
Что делает хвостовая бабка на токарном станке с ЧПУ при обработке?
Пытаетесь точно обточить на токарном станке с ЧПУ длинные и тонкие валы, например, оси или даже стволы винтовок? Без надлежащей опоры эти детали могут легко шататься, изгибаться под действием силы резания или вибрировать, что приведет к плохой обработке поверхности и неточным размерам.
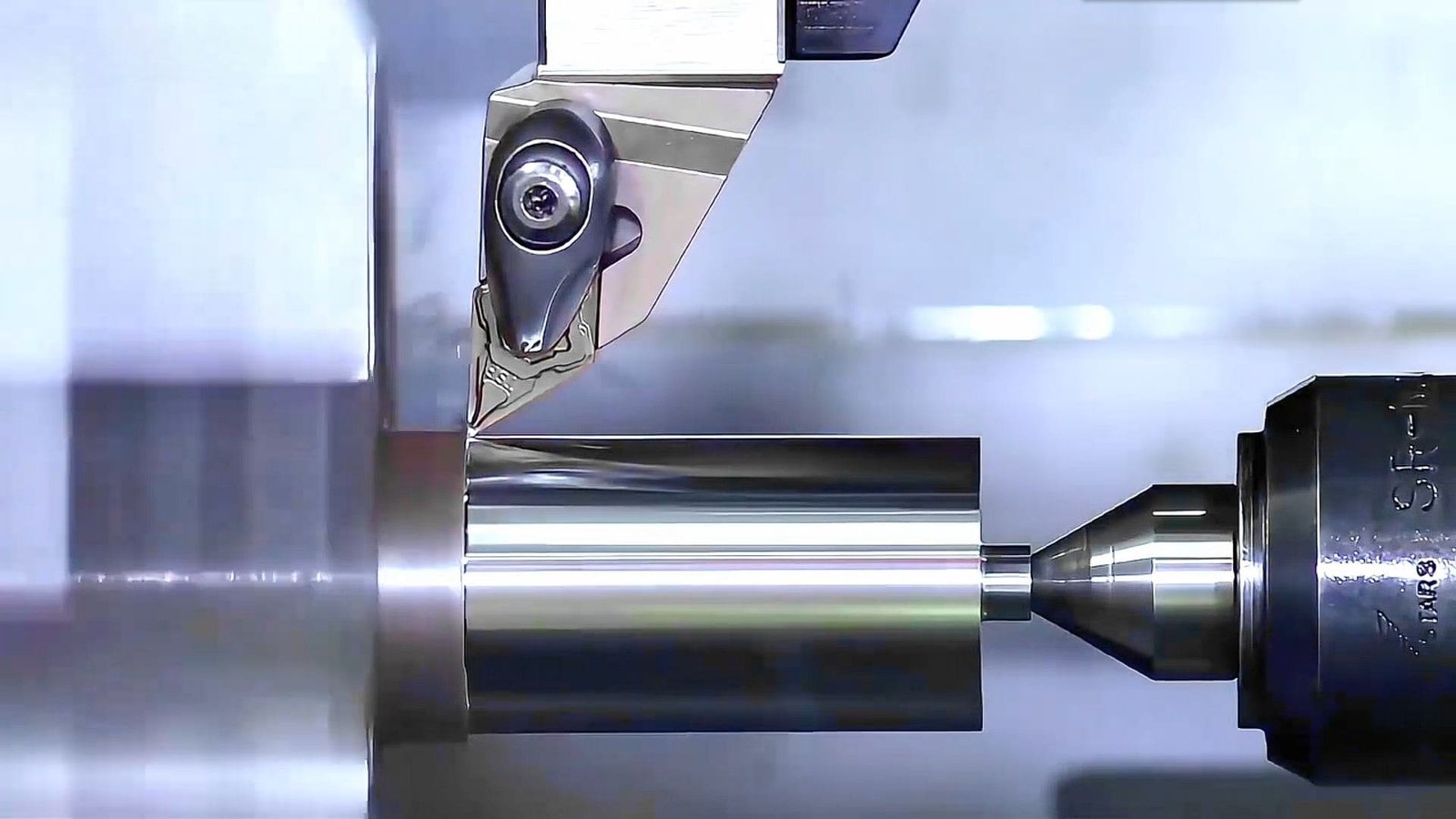
Задняя бабка в основном поддерживает свободный конец длинных заготовок, закрепленных в патроне главного шпинделя, предотвращая их прогиб и вибрацию. Она обеспечивает устойчивость, позволяет точно обрабатывать деталь по всей ее длине и иногда может удерживать инструмент для операций центрирования.

