

Почему почти все вихревые станки с ЧПУ изготавливаются на заказ?
Вы хотите изготавливать высокоточную резьбу за считанные секунды, но стандартная настройка станка постоянно дает брак. Вы часами корректируете настройки, но профиль резьбы все равно не получается.
Вихревые станки с ЧПУ почти всегда изготавливаются по индивидуальному заказу, поскольку процесс основан на методе "однопроходного" формообразования, при котором геометрия инструмента должна идеально соответствовать заготовке. В отличие от стандартной токарной обработки, здесь нет места для ошибок. Индивидуальная настройка обеспечивает точное соответствие угла резца, формы пластины и системы смазочно-охлаждающих жидкостей профилю резьбы и свойствам материала.

Многие владельцы магазинов пытаются использовать "универсальные" насадки. В итоге они получают следы вибрации и сломанные вставки. Чтобы получить скорость и качество, которые обещает эта технология, необходимо адаптировать станок к конкретной детали.
Почему сложные геометрии требуют индивидуальных станков с ЧПУ?
Нельзя вставить квадратный штифт в круглое отверстие, однако многие мастерские пытаются нарезать сложные профили винтов с помощью типовых вставок. Это приводит к немедленной поломке.
Сложные геометрические формы, такие как многозаходные резьбы и асимметричные червяки, требуют индивидуального подхода, поскольку стандартные станки не позволяют выполнять одновременные многоосевые перемещения. Индивидуальная установка регулирует угол наклона спирали фрезерной головки и может использовать удлиненные шпиндели или специальные держатели инструмента для предотвращения столкновений и обеспечения идеального соответствия пластины профилю поперечного сечения.

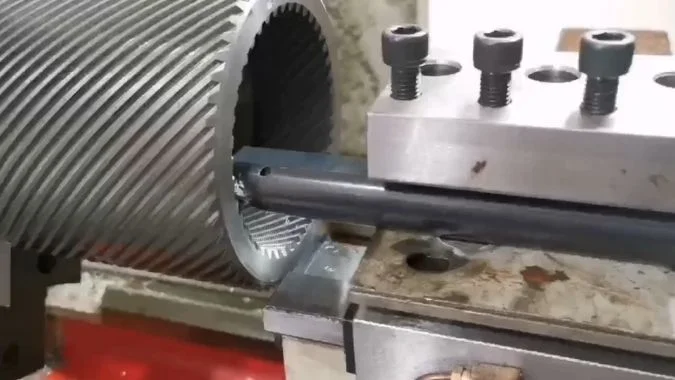
Ядро Вихревое вращение с ЧПУ1 это не просто вращение фрезы, это точная координация движений. Головка фрезы вращается с высокой скоростью, в то время как заготовка движется медленно. Это создает "генеративное" резание. Поскольку вихревая обработка завершает резьбу за один проход, инструмент эффективно действует как негативный слепок конечной детали.
Если вы делаете стандартный болт, возможно, подойдет стандартный инструмент. Мы видим спрос на многозаходные червяки, поверхности свободной формы и сложные медицинские костные винты.
Стандартные станки часто не справляются с такими нестандартными формами. У них нет необходимого зазора или возможности контролировать ориентацию инструмента по нескольким осям.
Если геометрия инструмента не совпадает с геометрией заготовки, происходят две вещи:
- Столкновения и помехи: Стандартные держатели могут задеть заготовку при нарезании крутых углов или глубокой резьбы.
- Ошибка профиля: Стенки резьбы не прямые, потому что "качели" фрезы не соответствуют шагу.
Индивидуальные инструменты решают эту проблему. Мы регулируем угол спирали режущего кольца в соответствии с шагом винта. Мы можем даже разработать специальные держатели инструмента или изменить конструкцию шпинделя, чтобы он мог работать с узкими закруглениями. Это обеспечивает чистый вход и выход пластины из реза. Без такой настройки инструмент будет тереться о боковую поверхность резьбы, портя качество обработки поверхности.
Как стандартизация вихревого вращения ЧПУ ограничивает точность и допуски?
Покупка готовой оснастки кажется более дешевой, но в долгосрочной перспективе она обойдется вам дороже. Стандартные инструменты заставляют вас принимать "достаточно хорошие" допуски.
Стандартизация ограничивает точность, поскольку для типовых инструментов часто используются более широкие допуски (около ±0,127 мм) для выполнения различных задач, в то время как для вихревой обработки требуется ±0,025 мм или лучше. Индивидуальная настройка учитывает такие специфические переменные, как расширение материала и вибрация, предотвращая несоответствие качества обработки поверхности, которое возникает при использовании фиксированных параметров для уникальных работ.

