

Что такое 5 осей на обрабатывающем центре с ЧПУ?
Вы постоянно слышите о "пятиосевых" станках с ЧПУ, но что это значит на самом деле? Это звучит сложно, а терминология (оси A, B, C?) сбивает с толку. Непонимание осей может сделать выбор подходящего станка или процесса непосильным, что может ограничить ваши проекты или привести к дорогостоящим ошибкам. Давайте разберемся, что такое эти 5 осей в простых терминах, чтобы вы точно знали, какие возможности они предоставляют.
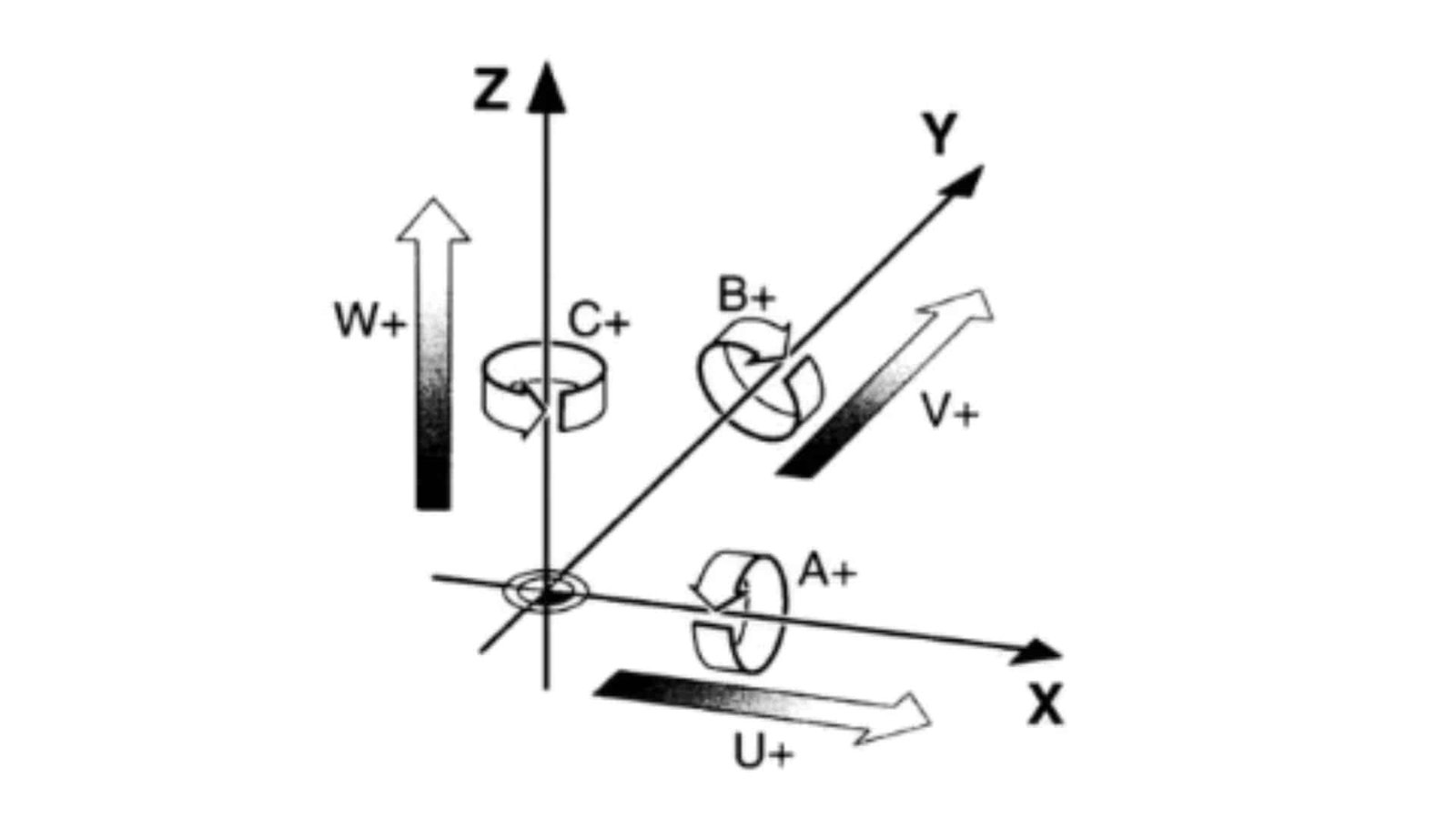
Пятиосевой обрабатывающий центр с ЧПУ обычно перемещает инструмент или заготовку по трем линейным осям (X, Y и Z - вверх/вниз, влево/вправо, вперед/назад) и вращает по двум дополнительным поворотным осям (часто A и B, вращающимся вокруг осей X и Y соответственно). Это позволяет выполнять обработку под несколькими углами за один установ.
