

Как отличить фрезерные станки с ЧПУ от обрабатывающих центров с ЧПУ?
Вы путаете фрезерные станки с ЧПУ с обрабатывающими центрами? Выбор неправильного станка может стать дорогостоящей ошибкой, особенно при переходе от более простых работ к более сложному производству. Позвольте мне помочь вам легко понять ключевые различия.
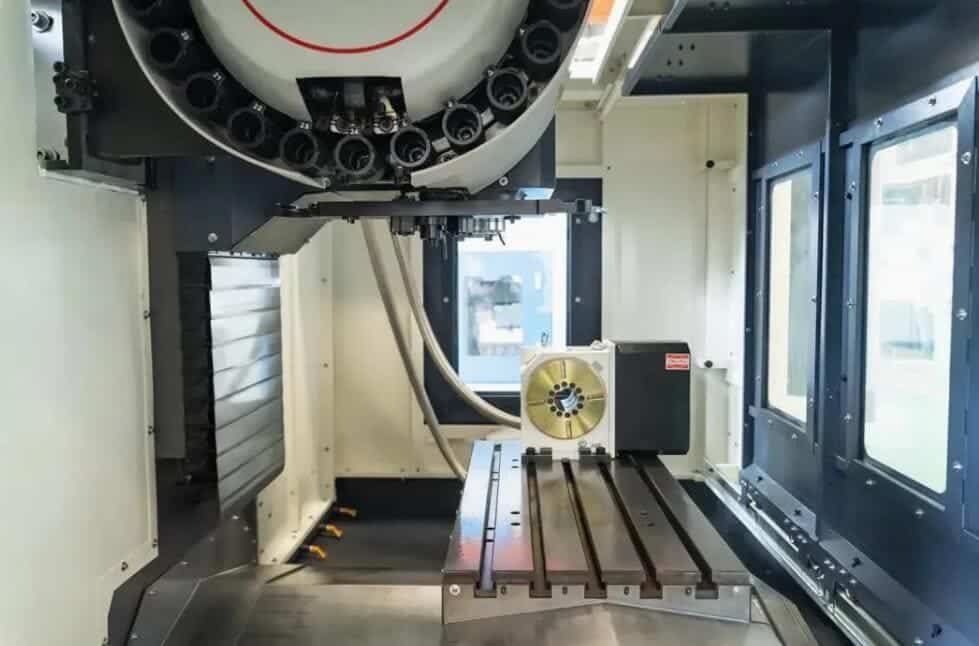
Основное отличие заключается в автоматическом устройстве смены инструмента (ATC) и магазине инструментов. Обрабатывающий центр с ЧПУ оснащен ATC, что позволяет автоматически менять инструмент во время выполнения программы. Стандартный фрезерный станок с ЧПУ требует ручной смены инструмента оператором.
Понимание этого основного различия крайне важно. Обрабатывающие центры с их автоматизацией лучше подходят для сложных деталей, требующих нескольких операций за один установ, что повышает производительность. Стандартные фрезерные станки часто подходят для более простых работ или при нечастой смене инструмента. О обрабатывающих центрах, особенно об их инструментальных магазинах и принципах их работы, нужно знать больше. Давайте углубимся в детали.
Каков диапазон вместимости инструмента в инструментальном магазине обрабатывающего центра?
Интересуетесь, сколько инструментов может вместить обрабатывающий центр? Выбор станка с неправильной производительностью может снизить эффективность работы или обойтись слишком дорого, если вам не нужны дополнительные слоты. Давайте рассмотрим типичные варианты.
Емкость инструментального магазина варьируется в широких пределах: обычно в нем хранится от 10 до более чем 200 инструментов. Точное количество зависит от размера станка, его предназначения и конкретного типа системы инструментального магазина (например, шляпного, дискового или цепного).

Количество инструментов обрабатывающий центр1 количество инструментов напрямую влияет на возможности использования станка. Большее количество инструментов позволяет изготавливать более сложные детали за один установ без остановки или иметь наготове резервные инструменты на случай износа одного из них. Это значительно сокращает время простоя. Исходя из моего опыта помощи клиентам в выборе станков в компании J&M Machine Tools, можно сказать следующее. тип магазина для инструментов2 и мощность являются основными факторами принятия решения.
