
Что такое бесцентрово-шлифовальный станок?
Не можете добиться точности на деталях без центров? Стандартное шлифование часто требует центров, но что делать, если у ваших деталей их просто нет, или большой объем делает центрирование непрактичным?
Бесцентрово-шлифовальный станок обрабатывает внешнюю поверхность цилиндрических деталей с помощью двух кругов - шлифовального и регулирующего - и опорного ножа. Ему не нужны центровые отверстия, что обеспечивает высокую точность и эффективное массовое производство деталей.
Понимание того, как эти станки справляются с этой задачей, - первый шаг к осознанию их ценности. Мы работали со многими клиентами, которые обнаружили, что бесцентровое шлифование устраняет узкие места в производстве, к которым обычные методы не могли прикоснуться. Давайте подробнее рассмотрим, как они работают и почему они так эффективны для определенных видов работ.
Как работает бесцентрово-шлифовальный станок?
Как можно точно отшлифовать деталь, не удерживая ее в центре? Звучит сложно, но продуманное взаимодействие ключевых компонентов делает этот процесс очень контролируемым и эффективным.
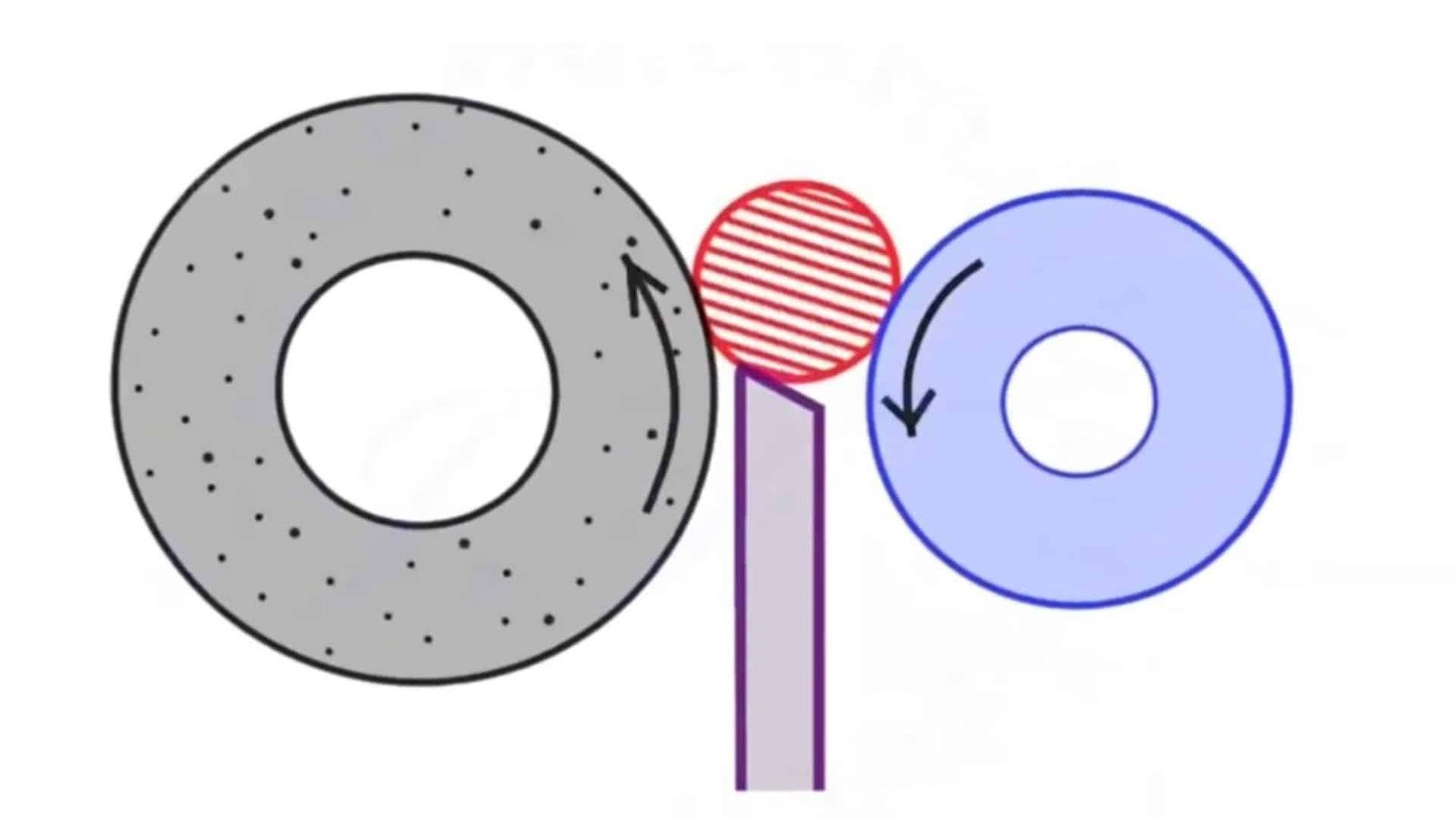
Для резки используется быстрый шлифовальный круг, для управления - более медленный регулирующий круг, а для опоры - опорный диск. Заготовка располагается между ними, вращаясь и точно подаваясь под действием регулирующего круга.