Понимание этих движений - ключ к раскрытию передовых возможностей обработки. Давайте также изучим смежные концепции, такие как обработка 3+2, и посмотрим, как сопоставляются эти различные установки.
Что такое технология обработки 3+2 на обрабатывающем центре с ЧПУ?
Вы встречали такие термины, как "обработка 3+2", "позиционная 5-осевая обработка" или "индексированная 5-осевая обработка". Чем они отличаются от "настоящего" или "одновременного" 5-осевого станка? Выбор между 3+2 и полной 5-осевой обработкой без понимания различий может означать покупку большего количества возможностей, чем вам нужно, или отсутствие возможностей для выполнения сложных работ. Давайте проясним, что включает в себя обработка 3+2, ее преимущества и место, которое она занимает в мире обработки с ЧПУ.
При обработке 3+2 используется 5-осевой станок, но две поворотные оси (4-я и 5-я) фиксируют инструмент или заготовку в определенном наклонном положении. Затем станок выполняет резку, используя только три линейные оси (X, Y, Z), по сути, как 3-осевой станок, работающий под углом.
Подумайте о Обработка 3+21 (также называемый позиционным или индексированным 5-осевым) - это разумный способ использования 5-осевого станка для обработки деталей, для которых не требуется одновременное движение всех осей. Станок использует свои поворотные оси (например, A вращается вокруг X, B - вокруг Y) для наклона заготовки или инструментальной головки на нужный угол. После настройки эти поворотные оси фиксируются. Затем происходит собственно резка с использованием только стандартных движений X, Y и Z. Ключевое отличие от одновременной 5-осевой обработки заключается в том, что поворотные оси не перейти во время разрез. Такой подход дает несколько преимуществ:
- Более короткие и жесткие инструменты: Лучший доступ к инструментам под углом позволяет использовать более короткие инструменты2Снижение вибрации и улучшение качества обработки поверхности.
- Улучшенный доступ: Шпиндельная головка может достигать таких участков заготовки, которые было бы трудно или невозможно обработать с помощью чисто вертикальной 3-осевой установки.
- Уменьшение количества установок: Вы можете обрабатывать несколько граней детали за один зажим, что повышает точность (меньше ошибок при повторном закреплении) и экономит время по сравнению с использованием 3-осевого станка для той же работы.
- Экономичность: Он обеспечивает возможность многосторонней обработки, не требуя полной сложности и затрат на одновременное программирование и управление по 5 осям. Он отлично подходит для деталей с несколькими плоскими поверхностями, расположенными под разными углами.
Чем отличаются 3-осевые, 5-осевые и 3+2 технологии обработки на обрабатывающем центре с ЧПУ?
3-осевые, 3+2, одновременные 5-осевые... Легко запутаться в терминологии. Если вы не понимаете основных различий в возможностях и применении, вы можете вложить деньги в неправильную технологию, что приведет к снижению потенциала вашего цеха или перерасходу средств. Давайте четко определим различия между этими тремя распространенными подходами к обработке с ЧПУ на основе того, как они работают и чего они могут достичь.