Типы и емкость магазинов для инструментов
- Тип шляпы (или зонтика)3: Часто встречаются на небольших вертикальных обрабатывающих центрах (VMC). Они просты и надежны, но обычно медленнее меняют инструмент (возможно, 4-6 секунд). Емкость обычно меньше, возможно, 16 или 24 инструмента. Идеально подходят для обработки более простых деталей или небольших партий.
- Дисковый тип (тип руки/манипулятор)4: В них используется механическая рука для более быстрой смены. Они часто вмещают больше инструментов, от 24 до 40 или даже 60. Они стоят дороже и могут иметь ограничения по весу/длине инструмента. Отлично подходят для работ, требующих большего разнообразия инструментов и быстрой замены.
- Цепной тип5: Их можно увидеть на больших горизонтальных обрабатывающих центрах (ГОЦ) или крупных VMC, требующих высокой производительности. Они предлагают самый большой объем памяти, иногда вмещающий 100, 120 или даже до 200 инструментов. Это необходимо для обработки очень сложных деталей (например, в аэрокосмической промышленности) или для длительных серийных работ без обслуживания. Механика может быть более сложной и потенциально требовать большего внимания при обслуживании.
Производительность, размер машины и применение
Размер и тип обрабатывающего центра часто соотносятся с его потребностями в инструментальной мощности:
| Размер/тип машины | Типичный диапазон производительности | Общий пример использования | Соображения |
|---|---|---|---|
| Маленькая вертикаль | 10-24 Инструменты | Более простые детали, небольшие мастерские, обучение | Более низкая стоимость, более простая механика |
| Средняя вертикаль/HMC | 24-60 Инструменты | Общие мастерские, разнообразные детали | Сбалансированная производительность и стоимость, хорошая гибкость |
| Большая вертикаль/HMC | 60 - 200+ Инструменты | Сложные детали, аэрокосмическая промышленность, изготовление пресс-форм | Высокая производительность, большие инвестиции и сложность |
Например, такая популярная машина среднего размера, как Haas VF-26 может предложить около Сменщик на 30 инструментов7 как распространенный вариант, занимающий промежуточное положение. При выборе необходимо соотнести потребность в большом количестве инструментов (что сокращает время настройки и позволяет изготавливать более сложные детали за один раз) с более высокой первоначальной стоимостью и потенциально повышенной сложностью больших магазинов. Подумайте о своем текущем и будущее сложность деталей8 является ключевым моментом.
Как обрабатывающий центр с ЧПУ меняет инструменты?
Вы когда-нибудь наблюдали за тем, как обрабатывающий центр меняет инструменты, и удивлялись, как это происходит так быстро? Это выглядит сложным, но станок следует точной, автоматизированной последовательности. Давайте разберем распространенные методы.
В обрабатывающих центрах с ЧПУ используется система автоматической смены инструмента (ATC). Обычно она запускается кодом (например, M06) в программе, ATC извлекает следующий инструмент из магазина, снимает текущий инструмент со шпинделя и надежно вставляет новый.

Способ смены инструментов влияет на скорость, сложность и пригодность станка для выполнения различных работ. Весь процесс автоматизирован и управляется системой ЧПУ. Когда программа требует смены инструмента (часто с помощью M06 G-код), ATC приходит в действие. Основная последовательность действий включает вращение или перемещение магазина для представления нужного инструмента, захват механизмом смены (как рукой) нового и старого инструмента (иногда одновременно), их замену и обеспечение надлежащего зажима нового инструмента в шпинделе механизмом дышла. Давайте рассмотрим основные способы, с помощью которых это происходит:
Смена инструмента в роботизированной руке
Это очень часто случается, особенно с более быстрыми дисковыми магазинами.
- Как это работает: Специальный механический манипулятор быстро захватывает следующий инструмент из готовой позиции в магазине и, часто одновременно, захватывает инструмент, находящийся в шпинделе. Он выполняет быстрый поворот или движение, чтобы поменять их местами.