Давайте углубимся в механику. Правильная настройка очень важна, и я провел бесчисленное количество часов, помогая командам отладить эти взаимодействия для достижения оптимальных результатов.
Основные компоненты: объяснение
Волшебство происходит благодаря координации четырех основных частей:
- Шлифовальный круг: Это мощный инструмент. Изготовленный из твердых абразивных материалов, таких как оксид алюминия или карбид кремния, он вращается с высокой скоростью (тысячи футов поверхности в минуту) для точного удаления материала. Его спецификация полностью зависит от конкретной работы - материала, который шлифуется, необходимого удаления массы и конечного результата.
- Регулирующее колесо: Этот диск играет ключевую роль в управлении. Часто изготовленный из абразива на резиновой связке для обеспечения хорошего трения, он вращается гораздо медленнее. Его основная задача - вращать заготовку (за счет трения) с постоянной скоростью и, что очень важно, контролировать скорость подачи. На сайте сквозная подача При шлифовании этот круг слегка наклоняют или наклонный, которая создает осевую силу, проталкивающую заготовку через зону шлифования.
- Лезвие для отдыха1: Этот неподвижный нож располагается под заготовкой, поддерживая ее между двумя колесами. Его высота относительно центров колес и угол наклона вершины являются критически важными параметрами. Правильное позиционирование обеспечивает стабильность и помогает добиться желаемой округлости и размера. Я всегда говорю: если у вас есть проблемы с округлостью, сначала проверьте высоту лезвия!
- Машинная база: Обеспечивает жесткую основу для всех компонентов, гарантируя стабильность и выравнивание, что очень важно для прецизионного шлифования.
Три основных типа бесцентрового шлифования
В зависимости от формы детали мы используем различные режимы:
- Сквозная подача: Этот способ наиболее распространен для простых, прямых цилиндров, таких как штифты или стержни. Детали подаются непрерывно, одна за другой, прямо через зазор между колесами. Наклонное регулирующее колесо обеспечивает осевой толчок. Мы часто используем эту систему для крупносерийных работ, где важна скорость.
- Подача (или погружение)2: Используется для деталей с головками, заплечиками, конусами или несколькими диаметрами, например болтов или стержней клапанов. Заготовка лежит на лезвии, и либо лезвие/заготовка, либо круги перемещаются в радиальном направлении (врезаются) для шлифования профиля. Шлифовальный круг часто притирается к отрицательной форме детали. Это требует тщательной правки и настройки круга.
- Конечная подача: Лучше всего подходит для конических деталей, когда заготовка подается в осевом направлении к упору, шлифуется, а затем втягивается. Вспомните шлифование конуса на иглах или плунжерах. В нашей мастерской этот метод встречается реже, но он необходим для особых требований к коническим деталям.
В чем преимущества бесцентровых шлифовальных машин по сравнению с внешними круглыми шлифовальными машинами?
Всегда ли бесцентровое шлифование лучше стандартного? Не всегда, но знание конкретных преимуществ поможет вам выбрать правильный процесс для ваших производственных нужд и избежать дорогостоящих несоответствий.
К основным преимуществам относятся отсутствие необходимости в центральных отверстиях (что повышает точность), высокая производительность за счет непрерывной подачи, превосходные возможности округления/финишной обработки, а также улучшенная поддержка, которая минимизирует прогиб длинных и тонких деталей.
Давайте разберемся в этих преимуществах. Мы наблюдаем значительное повышение производительности, когда клиенты переводят подходящие детали на бесцентровое шлифование.