Основное различие заключается в том, как перемещаются оси во время резки. 3-осевая перемещает только X, Y, Z. 3+2 фиксирует угол с помощью двух поворотных осей, а затем режет с помощью X, Y, Z. Истинная (одновременная) 5-осевая может перемещать все пять осей (X, Y, Z и две поворотные) вместе во время резки.

Давайте сравним их возможности:
- Трехкоординатная обработка3: Это основа. Инструмент перемещается линейно по осям X, Y и Z. Он лучше всего подходит для деталей с простой геометрией, например для сверления отверстий на плоской пластине, торцевания поверхностей или резки 2D/2,5D-профилей. Он не справляется с подрезами или глубокими узкими полостями и часто требует ручного изменения положения детали (несколько настроек) для обработки различных поверхностей, что увеличивает трудозатраты и потенциальные ошибки.
- Обработка по 3+2 осям (позиционирование/индексация): Он действует как мост. Он использует поворотную ось 5-осевого станка для ориентации детали, затем фиксирует их и выполняет 3-осевую резку. Его сильной стороной является эффективная обработка нескольких поверхностей или угловых элементов детали за одну установку. Он идеально подходит для деталей с несколькими плоскими поверхностями под сложными углами, сокращая время настройки и повышая точность по сравнению с несколькими 3-осевыми установками. Это практичный и экономически эффективный промежуточный вариант.
- Одновременная обработка по 5 осям4: Это самый передовой вариант. Все пять осей могут двигаться одновременно во время резки, что позволяет инструменту плавно повторять сложные контуры. Это необходимо для настоящей 3D-обработки поверхностей, создания таких форм, как лопасти турбин, крыльчатки, медицинские имплантаты или сложные пресс-формы с плавными поверхностями и подрезами. Он обеспечивает высочайшую гибкость и позволяет за один установ обрабатывать очень сложные детали, что крайне важно в аэрокосмической и медицинской отраслях.
| Аспект | 3-осевой | Ось 3+2 (позиционирование) | 5-осевой одновременный |
|---|---|---|---|
| Используемая ось | X, Y, Z | X, Y, Z (A, B фиксируются во время резки) | X, Y, Z, A, B (все движущиеся) |
| Движение | Только линейные | Позиция A, B; затем линейные X, Y, Z | Одновременное линейное и вращательное движение |
| Сложность деталей | Простые геометрии, плоские | Многогранные, угловые плоские элементы | Сложные изгибы, подрезы |
| Необходимость установки | Часто требуется несколько установок | Меньше настроек по сравнению с 3-осевыми | Часто возможна одиночная установка |
| Программирование | Самый простой | Умеренная сложность | Самый сложный |
| Мастерство оператора | Основные | Умеренный | Расширенный |
| Стоимость | Самый низкий | Умеренный | Самый высокий |
| Приложения | Простые детали, большой объем | Детали с несколькими угловыми поверхностями | Аэрокосмическая промышленность, медицина, пресс-формы |
Неожиданной деталью для некоторых стало осознание того, что 3+2 - это не просто ограниченная 5-осевая, а отдельная стратегия, которая ловко преодолевает разрыв между простотой 3-осевой и сложностью полной 5-осевой.
Как выбрать из 3 оси, 5 оси и 3+2 технологии обработки обрабатывающий центр cnc?
Теперь вы понимаете, в чем разница, но остается важный вопрос: какая технология является правильной инвестицией для вашей конкретной работы и бизнеса?
Неправильный выбор обходится дорого: либо вы платите за возможности, которые редко используете, либо не можете браться за прибыльную и сложную работу, что ограничивает рост.
Давайте рассмотрим ключевые факторы, которые необходимо учитывать при выборе 3-осевого, 3+2 и одновременного 5-осевого станка для вашего цеха.
Выбор оптимального варианта во многом зависит от сложности изготавливаемых деталей, требуемой точности, объема производства и вашего бюджета. Простые детали подходят для 3-осевого станка, многогранные - для 3+2, а очень сложные криволинейные формы требуют настоящего 5-осевого станка.

