

Может ли обрабатывающий центр для алюминиевого профиля также обрабатывать сталь?
У вас есть станок, предназначенный для алюминия, но клиент просит вас вырезать стальную деталь. Вы опасаетесь, что более твердый материал повредит ваше оборудование или даст плохие результаты.
Да, обрабатывающий центр для алюминиевого профиля может обрабатывать такие стали, как штамповая сталь и сталь #45. Принципиальной разницы в процессе фрезерования нет. Успех заключается в настройке параметров резания и смене инструмента. Приоритетом для вас должны быть срок службы инструмента и жесткость, а не скорость.
Я видел, как многие владельцы мастерских отказывались от стальных работ, потому что думали, что их станки "только для алюминия". Это ошибка. Имея более чем 12-летний опыт работы в станкостроении, я знаю, что станок способен на многое, если с ним правильно обращаться. Вам просто нужно изменить свое отношение к резке.
Как различаются скорости подачи и шпинделя при переходе от алюминия к стали?
Если вы попытаетесь работать со сталью на той же скорости, что и с алюминием, вы сожжете свой инструмент за считанные секунды. Физика материалов совершенно разная.
Обработка алюминия ориентирована на высокую эффективность, используя высокие скорости вращения шпинделя (часто в 3-4 раза быстрее, чем у стали) для максимального съема материала. Обработка стали ограничена жесткостью и нагрузкой на инструмент. Вы должны задавать консервативные параметры, снижая скорость и подачу, чтобы предотвратить чрезмерный нагрев и защитить станок.
Когда мы машинный алюминий1Цель - скорость и эффективность. Алюминий мягкий и хорошо отводит тепло. Он стремится прилипнуть к инструменту. Поэтому мы быстро вращаем шпиндель - часто в диапазоне тысяч оборотов в минуту - и быстро подаем его. Мы хотим вырвать материал так быстро, как позволяет станок. Стружка разлетается повсюду, и тепло уходит вместе со стружкой.
Сталь - это совсем другое. Она тверже и создает значительно большее сопротивление. При работе на высоких скоростях в стали возникает слишком большое трение. Это приводит к сильному нагреву, который материал не может быстро отдать. Поскольку обрабатывающий центр с алюминиевым профилем не такой тяжелый, как специализированный обрабатывающий центр, он не обладает такой же жесткостью. Высокие нагрузки заставляют его вибрировать.
Поэтому, когда я перехожу на сталь, я все замедляю. Я значительно снижаю скорость вращения шпинделя по сравнению с алюминием. Это позволяет снизить нагрев. Я также снижаю скорость подачи. Это снижает "стружечную нагрузку" или количество материала, которое зуб срезает за один оборот. Такой консервативный подход защищает станок. Он предотвращает остановку шпинделя и не дает раме прогибаться. Вы обмениваете время на возможности. Требуется больше времени, чтобы вырезать стальную часть2Но деталь получилась правильной.
| Материал | Цель | Скорость (об/мин) | Скорость подачи | Ограничивающий фактор |
|---|---|---|---|---|
| Алюминий | Высокая эффективность | Высокий | Высокий | Эвакуация чипов |
| Сталь | Выживание с инструментами | Низкий | Низкий | Жесткость машины |
Какие изменения в оснастке требуются при обработке стали на алюминиевом центре?
Использовать алюминиевую концевую фрезу на стали - все равно что пытаться разрезать стейк пластиковой ложкой. Геометрия неправильная, и в конце концов она сломается.
В алюминиевых инструментах используются большие углы наклона и крупные стружечные канавки (1 или 3 канавки) для предотвращения заедания. Стальные инструменты требуют меньших углов наклона для прочности и многогранных фрез (4 или более), чтобы выдерживать большие усилия резания. Вам нужны инструменты с покрытием, устойчивым к высоким температурам и абразивному износу.