Эта опора является основополагающей для многих токарных операций, особенно когда длина заготовки значительно превышает ее диаметр. Но просто знать его основную роль недостаточно. Как его использование влияет на качество деталей, которые мы производим, и какие критические факторы, такие как тип центра, выравнивание и давление, важны?
Можно ли с помощью хвостовой бабки повысить точность и чистоту поверхности обрабатываемых деталей?
Вы столкнулись с проблемой конусности, болтанки или плохой округлости длинных точеных деталей, особенно с большим отношением длины к диаметру? Эти проблемы часто возникают из-за изгиба или вибрации заготовки во время резки, что нарушает допуски и окончательный вид.
Да, использование задней бабки значительно повышает точность и качество обработки поверхности благодаря жесткой опоре, которая минимизирует прогиб и вибрацию заготовки. Это напрямую приводит к повышению точности размеров (меньшая конусность, лучшая округлость) и более гладкой обработке.
В компании J&M Machine Tools мы знаем, что когда режущий инструмент давит на длинную заготовку, он стремится согнуться. Без такой важной концевой опоры вы получите несоответствия. Ваши исследования подтверждают преимущества:
- Стабильность и уменьшение прогиба1: Задняя бабка действует как прочный якорь, удерживая заготовку между шпинделем и центром задней бабки. Это противодействует силам резания, предотвращая отклонение детали от инструмента, что очень важно для предотвращения конусности, особенно для деталей с соотношением длины к диаметру более 2:1 или 3:1.
- Минимизация вибрации (дребезжания): Надежно закрепленная заготовка гораздо меньше подвержена вибрации во время резки. Меньшая вибрация означает значительно более гладкую поверхность (меньшее значение шероховатости) и улучшенную округлость, что очень важно для высокоточных деталей, например, в аэрокосмической промышленности.
- Улучшенное выравнивание и концентричность2: Он помогает обеспечить точное вращение заготовки относительно центральной оси токарного станка, сохраняя концентричность по всей длине. Это очень важно для стабильного получения точных диаметров и форм. Задняя бабка эффективно борется с осевыми ошибками и проблемами округлости, возникающими из-за плохой поддержки.
В чем разница между использованием живого и мертвого центров в хвостовой бабке?
Запутались в том, какой центр использовать в задней бабке - "живой" или "мертвый" - и как этот выбор влияет на обработку на станках с ЧПУ? Неправильный выбор может привести к перегреву, преждевременному износу или некачественной поддержке, что в конечном итоге скажется на качестве и эффективности работы.
