подпрыгивание), тусклого/глазурованного шлифовального круга, который трется, а не режет, или слишком быстрой работы регулирующего круга.

Дребезг - это, по сути, вибрация, отпечатавшаяся на заготовке. Поиск источника этой вибрации - ключевой момент. Ваши соображения помогут выявить общие причины:
- Дисбаланс шлифовального круга: Как и в случае с лобированием, несбалансированное колесо является основным источником вибрации системы, что напрямую приводит к появлению следов дребезга на поверхности детали. Тщательная балансировка не подлежит обсуждению.
- Неправильная высота центра детали4: Если заготовка расположена неправильно относительно осевых линий круга (часто слишком высоко), она может стать неустойчивой и подпрыгивать во время шлифования. Непостоянный контакт приводит к появлению болтанки. Соответствующее уменьшение высоты центра (в оптимальных пределах) обычно улучшает стабильность.
- Тусклый или покрытый глазурью шлифовальный круг5: Когда абразивные зерна шлифовального круга становятся тупыми или на его поверхность попадает материал (нагар), он перестает эффективно резать и начинает тереть или пропускать. Такое неравномерное воздействие приводит к вибрации и дребезгу. Чтобы обнажить острые зерна и разрушить глазурь, необходима правильная правка. Чрезмерная правка, делающая круг слишком гладкая, иногда может привести к натиранию вместо резки.
- Слишком быстрое регулирование скорости вращения колеса: Если заготовка вращается слишком быстро, это может не дать шлифовальному кругу достаточно времени для эффективного плавного резания материала, что может привести к нестабильности и дребезгу. Снижение скорости вращения шлифовального круга часто помогает успокоить процесс.
Как настроить бесцентрово-шлифовальный станок для предотвращения конусности деталей?
Ваши детали после шлифовки постоянно оказываются меньше на одном конце, чем на другом? Конусность - это распространенная проблема, которая не позволяет деталям соответствовать спецификациям печати и часто указывает на проблемы с выравниванием.
Для предотвращения конусности необходимо убедиться, что направляющие пластины заготовки (подача/вывод) идеально параллельны линии контакта регулирующего круга или оси, а также убедиться, что шлифовальный круг одет прямо, без присущей ему конусности.