Основные преимущества
- Устраняет проблемы с центральным отверстием: Это очень важно. Подготовка центровых отверстий занимает много времени и приводит к возможным ошибкам. Если центры неточны или повреждены, обычное шлифование страдает. Бесцентровое шлифование полностью исключает эту проблему. Я вспоминаю одного клиента, производящего маленькие штифты, где отказ от центрирования резко снизил процент брака.
- Высокие производственные показатели: Особенно при сквозном шлифовании детали можно обрабатывать непрерывно, из конца в конец. Загрузка и выгрузка сводятся к минимуму или легко автоматизируются. Это делает его невероятно быстрым для массового производства. Подумайте о тысячах деталей в час.
- Улучшенная точность и округлость3: Заготовка, по сути, сама формирует свою центральную ось между тремя точками контакта (два колеса, одно лезвие). Это самокорректирующееся действие может обеспечить исключительную округлость, часто лучшую, чем достижимая с помощью центров, особенно если исходная деталь не идеально круглая.
- Отличная поддержка уменьшает прогиб: Длинные и тонкие детали поддерживаются непосредственно под шлифовальной точкой лезвием, а сбоку - регулирующим кругом. Это сводит к минимуму изгиб или прогиб, которые могут возникнуть при удержании таких деталей между центрами, что обеспечивает лучшую прямолинейность и постоянный диаметр. Мы используем этот метод для производства длинных и тонких валов.
- Хорошая обработка поверхности4: Стабильная установка и непрерывное шлифование обычно приводят к очень гладкой поверхности.
Вот краткое сравнение:
| Характеристика | Бесцентровое шлифование | Внешнее цилиндрическое шлифование |
|---|---|---|
| Рабочий холдинг | Регулирующее колесо и лопасть | Центры / патрон |
| Центральные отверстия | Не требуется | Требуется (обычно) |
| Типичное использование | Простые цилиндры большого объема | Небольшие объемы, сложные формы |
| Время загрузки | Очень низкий (сквозное питание) | Выше (установка/центрирование деталей) |
| Округлость | Потенциально очень высокий | Зависит от точности центровых отверстий |
| Тонкие детали | Отличная поддержка, низкий прогиб | Склонны к отклонениям |
Внешние шлифовальные машины по-прежнему выигрывают при обработке сложных профилей, требующих точной индексации, или деталей, где неизбежны центры. Главное - использовать правильный инструмент для работы.
Какова роль резинового круга в бесцентровом шлифовальном станке?
Этот часто резиновый круг кажется менее агрессивным, чем основной шлифовальный круг. Неужели он предназначен только для вращения детали? На самом деле его роль сложна и абсолютно необходима для правильной работы всего процесса.
Резиновое (регулирующее) колесо регулирует скорость вращения заготовки и осевую подачу (при сквозной подаче). Его существенный захват направляет деталь, обеспечивает стабильный контакт и гасит вибрации для повышения точности.

Понимание того, что делает этот круг, очень важно для устранения неполадок и настройки. Я часто обнаруживаю, что проблемы с регулирующим колесом стоят за многими распространенными проблемами шлифования.
Функции регулирующего колеса
Давайте разберем его важнейшие задачи:
- Управление вращением: Изготовлен из таких материалов, как абразив на резиновой связке5 чтобы обеспечить высокое трение, он захватывает заготовку. Вращаясь гораздо медленнее, чем шлифовальный круг, он заставляет заготовку вращаться с собственной скоростью поверхности. Эта разница в скорости является основополагающей для процесса шлифования. Регулировка этой скорости напрямую влияет на съем материала и качество обработки. Слишком большое проскальзывание здесь - и вы потеряете контроль.
- Управление подачей (сквозная подача): Как уже упоминалось, наклон оси регулирующего колеса обеспечивает движущую силу для проталкивания заготовки в осевом направлении через станок в режиме сквозной подачи. Угол регулирует скорость этой подачи.
- Позиционирование и устойчивость: Работая вместе с опорным лезвием, он обеспечивает боковую силу, прижимающую заготовку к лезвию и обеспечивающую постоянный контакт со шлифовальным кругом. Этот стабильный трехточечный контакт является залогом точности.
- Демпфирование вибрации: Относительно мягкая природа круга на резиновой связке помогает поглощать вибрации, возникающие во время шлифования. Этот демпфирующий эффект в значительной степени способствует получению тонкой поверхности и округлости. Жесткий регулирующий круг передавал бы гораздо больше вибраций.