- Плюсы: Очень быстрая смена инструмента. "Время смены инструмента (от последнего реза старым инструментом до первого реза новым) может составлять менее двух секунд. Некоторые синхронные системы работают еще быстрее - менее секунды! Это сводит к минимуму время, затрачиваемое на обработку.
- Конс: Более сложная механика, потенциально более высокая первоначальная стоимость и потребность в обслуживании.
- Где вы это увидите: Высокопроизводительные среды, станки, где сокращение времени цикла имеет решающее значение.
Прямая смена инструмента
Этот метод предполагает прямое взаимодействие между шпиндельной головкой и магазином инструментов, что часто наблюдается при использовании магазинов типа "шляпа".
- Как это работает:
- Журнал-передвижка: Сам магазин для инструментов перемещается к шпинделю, выравнивает нужный карман для инструмента под шпинделем, а шпиндель перемещается вертикально (ось Z) для захвата или сброса инструмента. Затем магазин втягивается.
- Движущийся шпиндель: Для выполнения замены шпиндельная головка перемещается в фиксированное положение магазина инструментов.
- Плюсы: Более простая конструкция, потенциально более низкая стоимость.
- Конс: Более медленная смена инструмента по сравнению с системами рычажного типа.
- Где вы это увидите: Часто используется на недорогих VMC или некоторых старых моделях станков.
Смена инструмента в револьверной головке
Эта конструкция позволяет интегрировать инструменты непосредственно во вращающуюся турель.
- Как это работает: Вместо отдельного магазина и сменного рычага инструменты (или держатели инструментов) устанавливаются на револьверную головку. Револьверная головка вращается, чтобы подвести необходимый инструмент к месту резания.
- Плюсы: Чрезвычайно быстрая смена инструмента (только время индексации револьверной головки), компактная конструкция.
- Конс: Ограниченная емкость инструмента по сравнению с магазинными системами. Лучше всего подходят для конкретных типов станков или деталей.
- Где вы это увидите: Многоцелевые токарные станки (токарно-фрезерные центры), станки швейцарского типа, некоторые специализированные производственные станки.
Каждый из методов выполняет работу автоматически, но скорость и механическая сложность существенно различаются.
Какие факторы влияют на время смены инструмента?
Медленная смена инструмента съедает ваше производственное время? Ожидание смены инструмента на станке может показаться пустой тратой времени и денег, что напрямую влияет на производительность и затраты. Давайте разберемся, в чем причина таких задержек.
На скорость смены инструмента влияют несколько факторов: расчетная скорость механизма ATC (рычаг против прямой), время, необходимое для ориентации шпинделя, расстояние до магазина, состояние инструмента/держателя (изношен, загрязнен, зажат), а также настройки параметров станка или состояние технического обслуживания.

Время смены инструмента, часто измеряемое как время "от стружки до стружки", является ключевым показателем производительности. Сокращение этого времени, не связанного с резанием, позволяет максимально увеличить время, которое станок тратит на фактическое удаление материала. По результатам моих посещений многочисленных мастерских J&M Machine Tools, несколько общих проблем способствуют медленной смене инструмента:
Основные механические факторы
- Тип ATC9: Как уже говорилось, сменные устройства рычажного типа по своей природе быстрее прямых сменных устройств, а револьверные головки часто быстрее из-за их ограниченной производительности. Это заложено в конструкцию станка.
- Время ориентации шпинделя: Шпиндель должен остановиться под точным углом поворота, чтобы механизм смены инструмента зафиксировался должным образом. Этот процесс ориентации может занимать от 1 до 5 секунд, в зависимости от станка и двигателя.
- Расстояние до места: Физическое расстояние, на которое нужно переместить шпиндельную бабку или инструментальный магазин во время цикла смены, увеличивает время. Это особенно заметно на больших станках или VMC, где для освобождения заготовки может потребоваться значительное перемещение по оси Z.
Состояние инструментов и держателей
- Износ/повреждения: Изношенные тяговые шпильки, поврежденные конусы держателей инструмента или мусор в конусе шпинделя могут препятствовать плавному зажатию или разжатию, вызывая колебания, аварийные сигналы или требуя ручного вмешательства. Содержать держатели и конус шпинделя в чистоте жизненно важно. Я видел, как станки выходили из строя только из-за грязных конусов!