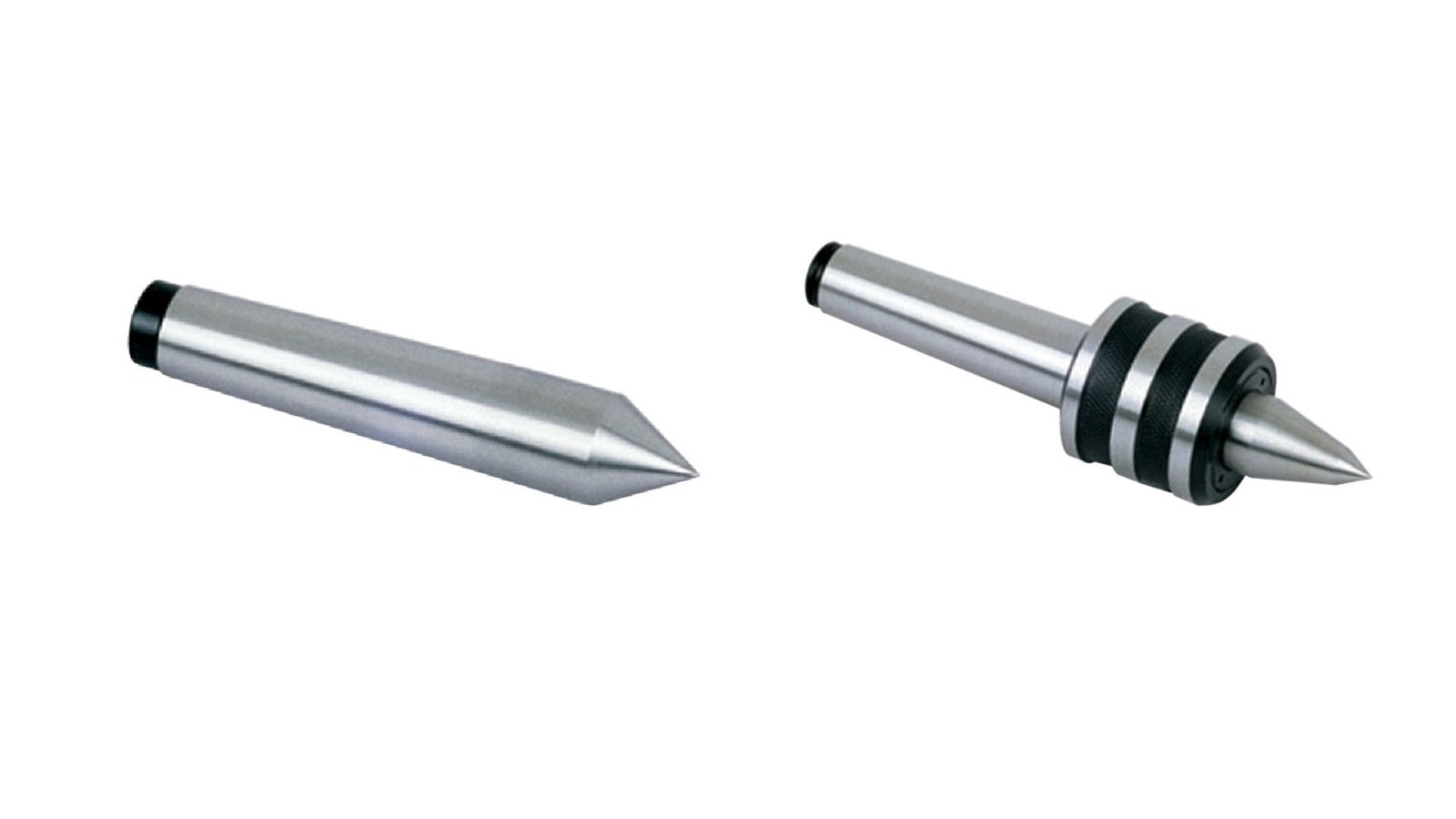
Живой центр имеет внутренние подшипники, позволяющие его наконечнику вращаться с заготовку, минимизируя трение и нагрев. Мертвая точка является твердой; заготовка вращается против его неподвижный наконечник, создавая больше трения и тепла.