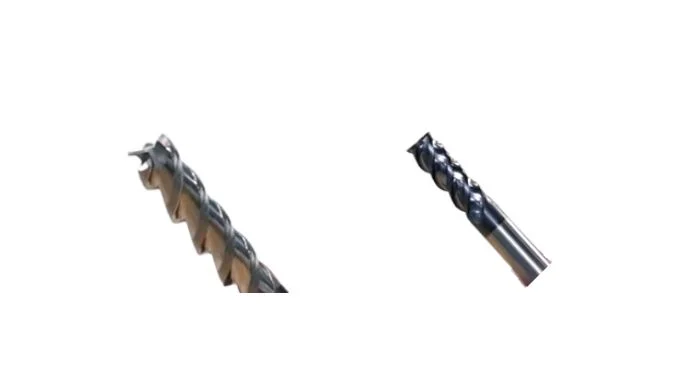
Инструмент выполняет свою работу. Вы должны выбрать правильный. Мы всегда проверяем корзину с инструментами перед началом работы. Для алюминия мы используем инструменты, которые выглядят "острыми" и "открытыми". Обычно они имеют одну или три флейты. Долины (флейты) между лезвиями глубокие и широкие. Это связано с тем, что алюминиевая стружка большая и липкая. Им нужно пространство для выхода. Если они застревают, то привариваются к инструменту.
Для стали нам нужен инструмент, который "сильный3." Мы переходим на инструменты с четырьмя, пятью или шестью флейтами. Почему? Потому что сталь оказывает большую нагрузку на режущую кромку. Инструмент с большими флейтами имеет тонкую сердцевину. Она слабая. Он сломается под давлением стали. Инструмент с большим количеством канавок имеет толстую сердцевину. Он жесткий.
Также обратите внимание на покрытие. Алюминиевые инструменты часто бывают без покрытия или полированные. Стальные инструменты нуждаются в таких покрытиях, как TiAlN (нитрид титана и алюминия)4. Эти покрытия действуют как тепловой экран. Они позволяют инструменту выдерживать высокие температуры, возникающие при резке твердого металла. Мы также меняем угол наклона. Мы используем меньший угол наклона. Это делает режущую кромку менее острой, но гораздо более прочной. Она толкает сталь, а не режет ее, как бритва.
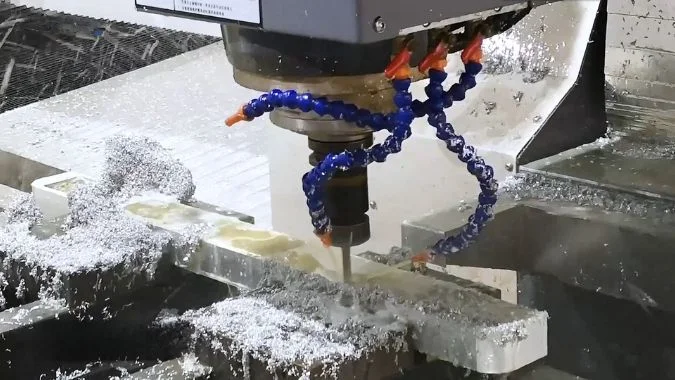
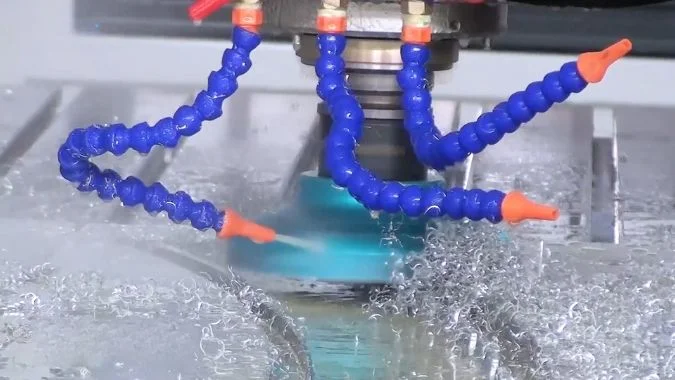
Почему при обработке стали часто требуется заливочная охлаждающая жидкость, а при обработке алюминиевых профилей - не всегда?
Вы можете резать алюминий насухо и просто сметать стружку. Если вы попробуете сделать это со сталью, вы испортите деталь и инструмент.
Алюминий быстро рассеивает тепло, поэтому обдува воздухом часто бывает достаточно для удаления стружки. Сталь обладает низкой теплопроводностью, поэтому тепло накапливается в резе. Для смазки инструмента, снижения трения и предотвращения тепловой деформации заготовки необходимо использовать охлаждающую жидкость.

Тепло - враг точности. Когда я обрабатываю алюминий, я в основном беспокоюсь о сколах. Я использую воздушную струю или туман. Воздух выдувает стружку из отверстия. Поскольку алюминий так хорошо проводит тепло, тепло уходит вместе со стружкой. Заготовка обычно остается достаточно холодной.