- Изъятие инструментов10: Чрезмерная затяжка, повреждение конуса или загрязнение могут привести к застреванию (заеданию) держателя инструмента в шпинделе. В этом случае станок полностью останавливается, и для его извлечения требуется ручное усилие, что чревато повреждениями.
Операционные факторы
- Управление инструментами: Хотя на скорость это влияет меньше, чем на механику, программирование неправильного инструмента или его неправильное размещение может привести к ошибкам. Эффективное программирование позволяет избежать лишних движений.
- Параметры и обслуживание машины: Скорость смены инструмента иногда можно отрегулировать в параметрах управления станка (она может быть замедлена для обеспечения безопасности или при устранении неполадок). Плохое техническое обслуживание, например низкое давление в пневматических приводах или изношенные направляющие, может сделать систему ATC медлительной и ненадежной.
Вот краткая сводная таблица:
| Фактор | Влияние на время смены инструмента |
|---|---|
| Тип ATC (Arm vs. Direct) | Типы рук, как правило, быстрее |
| Время ориентации шпинделя | Добавляет 1-5 секунд на каждое изменение |
| Расстояние в пути | Длинные перемещения (особенно по оси Z) увеличивают время. |
| Состояние инструмента/держателя | Износ/грязь приводят к задержкам, застревание останавливает производство |
| Обслуживание машин | Плохое обслуживание (низкое давление воздуха, изношенные детали) замедляет работу |
| Параметры управления | Настройки могут влиять на скорость; может потребоваться оптимизация |
Устранение этих проблем с помощью продуманного программирования, тщательного технического обслуживания и заботы об операторе сводит к минимуму задержки.
Нуждается ли магазин инструментов обрабатывающего центра с ЧПУ в регулярном обслуживании?
Думаете, что можно просто загрузить инструменты и забыть о магазине? Пренебрежение техническим обслуживанием этой важной и активной детали может привести к досадным поломкам, повреждению инструментов или шпинделей и дорогостоящему ремонту в дальнейшем.
Да, безусловно. Магазин инструментов и система ATC требуют регулярного обслуживания. Это сложные механические узлы, и поддержание их чистоты, смазки, правильного выравнивания и регулировки необходимо для надежной, быстрой и точной смены инструмента.

Основываясь на опыте работы, я не могу не подчеркнуть: магазин инструментов - это не просто пассивное хранилище. Он включает в себя двигатели, датчики, цепи или шестерни, рычаги, пневматические или гидравлические приводы и точную центровку относительно шпинделя. Игнорировать это - значит навлечь на себя беду. Правильное обслуживание обеспечивает бесперебойную работу, предотвращает неожиданные сбои и помогает системе служить дольше.
Почему техническое обслуживание имеет решающее значение
- Надежность: Предотвращает заклинивание, падение инструмента, пропуск смены и другие сбои, которые неожиданно останавливают производство. Представьте себе падение инструмента на дорогостоящую деталь!
- Точность: Обеспечивает правильную и стабильную загрузку инструмента в конус шпинделя. Плохо установленный инструмент приводит к вибрации, плохой обработке поверхности, неточным размерам и возможным повреждениям.
- Долговечность: Снижает износ дорогостоящих компонентов, таких как сменные рычаги, кулачки, подшипники и системы привода. Профилактический уход дешевле замены.
- Эффективность: Обеспечивает быструю и равномерную смену инструмента благодаря плавной механической работе и правильному функционированию датчиков.
Примеры графиков технического обслуживания
Всегда следуйте руководству по техническому обслуживанию конкретного производителя станка, поскольку требования к нему различны. Однако общий график профилактического обслуживания часто выглядит следующим образом:
Ежедневные проверки (оператор)
- Визуальный осмотр: Ищите очевидные повреждения, незакрепленные детали, сильное скопление стружки вокруг магазина и сменщика.
- Уборка: Протрите доступные участки. Используйте сжатый воздух осторожно для удаления стружки из карманов и механизмов (избегайте попадания мусора в чувствительные зоны, такие как подшипники или датчики).