- Поддерживайте хватку: Трение имеет большое значение. Если поверхность колеса покрыта глазурью или на ней скапливается стружка, оно может проскальзывать по заготовке, что приводит к нестабильному вращению, плохой обработке и возможным погрешностям. Регулярная правка (очистка и восстановление поверхности) жизненно важна. В нашей мастерской мы проводим ее регулярно.
Именно регулирующий круг задает темп и точность движения заготовки в процессе шлифования.
Какие заготовки подходят для бесцентрового шлифования?
Интересно, подходит ли этот метод для Ваш конкретные детали? Хотя бесцентровое шлифование обладает огромными возможностями, оно не является универсальным средством. Знание его преимуществ поможет вам эффективно использовать его сильные стороны.
Он идеально подходит для крупносерийного производства цилиндрических деталей, таких как штифты, стержни, трубы, валы, кольца подшипников, ролики, штоки клапанов, иглы инжекторов и крепеж. Конические или простые профилированные детали (с использованием подачи) также очень подходят.

Давайте рассмотрим характеристики, которые делают деталь главным кандидатом. Для этого необходимо учитывать геометрию, объем, материал и требования к точности.
Идеальные характеристики заготовки
- Геометрия:
- Простые цилиндры: Сквозное шлифование здесь просто великолепно. Идеально подходит для деталей, нуждающихся в шлифовке всего внешнего диаметра, таких как валы двигателей, поршневые пальцы, заготовки сверл и прецизионные стержни.
- Сложные профили (подача/завершение подачи): Детали с головками (болты), канавками, несколькими диаметрами (гидравлические золотники) или конусами (штоки клапанов, иглы) обрабатываются с помощью методов подачи или торцевой подачи.
- Объем производства: Бесцентровое шлифование дает наибольшие преимущества по стоимости. средние и большие объемы работ6 благодаря своей скорости и возможности автоматизации. Настройка требует времени, поэтому он не так идеален для единичных изделий, если только особые преимущества (например, чрезвычайная округлость) не являются критически важными. Мы часто видим, как он используется для производства автомобильных компонентов, таких как оси, втулки и распределительные валы, выпускаемые миллионами.
- Требования к точности: Он преуспевает там, где жёсткие допуски7 диаметр, округлость, прямолинейность и качество обработки поверхности имеют первостепенное значение. Допуски менее 1 микрометра (< 0,00004 дюйма) возможны при хорошем обслуживании станков и квалифицированном наладчике, что очень важно для таких областей применения, как компоненты подшипников или детали топливных форсунок.
- Материал: Большинство материалов поддаются шлифованию - различные стали (закаленные, нержавеющие), алюминий, латунь, титан, даже керамика и некоторые пластмассы могут быть подвергнуты бесцентровому шлифованию. Главное - подобрать шлифовальный круг, регулирующий круг и охлаждающую жидкость в соответствии с материалом.
- Трудно удерживаемые части: Длинные, тонкие детали, которые могут легко отклониться в патроне или между центрами, часто являются идеальными кандидатами.
Если ваши детали попадают в эти категории, бесцентровое шлифование может значительно повысить качество и эффективность вашей работы.
Требуется ли для бесцентрового шлифования охлаждающая жидкость?
Задумываетесь о практической установке? Часто возникает вопрос: так ли уж необходима охлаждающая жидкость или жидкость для резки? Можно ли обойтись без нее, чтобы упростить работу?
Да, охлаждающая жидкость почти всегда необходима при бесцентровом шлифовании. Она справляется с интенсивным выделением тепла, смазывает зону шлифования, смывает вредные отходы (стружку) и предотвращает термические повреждения заготовки, такие как прижоги или деформация.

Давайте рассмотрим, почему охлаждающая жидкость не является обязательным условием для достижения качественных результатов. По моему опыту устранения неисправностей шлифовальных полов, в девяти случаях из десяти при внезапном падении качества первым делом проверяется подача и состояние охлаждающей жидкости.
Почему необходима охлаждающая жидкость
Высокоскоростное трение при шлифовании создает большое количество тепла прямо в зоне шлифования. Охлаждающая жидкость выполняет несколько жизненно важных функций:
- Контроль тепла (охлаждение)8: Это имеет первостепенное значение. Охлаждающая жидкость отводит тепло, предотвращая:
- Тепловой урон: Прижоги, обесцвечивание или нежелательные металлургические изменения на поверхности заготовки.