Когда вы используете стандартную вихревую установку, вы идете на компромисс. Вы надеетесь, что угол общего назначения подойдет для конкретной работы. По моему опыту, надежда - это не стратегия.
Главный враг точности при вихревой обработке - вибрация и тепловой дрейф. Стандартные станки устанавливают фиксированные параметры скорости и оснастки. Они не учитывают, как именно может расширяться заготовка при нагревании или вибрировать под нагрузкой.
Разрыв в толерантности
При обычной обработке на станках с ЧПУ допустимы допуски около ±0,005 дюйма (примерно 0,127 мм). Однако, высококлассный вихрь2 Часто требуются допуски вплоть до ±0,001 дюйма (около 0,025 мм). Стандартный станок просто не в состоянии выдержать такие требования, поскольку ему не хватает жесткости или точной калибровки для данного конкретного диаметра.
Последствия
Если инструмент не соответствует профилю, он создает нестабильные силы резания. Станок начинает дрожать на микроскопическом уровне. Эта вибрация передается на заготовку.
Результат? Не соблюдаются стандарты точности резьбы "7-8 класса". На боковых поверхностях резьбы появляются "следы разболтанности". Индивидуальная настройка улучшает шероховатость поверхности (Ra)3. Разрабатывая фрезу специально для конкретной задачи, мы можем добиться значений Ra от 1,6 до 3,2 мкм. Это очень важно для таких деталей, как ведущие винты, где трение должно быть сведено к минимуму.
Почему передовые материалы требуют индивидуальных конфигураций вихревых систем ЧПУ?
Резать мягкий алюминий легко; резка титана или инконеля медицинского класса - это война с теплом и трением. Нельзя использовать одну и ту же тактику для обоих случаев.
Передовые материалы, такие как титановые сплавы и инконель, требуют индивидуальной конфигурации, поскольку они обладают низкой теплопроводностью и высокой твердостью. Индивидуальные настройки позволяют интегрировать охлаждающую жидкость под высоким давлением и использовать специальные покрытия пластин для управления тепловыделением. Без этих индивидуальных настроек стандартные установки приводят к быстрому износу инструмента, закалке и деформации деталей.
Свойства материала определяют настройку станка. Это не подлежит обсуждению.
Мы классифицируем материалы по их "индивидуальности".
- Твердые материалы (закаленная сталь HRC35-45): Они разъедают инструменты. Нам нужно изготовить вставку с высокой износостойкостью и усиленным покрытием.
- Термочувствительные материалы (титан, инконель)4: Эти материалы плохо проводят тепло. Тепло остается на режущей кромке и в детали, вызывая коробление. Стандартной заливки СОЖ часто бывает недостаточно. Нам часто приходится оснащать станок системами СОЖ высокого давления, которые направлены непосредственно на зону резания для отвода стружки и тепла.
- Липкие материалы (алюминий, мягкая сталь): Они должны прилипать к фрезе. Если стружка накапливается, она забивает вихревое кольцо. Мы должны настроить траекторию удаления стружки.
Вот реальный пример. У нас был клиент, изготавливающий ортопедические имплантаты из титана. При стандартной установке тепло деформировало винты.
Мы адаптировали процесс. Мы изменили параметры резки и геометрию пластины, чтобы уменьшить силу резания.
Результат: Время цикла сократилось с 2 минут до 35 секунд. Уровень брака снизился почти до нуля. Мы также используем инструменты для "многослойного фрезерования". Они имеют отдельные черновые и чистовые кромки на одной и той же пластине. Это значительно продлевает срок службы инструмента.
| Материал | Вызов | Стратегия персонализации |
|---|---|---|
| Титан/Инконель | Тепло и низкая проводимость | Охлаждающая жидкость под высоким давлением, острые углы |
| Закаленная сталь | Быстрый износ инструмента | Усиленные покрытия, жесткая конструкция фрезы |
| Алюминий | Засорение стружки | Полированные флейты, оптимизированный путь эвакуации |
Как индивидуальная настройка повышает эффективность операций вихревой обработки с ЧПУ?
Медленное время цикла снижает прибыль. Вам нужна машина, которая думает быстрее оператора и режет без колебаний.
Индивидуальная разработка повышает эффективность за счет оптимизации траекторий движения инструмента и интеграции вихревого узла в композитное оборудование, такое как токарные станки швейцарского типа, что позволяет увеличить срок службы инструмента до 50%. Индивидуальные системы ЧПУ минимизируют время "воздушной резки" и упрощают отладку, позволяя ускорить наладку и обеспечить непрерывное автоматизированное производство с меньшим количеством отходов.