Понимание различий - ключевой момент для оптимизации настройки, особенно в сложных условиях работы с ЧПУ. Ваше исследование дает четкое сравнение:
| Характеристика | Живой центр | Мертвый центр (фиксированный центр) |
|---|---|---|
| Вращение | Наконечник вращается вместе с заготовкой на внутренних подшипниках | Наконечник неподвижен; заготовка вращается относительно него |
| Трение/тепло | Низкое трение, меньшее выделение тепла | Высокое трение, возможно значительное выделение тепла |
| Ограничение скорости | Подходит для высоких оборотов, характерных для обработки на станках с ЧПУ | Более низкие пределы оборотов из-за трения/нагревания |
| Точность | Очень высокая точность позиционирования, сохраняется концентричность | Простота, потенциально высокая начальная жесткость |
| Носите | Износ подшипников со временем (требуется техническое обслуживание) | Наконечник изнашивается из-за трения (нуждается в смазке) |
| Пригодность | Предпочтительно для ЧПУ (скорость, большие тиражи, термочувствительные материалы) | Более простая настройка, ручные токарные станки, более низкие скорости. |
Для большинства современных Применение токарных станков с ЧПУ3 уделяя особое внимание скорости, точности и эффективности. живой центр является стандартным выбором. Его способность вращаться значительно снижает трение, предотвращая сгорание или деформацию центрального отверстия заготовки и обеспечивая более высокую производительность. скорости резки4 без проблем. Мертвые центры, хотя и более простые, требуют тщательной смазки и управления скоростью, чтобы избежать износа и теплового повреждения, что делает их менее практичными для автоматизированных или длительных работ с ЧПУ.
Как правильная центровка и давление в хвостовой бабке влияют на результаты обработки?
Вы тщательно настраивали заготовку с помощью задней бабки, но все равно сталкивались с проблемой конусности, несоответствия диаметра или плохой обработки? Часто виной тому не заготовка или инструмент, а неправильное выравнивание или давление задней бабки.
Правильная центровка задней бабки имеет решающее значение; несоосность напрямую приводит к ошибкам конусности и округлости. Неправильное давление (слишком малое или слишком большое) приводит к вибрации, отклонению, плохой обработке, повреждению заготовки и даже к угрозе безопасности.

Подумайте о том, что центры задней бабки и шпинделя должны образовывать идеально прямую линию, параллельную оси Z станины токарного станка. Ваше исследование подчеркивает критический характер правильного выполнения этой задачи:
- Эффекты выравнивания5: Если центр задней бабки не идеально выровнен (по горизонтали или вертикали) с осью шпинделя, это заставляет заготовку вращаться эксцентрично. Это гарантирует конусность по длине детали, а также могут возникать погрешности округлости. Соблюдение центровки обеспечивает концентрическое вращение заготовки для получения точных срезов.
- Эффект давления: Правильное давление - это баланс.
- Слишком малое давление: Заготовка удерживается ненадежно. Она может чрезмерно вибрировать (дребезжать), слегка смещаться во время резки или отклоняться под давлением инструмента, что приводит к плохой обработке поверхности, неточности в размерах6и потенциальное сокращение срока службы инструмента.
- Слишком много давления: Особенно при обработке тонких деталей или хрупких материалов чрезмерное усилие может привести к изгибу или деформации заготовки. Оно также может повредить центровочное отверстие в заготовке, перегреть центр (особенно мертвые центры) или создать чрезмерную нагрузку на подшипники живого центра или даже подшипники шпинделя станка.
Достижение высококачественных результатов требует постоянного оба точное геометрическое выравнивание и тщательно контролируемое давление зажима, соответствующее заготовке и силам, возникающим в процессе обработки.
Как правильно отрегулировать положение хвостовой бабки?
Вам нужно точно выровнять заднюю бабку, но вы не знаете, как лучше поступить? Полагаться на догадки или простой визуальный контроль недостаточно для обеспечения точности ЧПУ и, скорее всего, приведет к браку из-за конусности или других геометрических ошибок.
Отрегулируйте заднюю бабку, сначала придвинув ее вплотную к заготовке, зафиксировав ее, а затем точно настроив выдвижение пиноли с помощью маховика/поводкового винта. Очень важно проверить выравнивание с помощью циферблатного индикатора по контрольному стержню или точному диаметру, прежде чем прикладывать соответствующее давление.

Идеальное соосное расположение задней бабки с центральной линией шпинделя не является обязательным условием для точных работ. Основываясь на стандартной практике и ваших подробных исследованиях, вот надежный метод:
- Ослабьте замок: Освободите главный стопорный механизм, фиксирующий корпус задней бабки на направляющих станины токарного станка.