Сталь удерживает тепло. Ее теплопроводность низкая. При фрезеровании стали возникает сильное трение. Инструмент нагревается. Заготовка нагревается. Если заготовка нагревается, она расширяется. Вы можете вырезать деталь идеального размера, но когда она остынет, она сожмется. Теперь ваши размеры неверны. Это "тепловая деформация5."
Чтобы остановить это, мы используем залить охлаждающую жидкость6. Мы используем много охлаждающей жидкости. Это делает две вещи:
- Охлаждение: Он поддерживает стабильную температуру. Деталь остается одного размера. Инструмент не размягчается от перегрева.
- Смазка: Он делает поверхность скользкой. Это уменьшает трение между инструментом и сталью. Снижение трения означает, что для резки требуется меньшее усилие. Поскольку алюминиевый профильный центр не такой жесткий, как обрабатывающий центр, все, что уменьшает силу резания, помогает станку резать плавно и без тряски.
Какие изменения требуются в связи с ограничениями по жесткости обрабатывающих центров для алюминиевых профилей?
Ваш станок создан для скорости, а не для грубой силы. Если вы будете слишком сильно давить на сталь, она начнет вибрировать.
Жесткость станка относительна; вы можете обрабатывать более твердые материалы, если измените свой подход. Алюминиевые центры легче. Для обработки стали необходимо минимизировать вибрацию, выполняя более легкие резы (меньшая глубина реза) и увеличивая количество проходов. Это снижает нагрузку на раму станка.
Жесткость - это показатель того, насколько сильно станок прогибается под нагрузкой. Сверхмощный обрабатывающий центр подобен танку. Он не гнется. Центр с алюминиевым профилем легче. Он предназначен для быстрых движений. Когда вы режете сталь, сопротивление создает силу "отталкивания". Если эта сила слишком велика, конструкция станка слегка прогибается. Это вызывает "болтание" или прогиб. Вы слышите громкий звук, а поверхность стали похожа на диск проигрывателя.
Значит ли это, что вы не можете резать сталь? Нет. Это значит, что нужно уменьшить усилие. Мы сделаем это, изменив "Глубина среза7" (Ап) и "Ширина разреза8" (Ae). Вместо того чтобы пытаться прорезать 5 мм в глубину за один проход, я прорезаю 1 мм в глубину. Я делаю пять проходов вместо одного.
Это снижает нагрузку на шпиндель и раму. Усилие становится достаточно малым, чтобы станок снова стал жестким. Это занимает больше времени. Вы не можете конкурировать с тяжелым обрабатывающим центром по скорости. Но вы можете конкурировать по качеству. Соблюдая пределы возможностей станка и используя более легкие прижимы, я могу изготавливать стальные детали, которые по точности не уступают деталям, изготовленным на более тяжелом станке.
Заключение
Алюминиевый профильный центр может обрабатывать сталь, если приспособиться. Вы должны использовать более мощные многолезвийные инструменты, заливать охлаждающую жидкость и использовать консервативные параметры для соблюдения ограничений по жесткости станка.
-
Изучите эту ссылку, чтобы узнать эффективные методы и советы по эффективной обработке алюминия. ↩
-
Узнайте советы экспертов по резке стальных деталей, чтобы обеспечить точность и качество обработки. ↩
-
Понимание значения прочности режущих инструментов может повысить эффективность обработки и долговечность инструмента. ↩
-
Изучение покрытий TiAlN может дать представление о повышении производительности и долговечности инструмента в высокотемпературных условиях. ↩
-
Понимание тепловой деформации очень важно для точной обработки, поскольку она влияет на конечные размеры заготовки. ↩
-
Изучение охлаждающей жидкости для заливки может улучшить процесс обработки за счет поддержания температуры и снижения трения, что приведет к лучшим результатам. ↩
-
Понимание глубины реза имеет решающее значение для оптимизации процессов обработки и достижения высококачественных результатов. ↩
-
Изучение ширины реза поможет вам повысить эффективность обработки и улучшить качество готовых изделий. ↩

Крис Лу
Используя более чем десятилетний практический опыт работы в станкостроении, особенно на станках с ЧПУ, я готов помочь. Если у вас возникли вопросы, вызванные этой статьей, если вам нужно руководство по выбору подходящего оборудования (с ЧПУ или обычного), если вы изучаете индивидуальные решения по станкам или готовы обсудить покупку, не стесняйтесь, свяжитесь со мной. Давайте найдем идеальный станок для ваших нужд.