Эффективность заключается не только в том, чтобы фреза вращалась быстрее. Речь идет о совместной работе всей системы.
Когда мы настраиваем вихревой станок с ЧПУ, мы обращаем внимание на программное обеспечение и рабочий процесс.
1. Оптимизация системы5
Мы изменяем алгоритмы ЧПУ. Для конкретной резьбы мы можем оптимизировать темпы ускорения и замедления. Мы используем "многоосевую связь" для идеальной координации движений. Это позволяет сократить миллисекунды на каждый оборот. Для тиража в 10 000 деталей это очень важно.
2. Срок службы и стоимость инструмента6
Подбирая геометрию инструмента в соответствии с точной нагрузкой, мы уменьшаем ненужный износ. Исследования и наш собственный опыт показывают, что изготовление инструмента на заказ может продлить срок службы инструмента на 50% по сравнению с использованием типовых пластин, которые "трутся", а не режут. Это значительно снижает стоимость одной детали.
3. Моделирование и верификация
Мы используем передовое программное обеспечение для моделирования, чтобы проверить резку перед обработкой. Это сокращает "цикл отладки". Вы не тратите время и материалы на тестирование на станке; вы тестируете на компьютере. Это исключает риск столкновения и гарантирует, что при нажатии кнопки "пуск" первая деталь выйдет правильной. Такая настройка превращает отдельный станок в автоматизированную производственную ячейку.
Заключение
Вихревая обработка с ЧПУ - это специализированный процесс, требующий индивидуального подхода. Настроив геометрию инструмента, обработку материалов и управляющее программное обеспечение, вы превратите стандартный станок в высокоточный, высокоскоростной производственный двигатель, который сокращает количество отходов и гарантирует строгие допуски.
-
Изучите эту ссылку, чтобы понять тонкости вихревой обработки с ЧПУ и ее применение в прецизионной обработке. ↩
-
Перейдите по этой ссылке, чтобы узнать, как высокотехнологичное вихревое вращение может повысить точность и обеспечить строгие допуски при обработке. ↩
-
Откройте для себя методы улучшения шероховатости поверхности (Ra) для повышения производительности прецизионных деталей, таких как ходовые винты. ↩
-
Перейдите по этой ссылке, чтобы узнать об эффективных стратегиях обработки термочувствительных материалов, обеспечивающих повышение производительности и уменьшение количества дефектов. ↩
-
Перейдя по этой ссылке, вы узнаете об эффективных стратегиях оптимизации систем ЧПУ, повышающих эффективность и производительность. ↩
-
Этот ресурс содержит информацию о продлении срока службы инструмента и снижении затрат, что крайне важно для достижения максимальной эффективности производства. ↩

Крис Лу
Используя более чем десятилетний практический опыт работы в станкостроении, особенно на станках с ЧПУ, я готов помочь. Если у вас возникли вопросы, вызванные этой статьей, если вам нужно руководство по выбору подходящего оборудования (с ЧПУ или обычного), если вы изучаете индивидуальные решения по станкам или готовы обсудить покупку, не стесняйтесь, свяжитесь со мной. Давайте найдем идеальный станок для ваших нужд.