При выборе подходящей машины необходимо соблюдать баланс между возможностями и реалиями эксплуатации. Рассмотрим эти важнейшие моменты:
- Часть Сложность и геометрия: Это имеет первостепенное значение. Если ваша работа состоит в основном из простых призматических деталей, обрабатываемых с одной или двух сторон, то 3-осевой станок, скорее всего, будет наиболее эффективным и экономичным. Если детали требуют обработки нескольких граней или под сложными углами (но в основном плоские на этих гранях), обработка на станках 3+2 дает значительные преимущества в плане сокращения времени на установку и повышения точности. Если вам необходимо изготавливать детали с настоящими сложными кривыми, подрезами и плавными поверхностями (пресс-формы, крыльчатки, аэрокосмические компоненты, медицинские имплантаты), то одновременная обработка по 5 осям просто необходима.
- Объем производства и стоимость: Для крупносерийного производства простых деталей 3-осевые станки обычно предлагают самую низкую стоимость одной детали и более просты в эксплуатации. Для малосерийного производства деталей высокой сложности экономия времени на наладку и возможность однократной настройки 5-осевого станка (или 3+2) может сделать его более эффективным в целом, несмотря на более высокую стоимость станка. 3+2 обеспечивает хороший баланс для деталей средней сложности и объема.
- Бюджет и мастерство оператора: Стоимость станка значительно возрастает при переходе от 3-осевого к 3+2 и одновременному 5-осевому. Кроме того, возрастает сложность программирования и эксплуатации. Для одновременной работы по 5 осям требуется современное программное обеспечение CAM и высококвалифицированные программисты и операторы. Учитывайте стоимость станка, программного обеспечения и обучения.
- Требования к точности: Как 3+2, так и 5-осевые станки обычно обеспечивают более высокую точность обработки многогранных деталей по сравнению с несколькими установками на 3-осевом станке, просто за счет устранения ошибок повторного зажима. Для достижения абсолютной точности при обработке сложных контуров, как правило, лучше использовать 5-осевой одновременный станок.
- Площадь и обслуживание: Более сложные станки, такие как 5-осевые центры, могут быть крупнее и потенциально требовать большего обслуживания, чем более простые 3-осевые станки. Учитывайте имеющуюся площадь цеха и ресурсы для обслуживания.
Проанализируйте большинство текущей и предполагаемой работы. Не стоит вкладывать средства в 5-осевую систему, если 95% из ваших работ - это простые 3-осевые операции. И наоборот, если вашим целевым рынком являются сложные детали, инвестиции в 3+2 или 5-осевую систему могут стать решающим фактором для роста.
Заключение
Выбирая между 3-осевыми, 3+2 и одновременными 5-осевыми обрабатывающими центрами с ЧПУ, необходимо понимать их основные различия в движении и возможностях. Согласование технологии с конкретной сложностью детали, производственными потребностями, бюджетом и уровнем квалификации гарантирует, что вы сделаете наиболее эффективные инвестиции в свои операции по обработке.
-
Перейдите по этой ссылке, чтобы понять, как обработка по схеме 3+2 повышает эффективность и точность производственных процессов. ↩
-
Узнайте о преимуществах использования более коротких инструментов при обработке, включая снижение вибрации и улучшение качества обработки поверхности. ↩
-
Изучите эту ссылку, чтобы понять плюсы и минусы 3-осевой обработки, которая необходима для выполнения основных задач обработки. ↩
-
Узнайте о сферах применения и преимуществах 5-осевой одновременной обработки, которая имеет решающее значение для современного производства в аэрокосмической и медицинской отраслях. ↩

Крис Лу
Используя более чем десятилетний практический опыт работы в станкостроении, особенно на станках с ЧПУ, я готов помочь. Если у вас возникли вопросы, вызванные этой статьей, если вам нужно руководство по выбору подходящего оборудования (с ЧПУ или обычного), если вы изучаете индивидуальные решения по станкам или готовы обсудить покупку, не стесняйтесь, свяжитесь со мной. Давайте найдем идеальный станок для ваших нужд.