Для достижения идеальной цилиндричности требуется точное выравнивание по всей зоне шлифования. В ваших заметках выделены критические зоны:
- Выравнивание направляющих пластин6: Это очень важно, особенно при проходном шлифовании. Сайт передняя направляющая пластина (со стороны входа) и задняя направляющая пластина (сторона выхода) должна направлять заготовку строго параллельно оси регулирующего колеса или линии контакта.
- Если передняя направляющая расположена под углом прочь от шлифовального круга (относительно регулирующего круга), передняя часть детали может быть отшлифована немного меньше.
- Если задняя направляющая расположена под углом прочь от шлифовального круга, задняя часть может стать меньше.
- Для обеспечения идеальной параллельности этих направляющих необходима тщательная регулировка с помощью индикаторов.
- Неправильная правка колес7: Если во время правки шлифовального круга траектория движения алмазной правки не будет идеально параллельна оси регулирующего круга, это приведет к образованию конуса на самом шлифовальном круге. Эта конусность колеса будет непосредственно передаваться на заготовку. Установку для правки необходимо проверить и отрегулировать в зависимости от того, в каком направлении происходит конусность детали.
- Неравномерный износ колес8: Значительный или неравномерный износ поверхности шлифовального или регулирующего круга также может со временем вызвать конусность. Важно следить за характером износа и по мере необходимости производить правку или замену кругов.
Как исправить выпуклые (бочкообразные) детали после бесцентрового шлифования?
Ваши детали получаются толще в середине и тоньше на концах, как бочка? Такая выпуклая форма - еще одна досадная геометрическая ошибка, которая обычно указывает на конкретные ошибки при настройке.
Формирование бочки (выпуклые части) обычно вызвано наклоном как передней, так и задней направляющих пластин в направлении со стороны шлифовального круга или за счет того, что сам шлифовальный круг имеет вогнутую (полую) форму.
Это состояние "центр высоко" противоположно конусности, но часто связано с проблемами с направляющими или формой колеса. Ваши соображения объясняют причины:
- Направляющие пластины расположены под углом внутрь: Если оба передняя и задняя направляющие пластины слегка наклонены к шлифовальному кругу (защемление траектории в середине относительно концов), концы заготовки будут получать немного больше давление измельчения9 или времени, в результате чего они становятся меньше относительно центра. Решение заключается в повторной регулировке направляющих, обеспечивающей их полную параллельность предполагаемой траектории движения заготовки/оси регулирующего колеса.
- Вогнутый шлифовальный круг10: Если в процессе правки на лицевой стороне шлифовального круга случайно образуется вогнутая ("талия барабана" или впадина) форма, она будет передана заготовке. Высокие точки вогнутого круга будут шлифовать концы детали больше, чем центр, в результате чего деталь получится выпуклой. Процедура правки должна быть отрегулирована таким образом, чтобы обеспечить идеально прямую или соответствующим образом корончатую (если это необходимо по другим причинам) поверхность круга, избегая вогнутого профиля.
Заключение
Достижение истинной круглости и постоянства размеров при бесцентровом шлифовании означает решение потенциальных проблем, таких как регулирование состояния круга, высоты центра, выравнивание направляющих, балансировка круга и правильная правка, чтобы избежать распространенных дефектов.
-
Понимание влияния неправильной высоты центра может помочь повысить точность шлифования и предотвратить такие дефекты, как лобирование. ↩
-
Изучение этой темы может помочь оптимизировать методы шлифования и добиться лучших результатов. ↩
-
Изучение дисбаланса шлифовального круга может повысить производительность станка и качество продукции, уменьшив количество дефектов. ↩
-
Узнайте о важности правильного позиционирования деталей для повышения устойчивости и снижения вибрации при шлифовании. ↩
-
Узнайте, как ухаживать за шлифовальными кругами для достижения оптимальной производительности и предотвращения разболтанности при обработке. ↩
-
Понимание выравнивания направляющих плит необходимо для достижения точности шлифования, обеспечивая оптимальную производительность и качество обрабатываемых деталей. ↩
-
Изучение последствий неправильной правки круга поможет вам избежать распространенных ошибок и повысить эффективность шлифования и качество продукции. ↩
-
Знание о неравномерном износе круга имеет решающее значение для обслуживания шлифовального оборудования и обеспечения стабильных результатов в процессах обработки. ↩
-
Изучите значение давления при шлифовании в процессе обработки, чтобы лучше понять качество и производительность заготовок. ↩
-
Узнайте, как правка вогнутых кругов может изменить размеры заготовки, и ознакомьтесь с передовыми методами достижения оптимальных результатов. ↩

Крис Лу
Используя более чем десятилетний практический опыт работы в станкостроении, особенно на станках с ЧПУ, я готов помочь. Если у вас возникли вопросы, вызванные этой статьей, вам нужно руководство по выбору подходящего оборудования (с ЧПУ или обычного), вы изучаете индивидуальные решения по станкам или готовы обсудить покупку, не стесняйтесь, свяжитесь со мной. Давайте найдем идеальный станок для ваших нужд
Крис Лу
Используя более чем десятилетний практический опыт работы в станкостроении, особенно на станках с ЧПУ, я готов помочь. Если у вас возникли вопросы, вызванные этой статьей, вам нужно руководство по выбору подходящего оборудования (с ЧПУ или обычного), вы изучаете индивидуальные решения по станкам или готовы обсудить покупку, не стесняйтесь, свяжитесь со мной. Давайте найдем идеальный станок для ваших нужд