- Грубая позиция: Вручную переместите всю заднюю бабку в сборе вдоль направляющих в положение, примерно соответствующее длине заготовки.
- Корпус замка: Надежно затяните основной замок, чтобы зафиксировать положение корпуса задней бабки на станине.
- Настройте перо: С помощью маховика или ведущего винта выдвиньте пиноль задней бабки (часть, удерживающая центр) по направлению к заготовке. Установите соответствующий центр (живой или мертвый).
- Проверьте выравнивание (критический шаг):
- Установите прецизионную контрольную линейку между центрами или выточите точный диаметр на заготовке, закрепленной в патроне.
- Используйте чувствительный циферблатный индикатор, установленный на каретке/крестовине.
- Проверьте наличие вертикальное выравнивание проведя индикатором по верхней поверхности контрольной линейки/диаметра или по пиноли задней бабки. Отрегулируйте высоту (при необходимости часто используя прокладки под основание задней бабки), пока показания не станут стабильными.
- Проверьте наличие горизонтальное выравнивание проведите индикатором по стороне, обращенной к оператору. Отрегулируйте с помощью винтов боковой регулировки задней бабки, пока показания не станут одинаковыми по всей длине.
- Оказывайте давление: Осторожно продвигайте пиноль, чтобы ее центр вошел в центральное отверстие заготовки. Приложите достаточное давление, чтобы надежно зафиксировать деталь, не деформируя ее - для этого часто требуется некоторое ощущение или обращение к техническим характеристикам станка.
- Проверьте стабильность: Перед началом резки осторожно попробуйте подвести конец заготовки к задней бабке, чтобы убедиться, что она надежно закреплена и не имеет люфта. Для длинных/критичных деталей выполните пробный рез и измерьте конусность, при необходимости выполняя точную регулировку, чтобы компенсировать незначительный износ пути.
Этот методичный процесс обеспечивает точную и стабильную опору задней бабки.
Заключение
Задняя бабка - важнейший компонент токарного станка с ЧПУ для поддержки длинных заготовок, что значительно повышает точность обработки и качество поверхности. Для достижения оптимальных результатов необходимо понимать, что такое живой и мертвый центры, а также тщательно следить за правильным выравниванием и давлением.
-
Понимание этой концепции имеет решающее значение для повышения точности обработки и предотвращения дефектов в заготовках. ↩
-
Эти знания необходимы для обеспечения точности производственных процессов, особенно при изготовлении высокоточных деталей. ↩
-
Будьте в курсе последних тенденций в области применения токарных станков с ЧПУ для улучшения процессов обработки. Посетите этот ресурс, чтобы получить ценную информацию. ↩
-
Узнайте, как скорость резания влияет на производительность, чтобы оптимизировать работу ЧПУ. По этой ссылке вы найдете необходимые знания для достижения лучших результатов. ↩
-
Понимание эффектов центровки имеет решающее значение для достижения точности в токарных операциях, обеспечивая лучшее качество и точность вашей работы. ↩
-
Выявление причин неточностей в размерах может улучшить процессы обработки, обеспечивая высокое качество и точность ваших проектов. ↩

Крис Лу
Используя более чем десятилетний практический опыт работы в станкостроении, особенно на станках с ЧПУ, я готов помочь. Если у вас возникли вопросы, вызванные этой статьей, вам нужно руководство по выбору подходящего оборудования (с ЧПУ или обычного), вы изучаете индивидуальные решения по станкам или готовы обсудить покупку, не стесняйтесь, свяжитесь со мной. Давайте найдем идеальный станок для ваших нужд
Крис Лу
Используя более чем десятилетний практический опыт работы в станкостроении, особенно на станках с ЧПУ, я готов помочь. Если у вас возникли вопросы, вызванные этой статьей, вам нужно руководство по выбору подходящего оборудования (с ЧПУ или обычного), вы изучаете индивидуальные решения по станкам или готовы обсудить покупку, не стесняйтесь, свяжитесь со мной. Давайте найдем идеальный станок для ваших нужд