- Давление воздуха/протечки: Проверьте манометр главного воздушного давления машины; прислушайтесь к звуку утечки в районе АКПП.
Еженедельные проверки (оператор/техническое обслуживание)
- Смазка: Проверьте уровни в автоматических смазочных устройствах. Вручную смазывайте точки, указанные производителем (например, точки поворота рычага).
- Карман для инструментов Чистка: Более тщательная очистка отдельных карманов для инструментов.
- Натяжение цепи (если применимо): Проверьте натяжение магазинов цепного типа.
Ежемесячные проверки (техническое обслуживание)
- Проверка датчиков: Проверьте правильность работы бесконтактных выключателей или датчиков, задействованных в последовательности смены инструмента.
- Очистка фильтра: Очистите или замените фильтры в пневматических линиях, питающих ATC.
- Базовая проверка выравнивания: Визуально проверьте выравнивание между рычагом сменщика, карманом магазина и шпинделем.
Ежегодные/полугодовые проверки (квалифицированный техник)
- Детальный осмотр: Тщательно проверьте на износ кулачки, подшипники, цепи, направляющие, уплотнения.
- Проверка выравнивания: Используйте точные инструменты (манометры, индикаторы, возможно, даже лазеры) для проверки критической центровки. Отрегулируйте при необходимости.
- Замена компонентов: Замените изношенные уплотнения, уплотнительные кольца, сбрасыватели и другие рекомендованные элементы.
- Полный комплекс услуг по смазке: Замените масло/смазку в герметичных коробках передач или централизованных системах смазки, связанных с ATC.
Особые условия: Резка абразивных материалов, таких как чугун, требует более частой очистки. Тяжелая и продолжительная работа может потребовать более частой проверки подшипников и компонентов привода. Следование рекомендациям производителя - лучшая политика.
Заключение
Устройство автоматической смены инструмента - это определяющая характеристика, отличающая обрабатывающие центры с ЧПУ от стандартных фрезерных станков с ЧПУ. Понимание емкости магазина, способа смены инструмента, факторов, влияющих на скорость, и необходимости технического обслуживания поможет вам выбрать и эффективно эксплуатировать эти мощные станки.
-
Изучение преимуществ обрабатывающих центров позволяет понять их эффективность и универсальность в производственных процессах. ↩
-
Понимание типов инструментальных магазинов поможет вам выбрать подходящий обрабатывающий центр для ваших нужд, повышая эффективность и производительность. ↩
-
Изучите преимущества инструментальных магазинов типа Hat для эффективной обработки, особенно простых деталей и небольших партий. ↩
-
Узнайте, как магазины для инструментов дискового типа повышают эффективность работы благодаря более быстрой смене инструмента и большему разнообразию инструментов для сложных работ. ↩
-
Откройте для себя преимущества инструментальных магазинов цепного типа для обеспечения высокой производительности при выполнении сложных задач обработки и длительных производственных циклов. ↩
-
Изучение технических характеристик станка Haas VF-2 поможет вам понять его возможности и то, насколько он соответствует вашим потребностям в обработке. ↩
-
Узнав о преимуществах 30-инструментального сменщика, вы сможете оптимизировать процесс обработки и сократить время наладки. ↩
-
Понимание того, как сложность детали влияет на процесс обработки, поможет вам определиться с выбором оборудования и повысить эффективность. ↩
-
Узнайте о различных типах УЦИ и о том, как они влияют на скорость и эффективность обработки. Эти знания помогут повысить производительность вашей мастерской. ↩
-
Предотвращение заедания инструмента необходимо для поддержания производительности. Узнайте эффективные стратегии, позволяющие избежать этой распространенной проблемы при обработке. ↩

Крис Лу
Используя более чем десятилетний практический опыт работы в станкостроении, особенно на станках с ЧПУ, я готов помочь. Если у вас возникли вопросы, вызванные этой статьей, если вам нужно руководство по выбору подходящего оборудования (с ЧПУ или обычного), если вы изучаете индивидуальные решения по станкам или готовы обсудить покупку, не стесняйтесь, свяжитесь со мной. Давайте найдем идеальный станок для ваших нужд.