- Нестабильность размеров: Под действием тепла детали расширяются. Шлифование горячей детали в размер означает, что после остывания она будет неполноразмерной. Постоянная температура является ключевым фактором для контроля допусков.
- Повреждение колеса: Перегрев может разрушить связку в шлифовальном круге или привести к образованию глазури.
- Смазка9: Охлаждающая жидкость уменьшает трение между шлифовальным кругом/заготовкой, заготовкой/регулирующим кругом и заготовкой/ножом. Преимущества включают:
- Улучшенная отделка поверхности: Меньшее трение означает более плавное резание.
- Увеличенный срок службы колес: Уменьшает износ как шлифовального, так и регулирующего кругов.
- Уменьшенное потребление энергии: Меньшее трение означает меньший расход энергии.
- Промывка: Поток смывает металлическую стружку (опилки) и абразивные частицы. Это предотвращает:
- Загрузка колес: Шлам забивается в поры круга, снижая эффективность резки.
- Царапины на поверхности: Непрочный мусор, который волочится по готовой поверхности.
- Стабильность процесса: Правильное охлаждение предотвращает перегрев, который может привести к потере сцепления (проскальзыванию) регулирующего колеса с заготовкой, что приведет к потере контроля и точности.
- Предотвращение коррозии: Большинство охлаждающих жидкостей содержат ингибиторы ржавчины для защиты машины и ее деталей.
Эффективная подача также является ключевым фактором - часто требуется большой объем или даже высокое давление, чтобы проникнуть через воздушный барьер, создаваемый быстро вращающимся шлифовальным кругом, и достичь зоны резания. Пропуск или нехватка СОЖ чреваты проблемами при любой операции прецизионного шлифования.
Заключение
Бесцентровое шлифование обеспечивает высокую точность обработки цилиндрических деталей без использования центров, что делает его идеальным для серийного производства. Уникальная система кругов и абразивных дисков в сочетании с обязательным использованием охлаждающей жидкости обеспечивает эффективность, точность и превосходную чистоту поверхности.
-
Узнайте, какое значение имеет лезвие рабочего упора для достижения стабильности и точности при шлифовании, что является ключевым фактором для достижения качественных результатов. ↩
-
Узнайте о тонкостях шлифования с подачей, особенно для сложных деталей, и о его важности для прецизионной обработки. ↩
-
Узнайте о механизмах повышения точности и круглости при бесцентровом шлифовании, что очень важно для точного машиностроения. ↩
-
Узнайте о факторах, которые приводят к превосходному качеству поверхности при бесцентровом шлифовании, необходимом для обеспечения качества на производстве. ↩
-
Перейдите по этой ссылке, чтобы узнать, как абразивные материалы на резиновой связке повышают эффективность и точность шлифования, что очень важно для качественной обработки. ↩
-
Откройте для себя наиболее эффективные производственные процессы для средне- и крупносерийного производства, оптимизирующие стоимость и скорость реализации ваших проектов. ↩
-
Узнайте о методах достижения жестких допусков, которые крайне важны для прецизионных деталей, таких как подшипники и топливные форсунки, и обеспечивают высокое качество продукции. ↩
-
Понимание управления нагревом имеет решающее значение для поддержания точности и предотвращения повреждений при шлифовании. Перейдите по этой ссылке, чтобы получить подробную информацию. ↩
-
Смазка играет важную роль в повышении эффективности шлифования и продлении срока службы инструмента. Узнайте больше о ее влиянии на производительность. ↩

Крис Лу
Используя более чем десятилетний практический опыт работы в станкостроении, особенно на станках с ЧПУ, я готов помочь. Если у вас возникли вопросы, вызванные этой статьей, вам нужно руководство по выбору подходящего оборудования (с ЧПУ или обычного), вы изучаете индивидуальные решения по станкам или готовы обсудить покупку, не стесняйтесь, свяжитесь со мной. Давайте найдем идеальный станок для ваших нужд
Крис Лу
Используя более чем десятилетний практический опыт работы в станкостроении, особенно на станках с ЧПУ, я готов помочь. Если у вас возникли вопросы, вызванные этой статьей, вам нужно руководство по выбору подходящего оборудования (с ЧПУ или обычного), вы изучаете индивидуальные решения по станкам или готовы обсудить покупку, не стесняйтесь, свяжитесь со мной. Давайте найдем идеальный станок для ваших нужд